







 钨极惰性气体保护焊(TIG)是一种高质量焊接方法,使用钨极和惰性气体保护,避免氧气、氮气、氢气对焊接的影响。TIG焊优点包括稳定电弧、深熔焊接、广泛适用性,但缺点是效率较低、成本较高。焊接设备包括直流和交流电源,引弧通常使用非接触式高频或高压脉冲方式。
钨极惰性气体保护焊(TIG)是一种高质量焊接方法,使用钨极和惰性气体保护,避免氧气、氮气、氢气对焊接的影响。TIG焊优点包括稳定电弧、深熔焊接、广泛适用性,但缺点是效率较低、成本较高。焊接设备包括直流和交流电源,引弧通常使用非接触式高频或高压脉冲方式。
前言
钨极惰性气体保护焊TIG(Tungsten Inert Gas Arc Welding)是使用纯坞或活化坞作为非熔化电极,采用惰性气体作为保护气体的电弧焊方法。
TIG焊接原理如下图:

钨极氩弧焊分类
基于5mm厚的钛合金平板,分别采用:
- 常规钨极氩弧焊(Conventional Gas Tungsten Arc Welding)工艺。C-GTAW
- 超高频脉冲钨极氩弧焊(Ultra high frequency plused GTAW)工艺。
TIG焊的优点
- 实现高品质焊接,得到优良的焊缝。由于电弧在惰性气氛中极为稳定,保护气对电弧及熔池的保护很可靠,有效的排除氧气,氮气,氢气等对焊接金属的侵害。
- 焊接过程坞电极不熔化,故易于保持恒定的电弧长度,不变的焊接电源,稳定的焊接过程,使焊缝精美,平滑,美观,均匀。
