







PCB电路板会发生爆板(popcorn)或分层(Delamination)的主要原因不外乎板材吸水及α2/z-CTE太大。
这两大类,「板材吸水」所造成的爆板更占了70%的不良,其他原因如PCB结构之涨缩不均,冷热不均、制程受伤与黑化不良…等虽然也不能排除其可能性,但其比率都不太高就是了。
板材吸水
PCB材料通常由玻璃纤维、树脂(如环氧树脂)和铜箔等组成。这些材料,尤其是树脂层,具有一定的吸水性。
当PCB材料吸收水分后,在焊接或回流焊过程中,高温会使吸收的水分迅速蒸发,形成水蒸气。
如果水蒸气无法及时通过材料扩散或释放出来,就会在材料内部形成较高的压力,导致以下问题:
- 爆板(Popcorn):由于水蒸气快速膨胀,内部压力过大会引起PCB的爆裂,产生类似爆米花的现象,因此得名“爆板”。
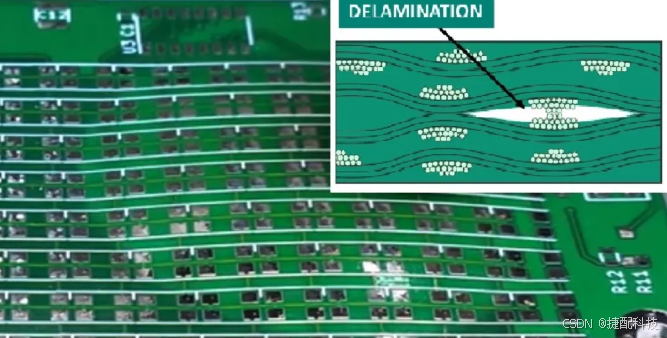
- 分层(Delamination):吸水后加热,水分蒸发产生的压力会导致不同层之间的分离,特别是在树脂和玻璃纤维之间容易出现分层现象。
α2/z-CTE 太大
α2/z-CTE 是指 PCB 材料在 Z 轴方向(垂直于板面的方向)上的热膨胀系数,尤其是在超过材料玻璃化转变温度(Tg)后的热膨胀行为。如果这个热膨胀系数过大,PCB在加热时会在Z轴方向产生较大的应力,这种应力容易导致以下问题:
- 孔壁裂纹:在多层板的制造中,过大的 z-CTE 可能会导致金属化通孔(via)或盲孔内壁的应力增加,从而在热循环过程中形成裂纹或分层。这会影响电气连接的可靠性,甚至导致开路故障。
- 分层(Delamination):过大的 z-CTE 会导致层与层之间的应力增大,尤其是在热循环中容易发生分层现象,影响PCB的结构完整性和电气性能。
- 焊点疲劳:热膨胀系数过大会在焊接区域产生较大的热应力,导致焊点容易产生疲劳裂纹,降低焊接质量和可靠性。
- PCB翘曲:如果 z-CTE 与 x、y 方向的 CTE 差异过大,整个 PCB 可能会在加热或冷却过程中发生翘曲或变形,影响安装和使用。
如何控制 α2/z-CTE
为了减少 α2/z-CTE 过大的负面影响,通常在 PCB 设计和材料选择时,会采取以下措施:
- 选择低 z-CTE 材料:优先选择在 z 方向具有低热膨胀系数的材料,特别是在高温应用场合,如高频或高功率电子设备中。
- 增强层压工艺:通过改进层压工艺,确保多层板的均匀性和一致性,减少 z 方向的应力集中。
- 优化 PCB 设计:在设计时优化材料布局和孔结构,尽量减少因 z-CTE 引起的应力集中。
- 环境测试:在生产过程中进行模拟热循环测试,评估 PCB 的 z 方向热膨胀行为,确保在实际使用条件下的可靠性。
为什么「水」是主要原因?
「水」在100°C以下的时候对爆板(俗称爆米花效应(popcorn-effect))的影响不大。
当温度超过100°C后,「水(H2O)」就会成为树脂的可塑剂。(可塑剂或称塑化剂,是一种可以增加材料的柔软性或使材料液化的添加剂。当板材分子中夹杂了水分子,就会使得原本板材分子结构变得不再那么紧实,就类似纸张吸水,当水加热变成水蒸气后体积膨胀更撑开板材分子间的距离,使得分子间的结合力降件组织变软)
树脂吸水较多时Tg值会下降(△Tg应该小于5°C)且橡胶态会提早到来,将引发板材Z方向瞬间肿胀(Swelling)而快速开裂(100°C~Tg温度之间最容易发生),参考文章最前面的图表,水蒸气超过100°C后的气压(psi)将成等比级数增加。
通常板材的X与Y方向之CTE(膨胀系数)较为稳定,约在15~16ppm/°C之间。另外,板材内的隐性水份也会变成树脂的可塑剂,与外部的水份一起助纣为孽。
