







 文章介绍了全自动智能锁螺丝机在电子制造等行业中的重要性,指出现有设备的局限性,如依赖人工识别和PLC控制。强调了基于机器视觉的螺孔锁付系统能降低成本、提高效率,并减少人力依赖。国内如东莞市精驰软件有限公司等少数企业已推出智能锁螺丝控制系统,具备良好的兼容性和数据管理能力。
文章介绍了全自动智能锁螺丝机在电子制造等行业中的重要性,指出现有设备的局限性,如依赖人工识别和PLC控制。强调了基于机器视觉的螺孔锁付系统能降低成本、提高效率,并减少人力依赖。国内如东莞市精驰软件有限公司等少数企业已推出智能锁螺丝控制系统,具备良好的兼容性和数据管理能力。
1.全自动智能锁螺丝机的意义
电子消耗品、家用电器、汽车零件、音箱、安防、玩具、LED 等制造业的生产过程中,产品组装是一个非常重要的步骤,而螺丝锁付是组装过程的核心工艺之一。当下国内智能手机、智能汽车、智能家电等产品更新换代快,产品需求量大,制造厂商的高质量稳定快速的产品组装是一个挑战,既要保证组装质量、又要提升效率、又要满足不同门类产品的复用锁付要求,而螺丝锁付工艺的好坏更是直接影响到产品组装的整体进度和质量,进而影响到各类相关行业的发展步伐。手机等量大的电子设备的组装工序中,半自动的锁螺丝机已经比较普及,但是全智能化的配套智能工厂建设的智能锁螺丝的自动化设备的占比仍然不高,特别是智能生产线上的螺丝锁付工序,技术人员人工上下料反复完成着枯燥无味的螺丝锁付任务,是急需进一步进化到全自动化、高度智能化进入大规模生产制造的。
全自动智能螺丝机锁付设备的使用一定程度上缩减了操作员繁琐的工作量,同时可以有效加快对螺丝的锁付速度,改善手机等电子产品的优良率,减少了部分技术工作人员,从而达到了减少生产成本的目的,有效提高企业在市场上的竞争能力,同时由于局部了工控机,可以与工厂MES智能管理系统无缝连接,可追溯和监控整个产品制造过程。伴随着不同种类、不同型号的手机等电子产品出现,其产品中螺孔特征复杂多样,目前的自动螺丝机锁付设备仍依靠人力识别锁付,无法适应多样化产品的锁付工艺,PLC控制或者手持控制无法智能数据对接,难以进一步达到制造厂商的生产要求。
