






目 录
1 绪论 1
1.1 冲压的概念、特点及应用 1
1.2 冲压的基本工序及模具 2
1.3 冲压技术的现状及发展方向 3
1.3.1 冲压成形理论及冲压工艺方面 3
1.3.2 冲模是实现冲压生产的基本条件 4
1.3.3 冲压设备和冲压生产自动化方面 5
1.3.4 冲压标准化及专业化生产方面 6
1.4 设计要求 7
2 冲裁工艺设计 8
2.1 冲裁件的工艺分析 8
2.1.1 材料特性分析 8
2.1.2 冲裁件的结构工艺性分析 8
2.2 冲压工艺方案的确定 9
3 排样设计及材料利用率计算 11
3.1 排样方案的确定 11
3.2 搭边的选取 11
3.3 送料步距、条料宽度及导料销与条料间距计算 12
3.4 材料利用率的计算 13
4 冲裁工艺计算 14
4.1 冲裁力和压力中心的计算 14
4.1.1 冲裁力的计算 14
4.1.2 卸料力、推料力和顶件力的计算 15
4.1.3 压力中心的计算 16
4.1.4压力机的选择 17
4.1.5 曲柄压力机的主要技术参数 18
4.1.6曲柄压力机的选用 19
4.2 凸凹模刃口尺寸的计算 19
4.2.1 落料刃口尺寸的计算 21
4.2.2 冲孔刃口尺寸计算 22
5 模具主要零部件结构和设计 24
5.1 卸料装置 24
5.1.1 橡胶的选用 25
5.2 出件装置 28
5.3 定位零件 28
5.4 凹模的设计 29
5.5 凸凹模的设计 31
5.6 凸模的设计 31
5.7 模架 32
5.7.1 模板 32
5.7.2 导向零件 33
5.8 联接与固定零件 34
5.8.1 模柄 34
5.8.2 凸模固定板与垫板 34
5.8.3 螺纹紧固件 34
5.8.4 圆柱销 35
6 确定装配基准 37
7 总结 38
致谢 39
参考文献 40
1.3.4 冲压标准化及专业化生产方面
模具的标准化及专业化生产,已得到模具行业和广泛重视。因为冲模属单件小批量生产,冲模零件既具的一定的复杂性和精密性,又具有一定的结构典型性。因此,只有实现了冲模的标准化,才能使冲模和冲模零件的生产实现专业化、商品化,从而降低模具的成本,提高模具的质量和缩短制造周期。目前,国外先进工业国家模具标准化生产程度已达70%~80%,模具厂只需设计制造工作零件,大部分模具零件均从标准件厂购买,使生产率大幅度提高。模具制造厂专业化程度越不定期越高,分工越来越细,如目前有模架厂、顶杆厂、热处理厂等,甚至某些模具厂仅专业化制造某类产品的冲裁模或弯曲模,这样更有利于制造水平的提高和制造周期的缩短。我国冲模标准化与专业化生产近年来也有较大发展,除反映在标准件专业化生产厂家有较多增加外,标准件品种也有扩展,精度亦有提高。但总体情况还满足不了模具工业发展的要求,主要体现在标准化程度还不高(一般在40%以下),标准件的品种和规格较少,大多数标准件厂家未形成规模化生产,标准件质量也还存在较多问题。另外,标准件生产的销售、供货、服务等都还有待于进一步提高。
1.4 设计要求
制件如图1-1所示,材料为08F,材料厚度为0.8mm,制件尺寸精度按图纸要求,大批量生产。
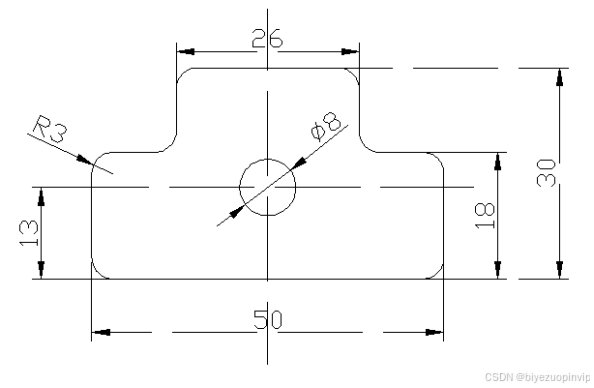
图1-1
2 冲裁工艺设计
2.1 冲裁件的工艺分析
冲裁件的的工艺性是指冲裁件对冲压工艺的适应性,即冲裁件在冲压加工中的难易程度。冲裁件的工艺是否合理,对冲裁件的质量、模具寿命和生产率有很大的影响,一般情况下对冲压件工艺性影响最大的是几何尺寸和精度要求。






































 543
543

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









