






fanuc机床因为比较开放,市面上的资料比较多,个人查阅实现方式分3种。
1、用中继控制循环启动的电路。此种方式实施比较麻烦,且需要增加硬件成本。
2、修改PMC程序,控制PMC中的G信号点,如G130.0,G7.2,G8.5等等。
3、不修改PMC程序,查找PMC程序中控制G130.0,G7.2,G8.5等的R地址,控制R地址间接控制G地址。
以上3种方式根据实际情况选择。
修改PMC程序步骤如下:
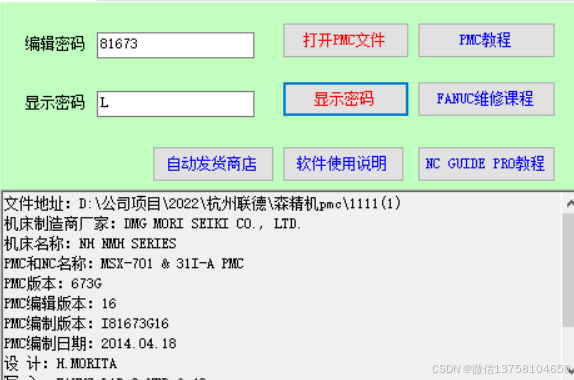
1、准备好CF卡,导出PMC程序,查看PMC程序密码