基于机器视觉的螺孔锁付系统对我国制造业高度智能信息化的发展具有一定的实际意义,能够有效地降低成本、提高效率,更大程度上减少组装环节对人力的依赖,具有良好的工业生产效益。
2.自动锁螺丝机的现状
国外对螺丝机的研究已经有很长一段时间,在二十世纪五十年代就已投入使用。瑞典 Atlas 公司设计研发了一套多轴平台同时运动的自动螺丝机设备,由工控机和伺服电机控制,实时监测扭矩和转角的大小去检测螺丝锁付好坏。美国研究员 Fouad Mrad 针对锁螺丝步骤中的扭力矩大小未正确把控导致的螺纹扣错问题,提出了基于智能控制器监测扭矩的方法控制电机完成锁螺丝功能,在锁螺丝的每个时间段监控转矩大小防止锁付事故的发生。 德国 DGD 公司研发了多种可用于不同生产要求的液压式、气动式、电动式等型号的螺丝锁付设备,通过测量电压、力矩、转角、屈服点等变量来实现对扭矩的动态监控。

图1 并联DELTA机械手锁螺丝
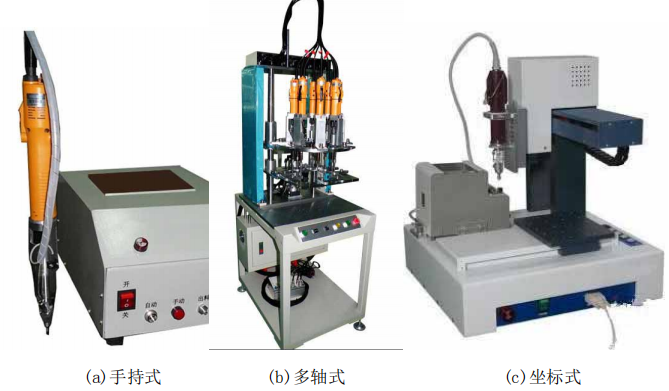
国内的制造业世界占比30%左右,锁螺丝机在国内是最普遍的一种轻工机械之一,国产的小型锁螺丝机也比较有竞争力,当前,在国内市场上的螺丝锁付产品多为广东、浙江一些厂家生产的自动螺丝锁付设备。一般来说自动螺丝机由锁付平台、电动螺丝刀、送料机构和一些辅助设备组成。国内常常采用手持型和示教型螺丝机这两种方式对螺丝孔进行锁付。此2种方式都是PLC或采用专用控制器和触摸屏进行控制,无法满足智能工厂的数据采集、监控和上传的要求。国内除了少数几家公司之外,针对全自动智能锁螺丝机系统方面,几乎没有智能锁螺丝机通用软件适配。