- 焊接电流使用范围为5-500A,小电流10A也能焊接,适合薄板焊接
- 在焊板焊接时无需填充焊丝。在厚板焊接时,由于填充焊丝不通过焊接电源,所以不会因为熔滴过渡引起电弧电压和电流的变化而产生飞溅现象,为获得平滑的焊缝表面提供了良好的条件
- 钨极氩弧焊时的电弧是各种电弧焊方法中最为稳定的。电弧呈典型的钟罩形形态,焊接熔池可见性好,焊接操作十分容易进行,比较普遍。
- 可焊接各种金属
- 可靠性好,核电站和航空航天等
TIG焊的缺点
- 效率低于其他方法,功率密度受到限制,致使焊缝熔深浅,熔敷速度小,焊接速度不高和生产率低
- 氩气没有脱氧和去氢作用,需要除锈,除油,去水等
- 钨极可能少量熔化蒸发,变为杂质,影响焊接质量
- 生产效率低,惰性气体价格高,成本高于焊条电弧焊,埋弧焊和CO2气体保护焊。
TIG焊接设备介绍
如图
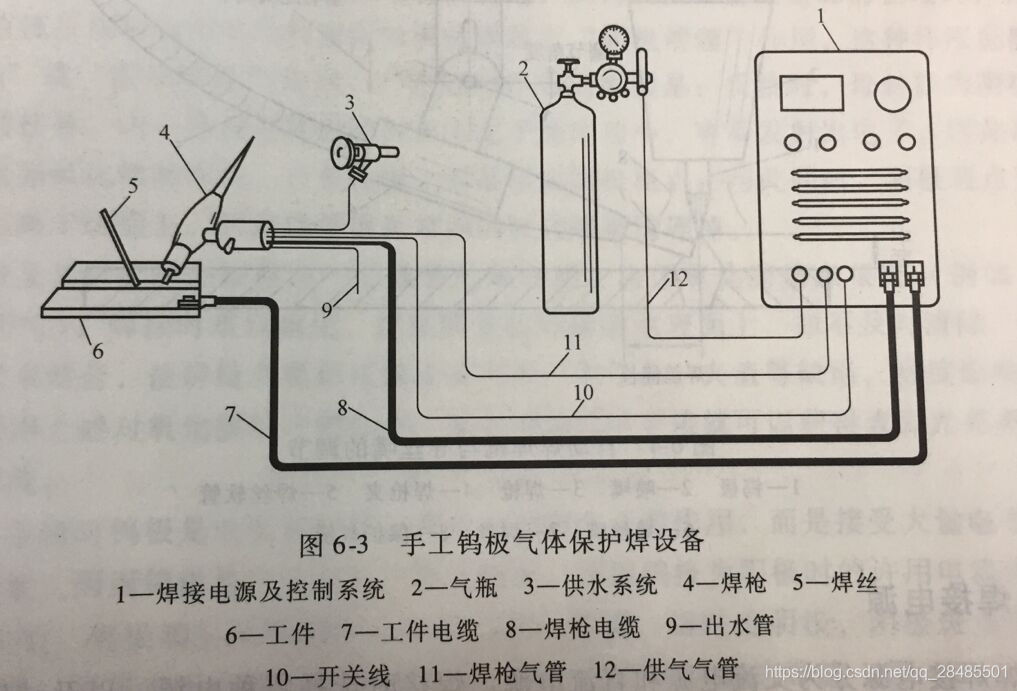
- 焊接电源
TIG焊的焊接电源分为直流电源,和交流电源。焊接时选用哪种电源应该根据被焊材料来选择。应用在不同的材料时,不同的电源有不同的效果。
引弧和稳弧装置
