







(一) 钣金
1、钣金的概念
钣金(sheet metal)是针对金属薄板(厚度通常在6mm以下)的 一种综合冷加工工艺,包括冲裁、折弯、拉深、成形、锻压、铆合等, 其显著的特征是同一零件厚度一致。
2、钣金的特点
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、 大规模量产性能好等特点,目前在电子电器、通信等领域得到了广泛 应用。
3、钣金设计原则
(1)产品厚度均匀的原则
(2)易于展平的原则
(3)适当地选用钣金件厚度原则
(4)符合加工工艺原则
(二) 钣金件产品设计的工艺要求
1、冲裁
冲裁是冲孔、落料、切口、割切等多个分离工序的总成。冲裁是 冷冲压加工方法中的基础工序,它可以直接冲制出所需要的成品零件, 也可以为其他冲压工序准备毛坯。
(1)避免钣金外部、内部尖角
钣金避免内外部尖角的主要原因是因为钣金的尖角很锋利,容易造成操作人员在制造和装配产品时划伤手指,同时也可能使得消费者在使用或者维修产品时造成人身伤害;钣金件的尖角易造成模具凸模的 尖角处易崩刃和过快磨损,降低模具寿命。
一般来说,圆角半径至少为钣金厚度的0.5倍,且不小于0.8mm。
如下图2-1示: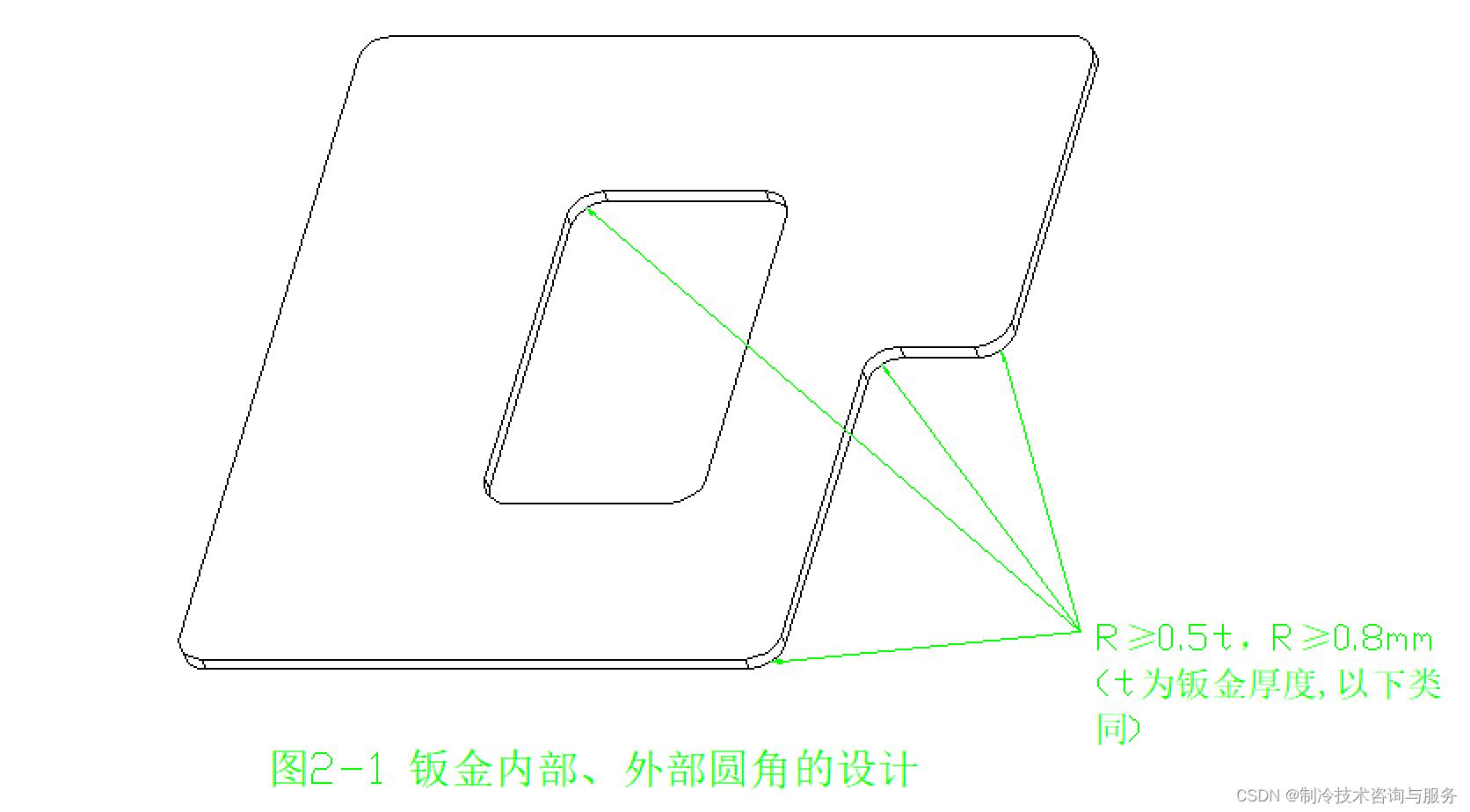
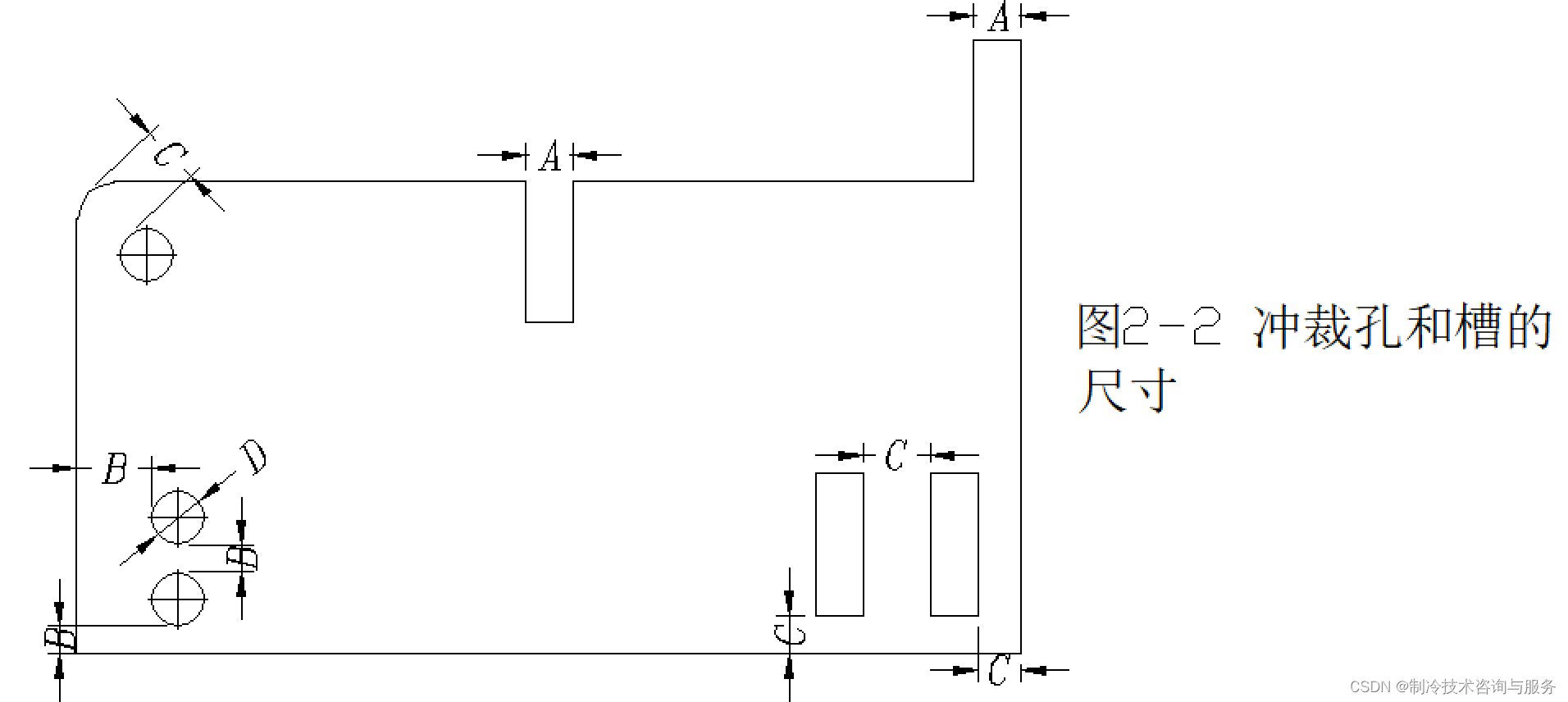
(2)避免过长的悬臂和狭槽
钣金上应避免过长的悬臂和狭槽,否则冲压模具上对应的凸模尺 寸小,强度低,模具寿命短。一般来说,悬臂和狭槽的尺寸宽度不应 小于零件壁厚的1.5倍,即A≥1.5t,其中A表示悬臂或狭槽的宽度,如 图2-2示:
(3)钣金冲裁孔间距与孔边距
当钣金的冲裁孔与孔或边缘不平行时,孔间距或者孔边距至少为 钣金厚度的1倍,即B≥t;平行时,孔间距或孔边距至少为钣金厚度的
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章



















 1900
1900

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