全智能方面比较有代表性的是东莞市精驰软件有限公司推出的MindWorks.Screw 锁螺丝工业控制系统,在搭载通用工控机、自研8轴控制器、多通道光源控制器而形成的通用型HSC2080系列的系统控制器基础上,专门针对视觉化定位、锁付后检测、全自动上下料、半自动上下料、锁付扭力监控、多头锁付等工艺进行了锁螺丝机归纳,总结出的MindWorks.Screw 锁螺丝工业控制系统,具有良好的兼容性和适配能力,局部视觉定位/检测能力,切机种柔性能力,MES数据管理上传能力,各类锁付工艺选配能力。
手持型自动螺丝机多用于中小型企业的组装车间,其锁付过程:取螺丝钉--放置螺丝钉--电动批刀对准锁付螺丝钉,其优点是代替人力手动拧紧螺丝,一定程度上节约了时间和劳动力成本,但是局限于锁付螺孔数量较少且螺钉规格大于 M3 的产品,一旦当产品中螺孔数量庞大并且螺丝钉尺寸处于 1mm 至 3mm 时,工人将大量时间耗费在取螺丝钉、放螺丝钉、对准螺丝钉等过程中,进而导致锁付效率非常低,生产成本增加,还容易产生锁付不紧、刮花等问题。
示教型螺丝机在国内制造业的生产流水线上已得到广泛应用,其锁付过程:手动录入产品螺丝孔坐标信息--取螺丝钉--准确运动至螺孔位置--锁付螺丝钉。其优点是可以一个人高效操作,代替多个工人,大量节省人工成本,并且能够连续工作二十小时以上,可靠性很好,工人工作更加轻松。若是产品种类多样化,就需要多次对螺丝孔坐标信息进行录入,这样操作繁琐,对准螺丝孔精度也难以保证,很容易因人为因素将产品错放或放反,导致产品被损坏,设备发出报警,产生过多的经济损耗。现有的螺丝机锁付方式虽然可以完成自动化装配过程,但是对螺丝孔的识别与定位仍然依赖技术人员干预,特别对手机等高精度电子产品,人工干预难以保证精度。
3.螺丝机系统中机器视觉的应用