为了避免钨极对焊缝的污染,TIG焊时宜采用非接触式引弧,对于普通的交流TIG焊,引弧后还需要采用稳弧措施,这是因为焊接电流在正,负半周交替时要过零点,电弧空间发生消电离过程,而且,当电弧由焊件接正转向接负的瞬间,需要重新引燃电弧的电压很高,而焊接电源往往不能提供这样的高的电压,因此,就需要有能使电弧重新引燃的稳弧装置。目前,应用最多的是高频高压式和高频脉冲式引弧和稳弧装置。
高频振荡器
- 直流TIG焊接时,使用高频振荡器引弧效果好,引燃后可以通过控制电路实现自动关闭。
- 交流TIG焊一般也只用于在焊接时开始引弧。
- 如果引弧后还希望利用其在焊接过程中稳弧,则用于稳弧时理想的波形应该和正弦函数接近,但高频电压的输出和交流电弧过零点的时间不易保证一致,故稳弧不够可靠;加之高频振荡器对电源和控制器电路的正常工作有干扰,甚至损坏器件,对人体健康也不利,因此在稳弧方面也已很少采用。
高压脉冲引弧
- 高压脉冲发生器引弧和稳弧可以克服高频振荡器的上述不足。高压脉冲引弧方式是在钨极与工件之间加一高压脉冲,加强阴极发射电子及两极间气体介质电离而实现引弧。在交流TIG焊时,既可以用来引弧又可用它来稳弧。
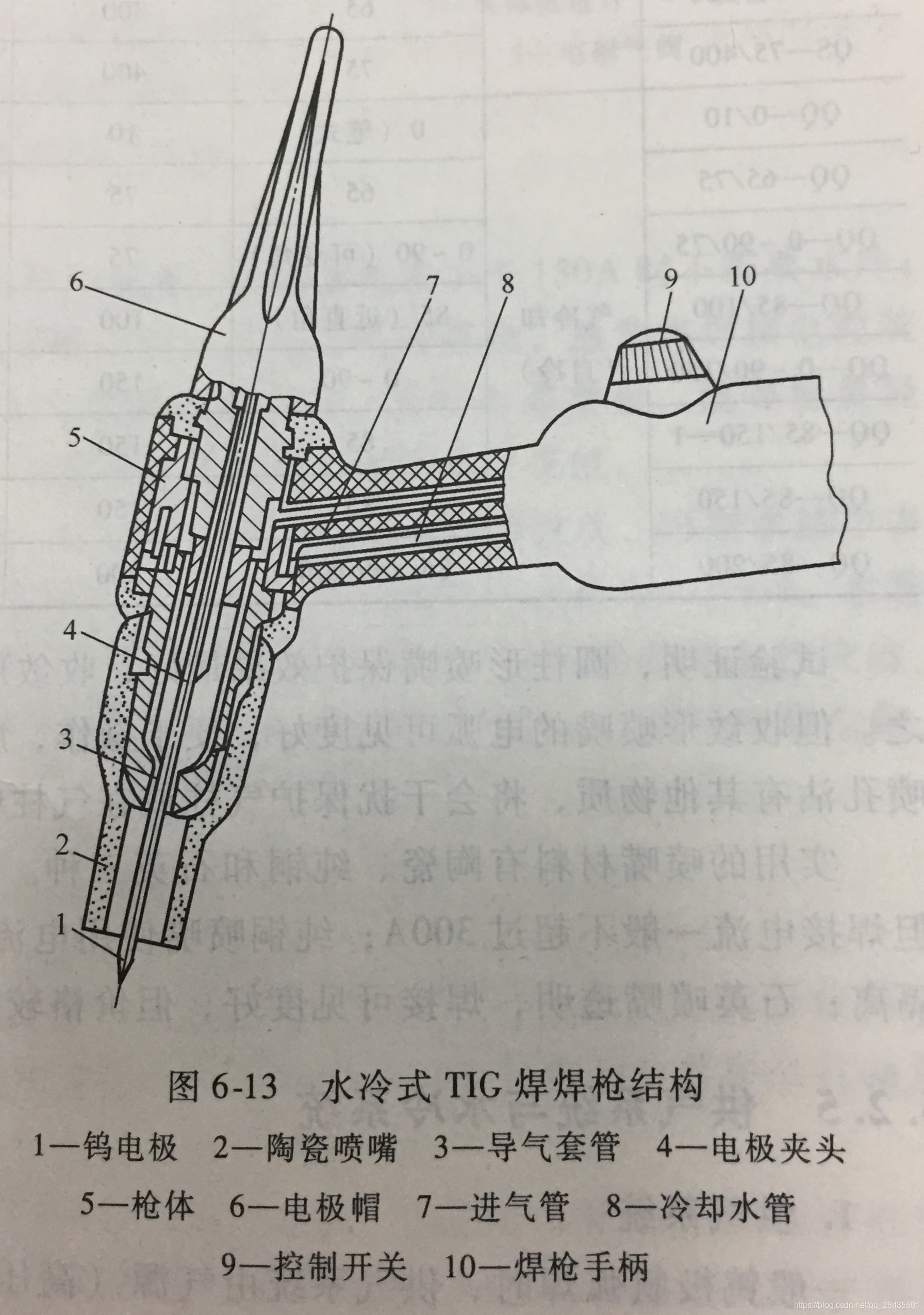
自动TIG设备
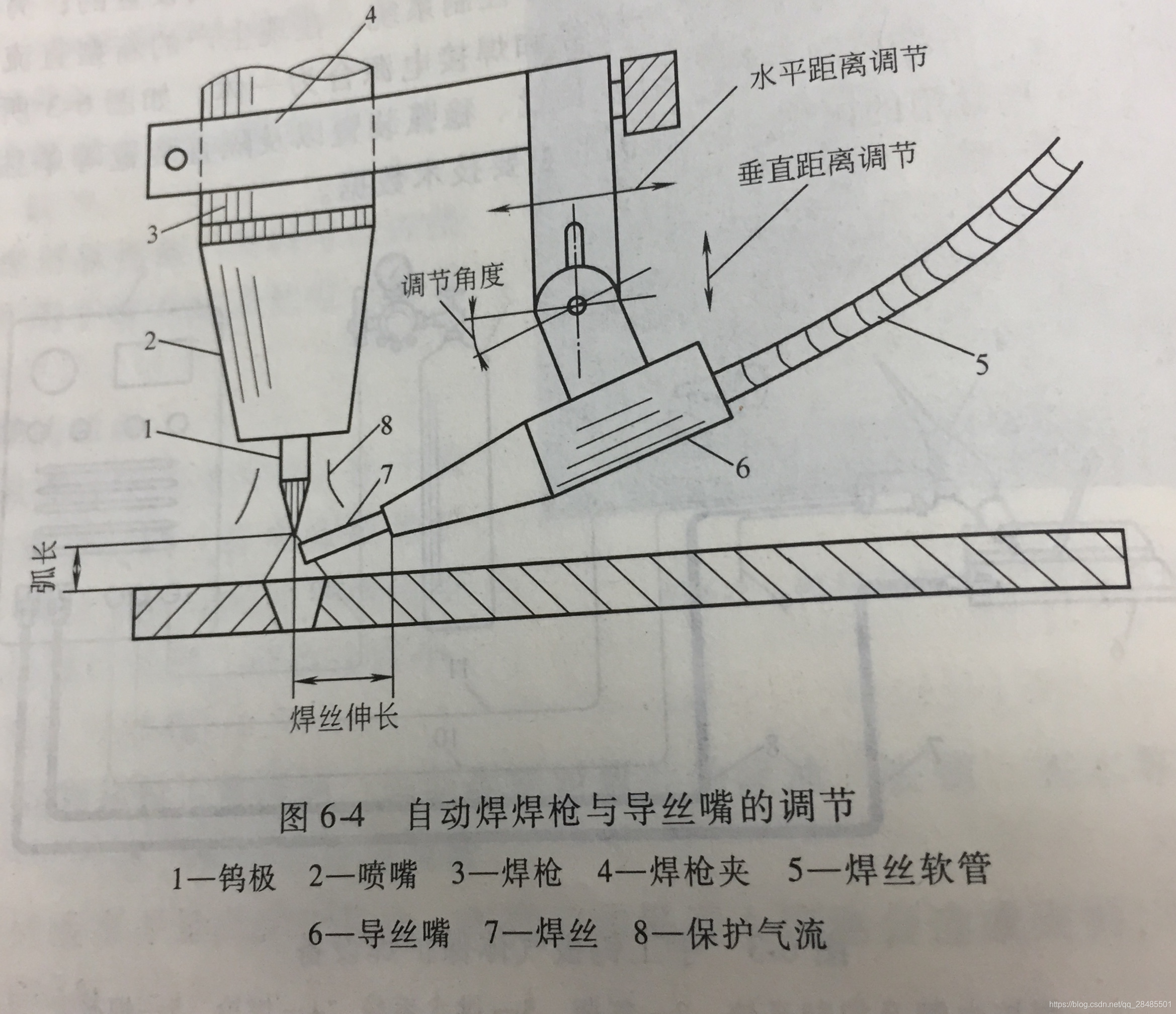
焊枪结构示意图

















 1030
1030

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