当树脂温度超过Tg点之后,就会转变为橡胶态,这时候「水」份对爆板已经转变成为配角,而且这时候的水份也大多已经改变成水蒸气蒸发掉了,再说橡胶态是软的,也不容易有爆板才对。
PCB的「水」从哪里来?
既然「水」对爆板这么重要,那我们得好好研究一下水从哪里来,就我们普遍的瞭解与认知,大部分的「水」可能都来自于外界,可能是在PCB制程时吸入附着,或是PCB存放时从环境中逐渐扩散(diffusion)进入;但不要忘了,板材内部结构容易藏水也是可能的原因之一;另外一个你可能想不到的,PCB树脂的分子式里也藏着水分子,加热之后会自行产生水分。所以总结板材吸「水」及藏水处有:
- 树脂分子本身具有的结构水(树脂分子结构原本具极性(polarity)处已经隐含有水分子,只要化学式中含有OH就有机会形成水)。
- 树脂与玻璃纤维接口处容易藏水(板材的构成基本上使用一条树脂与一条玻璃纤维用经纬反覆编织而成,如果编织不够密实,就会有缝隙,一般建议选用低透气率的扁纤布比较不易藏水)。
- 树脂与铜箔接口处也容易藏水。
- 板材的空洞处会藏水。
PCB吸水爆板的改善方案-烘烤
既然「水」是造成PCB爆板的主要原因,所以只要把PCB内的水分去除应该就可以解决大部分的爆板问题了,而【烘烤】就是去除PCB外部水份的最佳方法。既然烘烤的目的是在去除水份,所以烘烤的条件最好要符合下面的要求:
- 烘烤的温度加热到100°C之上一点点的地方(建议105°C,因为烤箱的温度会有误差),让水份可以变成水蒸气就可以比较容易散发掉。
- 烘烤时最好把每片板子分开来摆放,这样水分才比较容易挥发掉。如果PCB重叠在一起,水份将无法有效逸出。
- 烤箱一定要有排气设备,否则烘烤时烤箱内全都是水蒸气也没有用。
从PCB板材的选择及制程就开始管控吸水的条件
虽然烘烤是改善爆板的最佳方法,但是烘烤不但浪费时间,也浪费设备与人力,而且PCB烘烤之后Tg值会下降也是问题,比较好的方法是从PCB板材的选择及制程就开始管控吸水的条件。
- 板材本身如果有极性,就容易吸水。尽量选用不会吸水的树脂来防止板材吸水。
- 可以选用开(扁)纤布。减少树脂与玻璃纤维接口的空隙,以降低容易藏水的可能性。(下面的图片只是示意图,并不是真正的玻纤布,基本上由经纬两股材料交错编织而成,经纬的交错间如果有空隙,就容易藏水分,所以一般会以透气性来检查其密合度,密合度越好,透气度越小,越不容易藏水,对高频的电路板也比较没有耗损及信号不等一的问题。)
- PCB压合过程管控。PCB完成压合与后烘烤的多层板,可以取试样以相同方法、相同机台量测两次Tg值;凡Tg2-Tg1之△Tg超过2~3°C者(按不同板材而有异),即表示压合制程之固化反应(Hardening含聚合与交联)还不到位,此等未熟化之板类将容易吸水,也容易发生爆板。
- 按TM-650试验手册2.4.24.1节TMA法去量测问题板之Tg值,并与供应商之规格值对比。凡实测值低于规格值5°C以上者,即表示问题板已存在吸水的病灶。树脂中的水分形同可塑剂,不但会拉低Tg,还会让橡胶态提早到来。
- 存放超过三个月的多层PCB,可能会出现应力(来自压合)集中行为以及吸水之事实(会增大Z胀)。需执行炉前预烘烤(105°C+24小时)之防爆措施,或利用矫平机50片手机板一叠在氮气中185°C+70PSI压烤2小时。客户端超过三个月的板类先烘烤再焊者将可减少爆板,烘烤不但增加成本且对OSP(有机保焊剂)也不利。烘烤时需单片分开烘烤,以利水分充分排出。


















 238
238

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