视觉自动锁螺丝机工业生产制造流水线中使用比较广泛的自动化产品,针对生产过程中需要进行螺丝锁付的工序,通过机器视觉系统对螺孔进行图像的采集、分析和处理,对螺孔进行定位,并进行螺丝锁付。对于不同型号电视机,其尺寸和螺孔位置分布也有所不同。自动螺丝锁付的工艺流程一般涉及三个部分:螺丝上料、螺丝孔位对准和螺丝锁付。即先将螺丝输送到电动螺丝刀前端,然后螺丝刀运动到螺丝孔正上方,最后螺丝刀下降并锁紧螺丝。
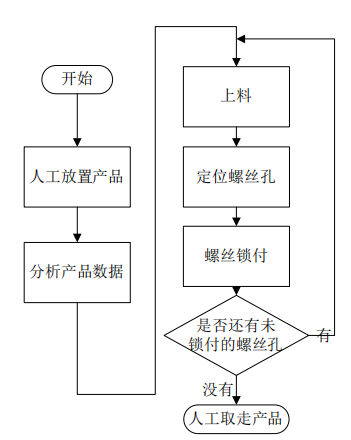
图3 半自动视觉自动锁螺丝机工艺过程
例如,用视觉半自动锁付一台电视机,根据螺钉装配机的主要生产流程,首先由工人将待锁付的电视机产品放置在工作台上,并进行固定。然后由产品尺寸数据计算得出电视机上螺孔的位置。由于产品固定装置的精度不高,所以用工业相机在计算得出的位置采集产品图像,对螺孔进行高精度定位。最后控制锁付执行完成螺丝锁付。
4.锁付结构与锁付工艺
自动锁螺丝机的机械传动系统主要实现锁付设备走位控制和螺丝锁付执行两部分功能。 对于锁螺丝设备走位的控制,需要机械结构具有很高的重复定位精度,以保证锁付时螺丝能对准相应的螺丝孔。同时为了保证设备螺丝锁付的速度,装配、调试的方便,机械结构应该尽可能简单可靠。所以选择直角坐标模型的机械结构作为螺丝机位置控制机构。
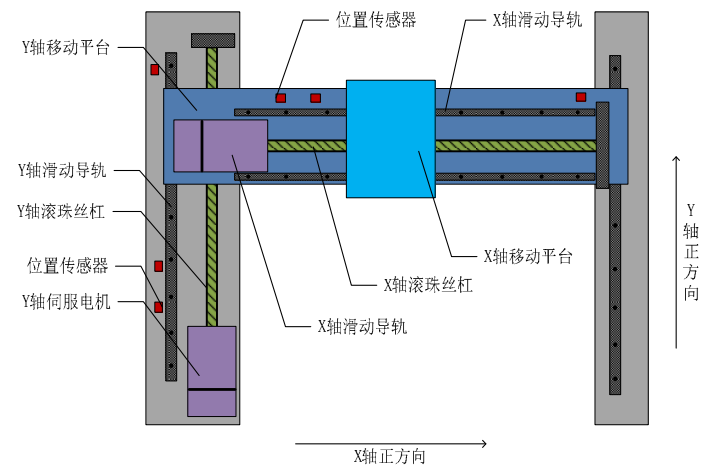
图4 自动锁螺丝机XY轴传动结构
自动锁螺丝机的锁付设备走位具有 X、Y、Z 三个方向的自由度。其中,X 轴和Y 轴两个自由度采用伺服电机驱动滚珠丝杠的传动形式。运动形式为:Y 轴的运动带动 X 轴整体沿 Y 方向移动,同时 X 轴的运动带动移动平台上的螺丝锁付设备和工业相机进行移动。由于移动工作台的位置控制精度要求比较高,每一次定位的误差不能超过 0.05mm,且伺服电机通过丝杠带动移动平台运动,所以需要扭矩比较大,同时
更容易发生过载。而交流伺服电机具有很高的控制精度,配合相应驱动器可以获得良好的控制效果,能满足螺丝刀走位控制的精度要求。
