






激光切割的加工过程是由激光头、激光器、运动机构、控制系统等协同完成的。因此,影响最终激光切割效果的因素主要来自上述部分,影响因素有主要分为激光功率、激光焦点位置、切割速度、光束能量分布、喷嘴直径等。
激光切割是激光的主要应用之一。其原理是利用聚焦镜将激光束聚焦在材料表面使其熔化,并使激光束与切割材料沿既定轨迹相对运动,同时使用特定的压缩气体。熔化的残余物被吹走以形成成型的切割产品。
影响激光切割效果的主要因素:
在所有影响切割效果的因素中,激光焦点位置是最重要的。一旦焦点位置发生偏移,入射到片材表面的光束直径和入射角就会发生倾斜,这将直接影响到切缝。狭缝内的位置变化和光束偏差都会影响狭缝宽度,因为狭缝宽度会影响几乎所有的切割效果,例如切割表面的粗糙度和底部的熔渣粘附状态,从而影响切割的产品。质量。
激光焦点位置名词解释:
一般而言,工件表面的焦点位置称为零焦点,其上方称为正焦点,下方称为负焦点。激光焦点位置是指激光束相对于切割工件表面的焦点。他们之间的距离。
焦点位置(Z)是相对于被切割材料的上表面,是指焦点与它之间的距离。通常,板材表面的焦点称为零焦点,上面称为正焦点,其下方的焦点称为负焦点,示意图如下: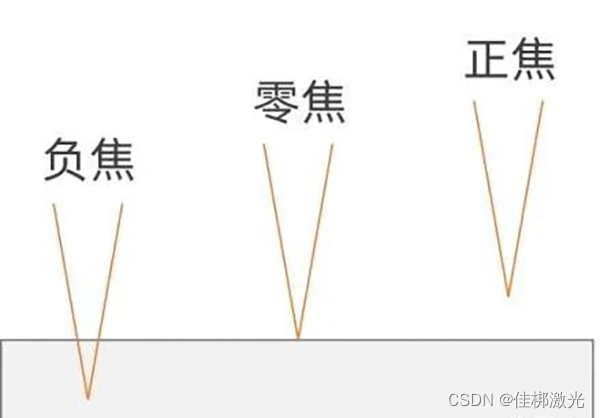
激光焦点位置对切割效果的影响:
一般来说,激光切割头透镜的焦距越短,激光焦点的深度越小,激光狭缝随焦点位置的变化越大。 当激光焦点位置在工件表面时,狭缝宽度最小。 如果改变焦点位置,无论是正离焦还是负离焦,激光狭缝的宽度都会变大,使用的激光切割头焦距不同,狭缝加宽的程度也会有所不同。
| 焦点位置 | 切割特点 | 适用范围 |
|
| 板材底部切缝相比上方更大,有助于底部参与充分的氧化反应,有利于排渣。 | 碳钢的氧气切割 |
|
| 切缝最窄,加工精度高 | 薄板/箔层切割 精密切割 |
|
| 焦点在板材内部,板材上部分切缝更大,保证了下部分有足够的能量密度。 | 不锈钢、碳钢、镀锌钢、铝、铜的氮气/空气切割。 |



如何选择合适的激光聚焦位置:
正焦点切割
当激光焦点位置在工件正上方时,激光束到达工件表面后的照射范围会很宽,并且会在狭缝中扩散,导致狭缝下部大于上部.在一定范围内,激光焦点位置的正离焦越大,材料表面的光斑尺寸越大,切割面越亮、越光滑。
负焦点切割
当激光焦点为负时,焦点在工件内部,激光束聚焦在工件内部,保证了切口下部有足够的能量密度,切口会出现宽窄形状上部,切削范围大,提高了熔体的流动性。

















 735
735

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