导出PMC程序后,通过专用软件查看程序密码,如下图
知道密码后去查看是否可在机床上修改PMC程序,并不是所有机床都可以修改,比如森精机除了需要密码还有别的限制。想修改PMC程序,继续往下设置。
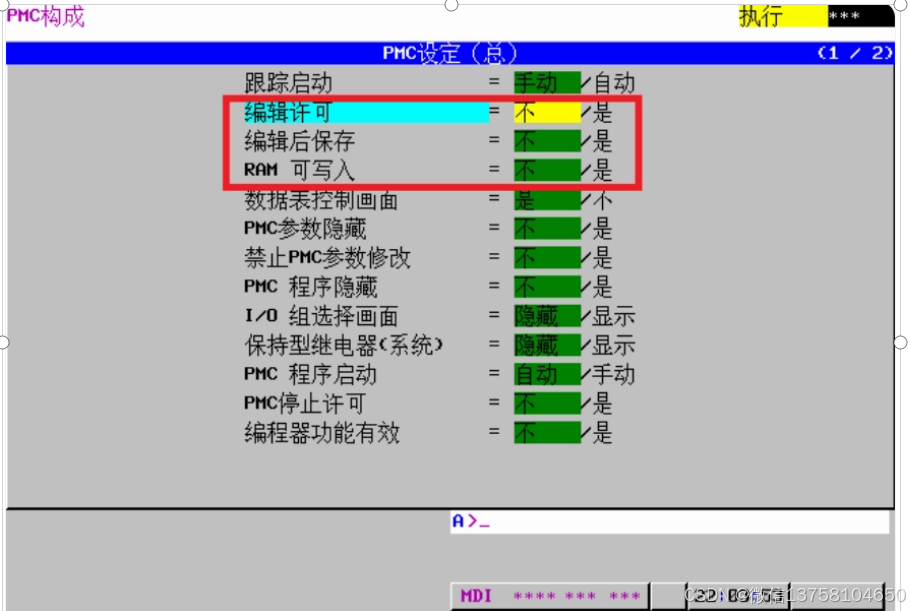
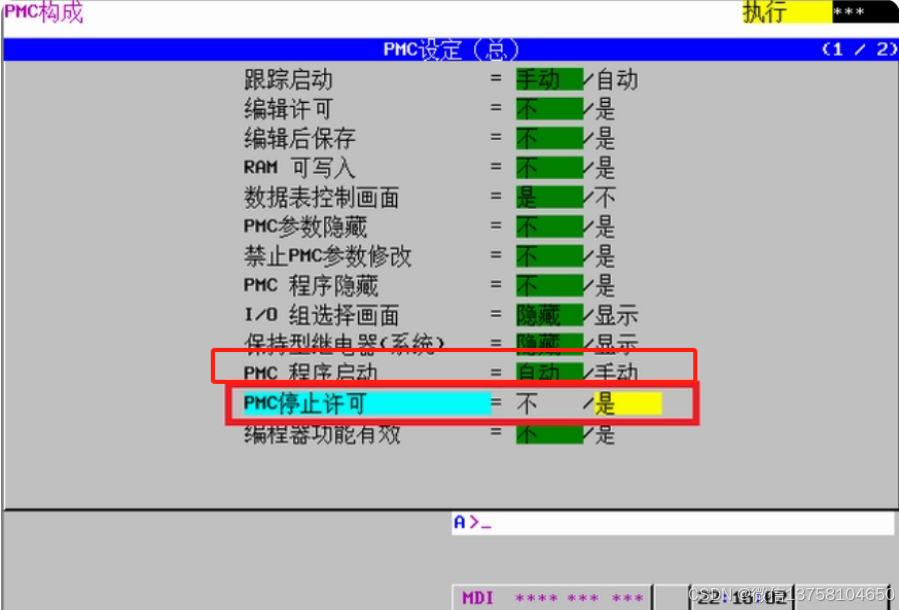
要修改梯形图,上面3个需要改成是。
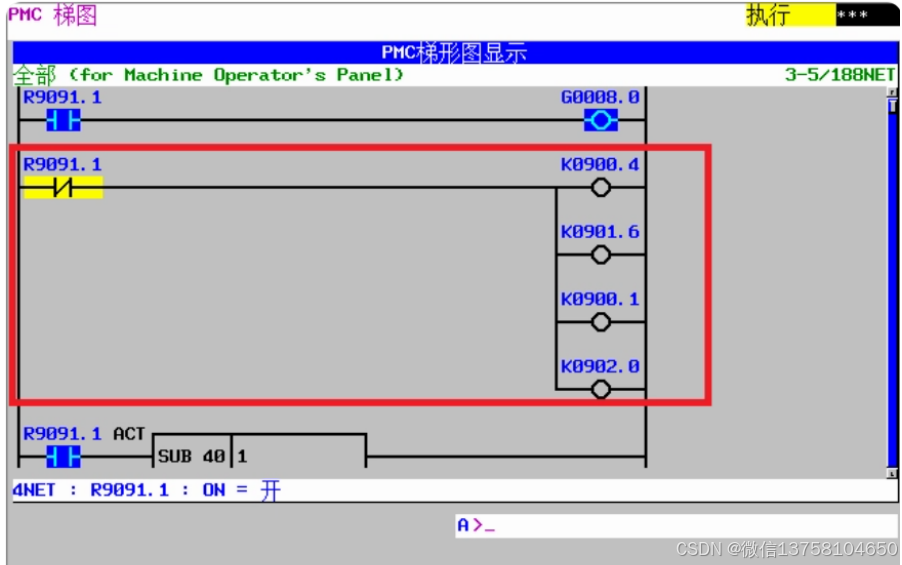
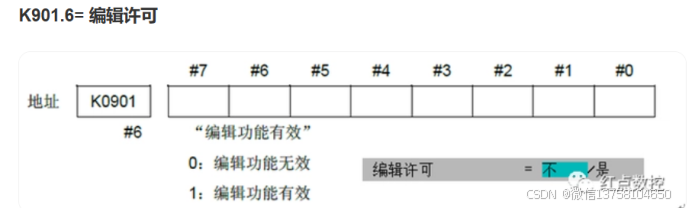
有些机床切过去会自动回来,是因为在PMC中对K参数进行了赋值,如下图
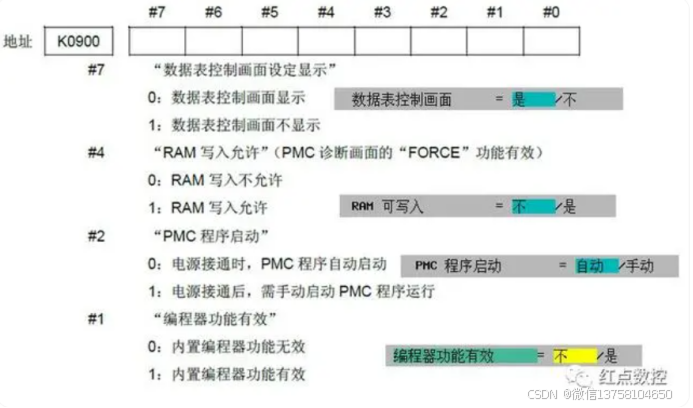
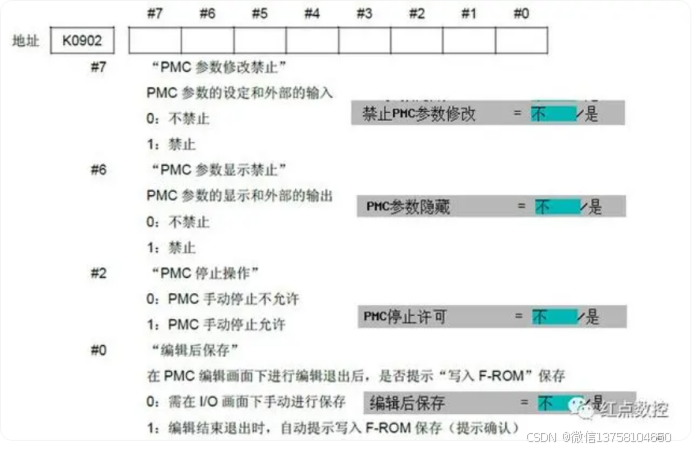
K参数对应的含义,如下
如果机床已经在PMC中强制了K参数,需要手动停止PMC,步骤如下

如果上面那两个也切换不了,那只能外部更改PMC程序后灌进去了。



















 2338
2338

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