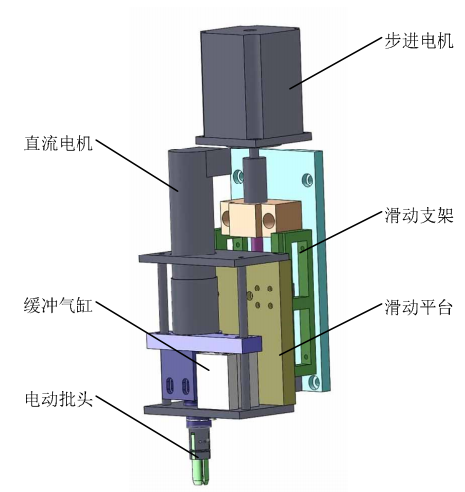
图5 锁付头结构
自动螺丝机的走位电批的控制 Z 轴主要带动设备螺丝锁付执行机构进行竖直方向的运动,实现锁付执行机构和工业相机的高度调整。 为使设备进行螺丝锁付的控制策略更为灵活,锁付效率更高,在移动平台上设置四个工位,其中三个工位安装螺丝锁付执行模块,一个工位用于安装工业相机和光源。设备上的螺丝锁付机构和工业相机在竖直方向上运动范围比较小,速度、转矩要求不高,所以在设备的四个工位上都采用步进电机作为动力装置。 对于螺丝锁付执行机构的设计,要求设备对锁螺丝过程中的扭矩有较好的控制,即在不造成螺丝滑丝的前提下,将螺丝拧紧。如图 5所示为螺丝锁付执行机构示意图。Z 轴步进电机带动滑动平台上的直流电机上下移动,直流电机与批头相连,完成螺丝锁紧动作。同时应用缓冲汽缸在螺丝锁付期间对转动下降的电批结构进行缓冲吸能。
5.智能锁螺丝机电气控制系统
如图6所示,本控制系统主要由工控机模块、控制软件、定位检测模块、Mes数据上传管理模块、光控模块伺服控制模块、步进电机控制模块、直流电机控制模块、数字控制模块等几部分构成。
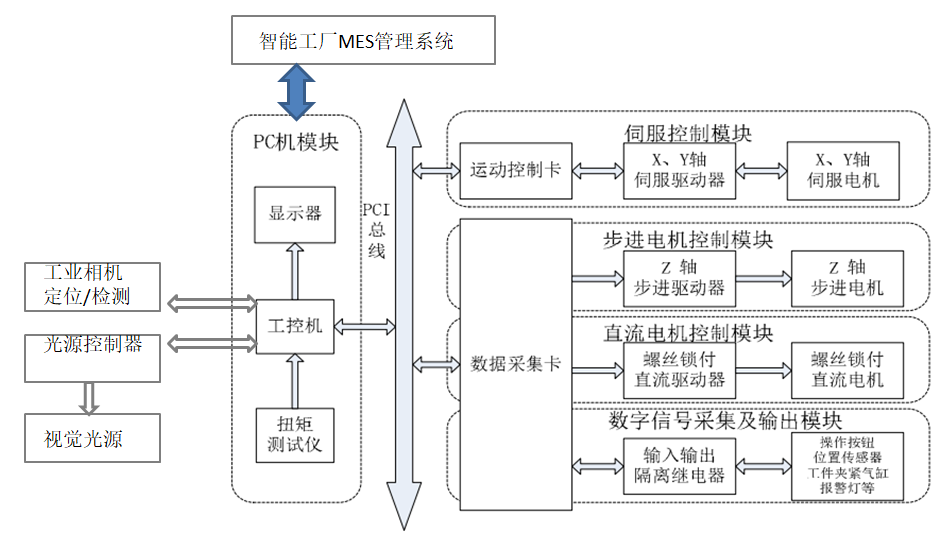
图6 智能锁螺丝机光机电气控制系统
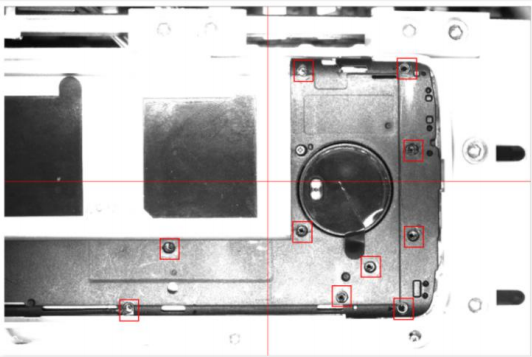
图7 智能锁螺丝机-手机面板视觉识别效果
6.智能锁付机软件系统

图 8 东莞市精驰软件有限公司 智能锁螺丝机控制系统
如图8所示,以针对螺丝机控制为代表,进行智能化通用锁付控制软件产品研发为目标的东莞市精驰软件有限公司的锁螺丝机软件为例进行说明。
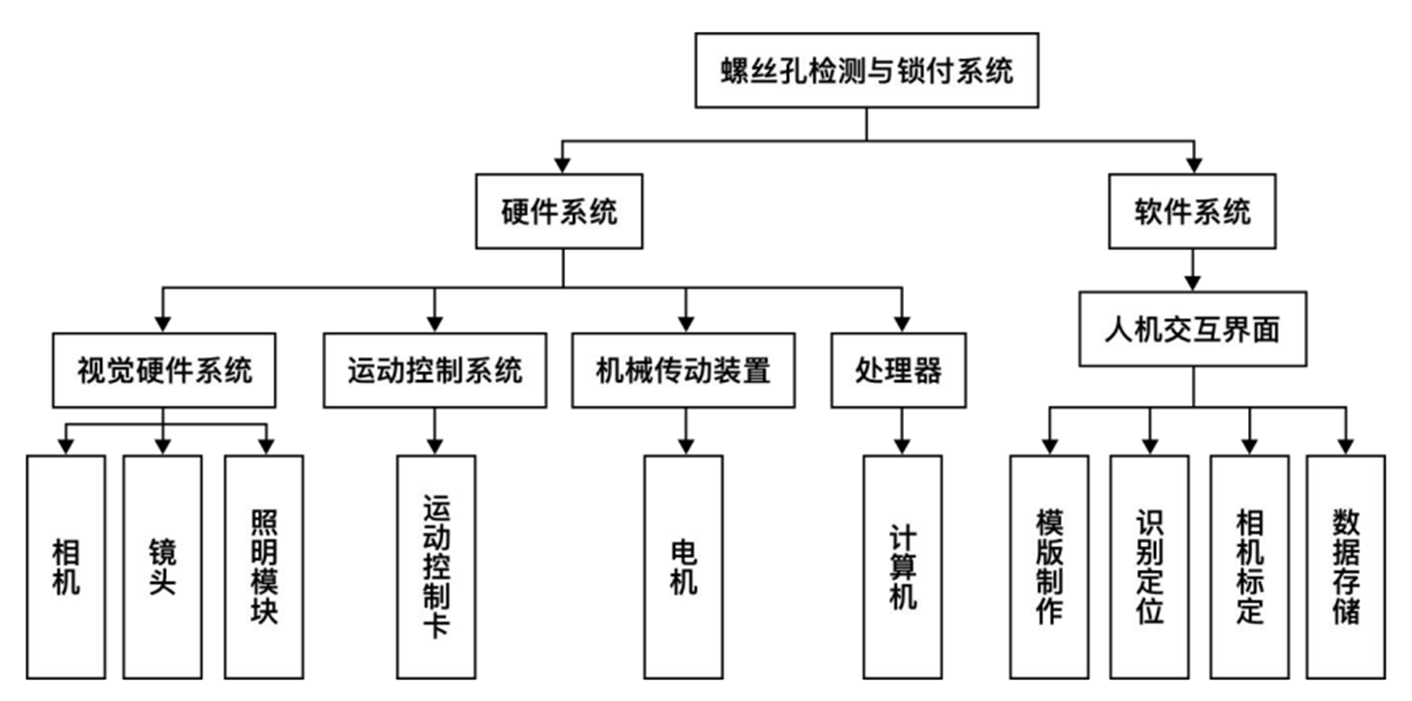
图 9 智能锁螺丝机控制系统构成
从图9 中可以看到,系统被分为硬件和软件系统。其中硬件系统由光源、相机、镜头、供料盒、电动批刀、控制卡、电机、驱动器、计算机等构成;软件系统包括模板制作、视觉识别定位、数据存储等部分。数据存储模块,还包括可以跟MES自动数据对接,兼容智能工厂的数据接口,方面监控和跟踪。
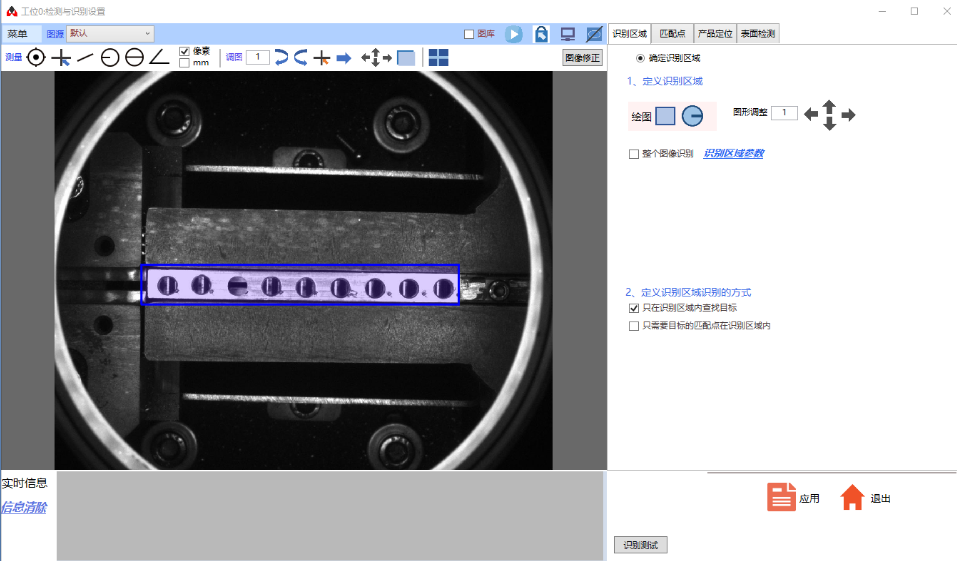
图 10 智能锁螺丝机控制系统的图像设置部分
从图10 中的图像设置部分,可以看到,系统包括多目标螺孔识别,螺孔定位识别,和螺孔锁付后的缺陷识别能力。锁付后的缺陷检测作为视觉部分的亮点,也是一个选配的功能。
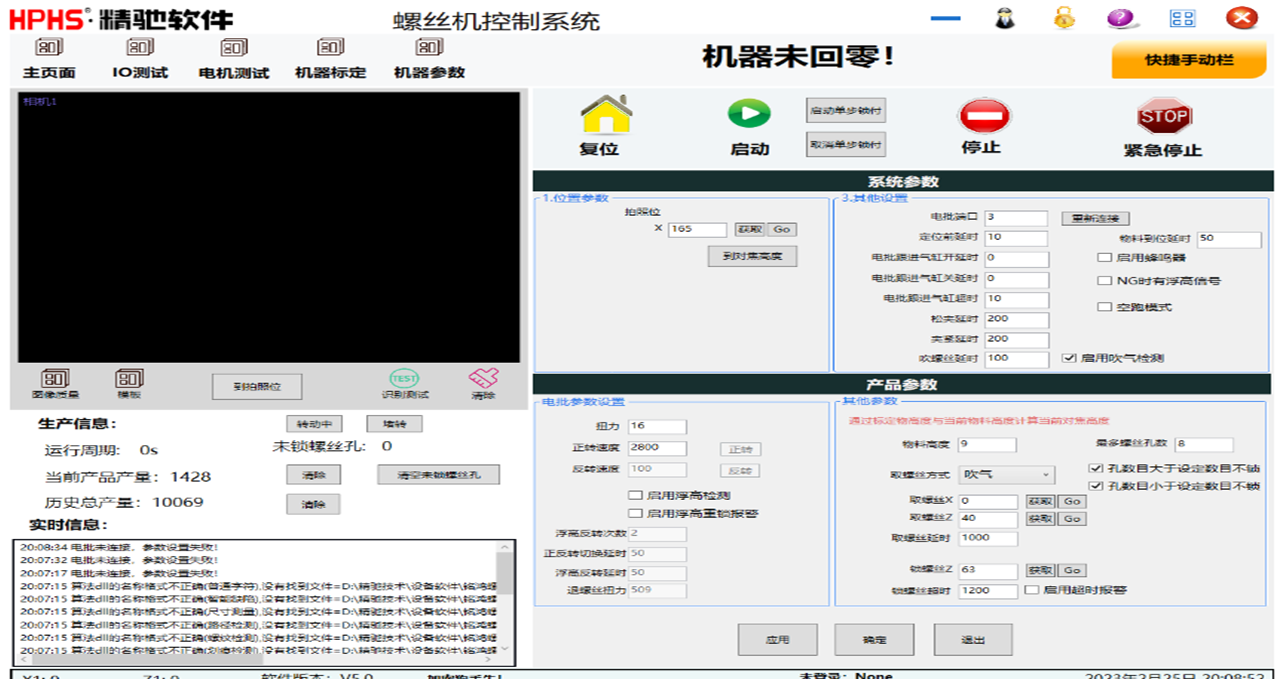
图 11 智能锁螺丝机控制系统的电批参数设置部分
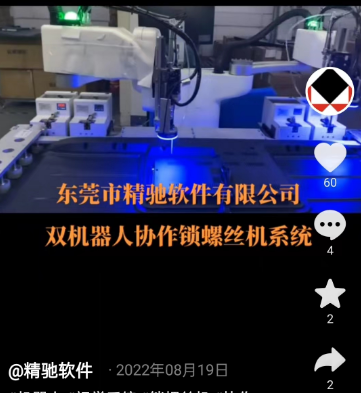
图 12 智能锁螺丝机控制系统的在线-双臂,全自动
7.最后
原创文章。后记:
东莞市精驰软件有限公司,是一家专注于领域工业智能控制系统的工业软件与自动化技术研发及销售的高新软件企业。企业创始人来自华南理工大学等国内知名工科院校和行业龙头企业的核心骨干,有着行业内精湛的高技术水平。目前主推基于自主研发的MindWorks工业控制软件底层及其工具链的领域智能控制系统,基于此核心技术的MindWorks.PickPlace软件,领域功能包括全自动贴合贴膜控制系统,全自动智能摆盘控制系统、全自动半导体固晶机控制系统、全自动智能点胶控制系统、全自动智能锁螺丝机控制系统和全自动智能焊锡机控制系统。我们针对机器视觉、运动控制集成的领域工业智能控制系统的开发经验长达13年以上,专门开发了框架与工具链,局部一定的通用型和可配置性,并长期维护。欢迎合作

















 7915
7915

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









