







松香和焊锡膏是电子焊接中常用的两种材料,但它们的成分、用途和操作方式有本质区别。以下是详细对比:
1. 成分区别
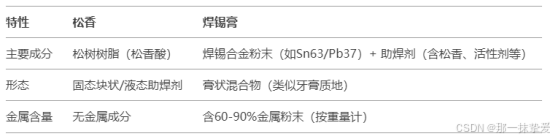
2. 核心功能对比
松香(助焊剂):
去氧化层:酸性物质与金属氧化物反应(如CuO → Cu²⁺+松香酸根)
降低表面张力:使熔融焊锡铺展角<30°
防二次氧化:焊接时形成保护层
焊锡膏:
双重功能:既是焊料(提供金属连接)又是助焊剂
精密焊接:适用于微间距元件(如0402封装)
工艺兼容:适配回流焊温度曲线(典型峰值245℃)
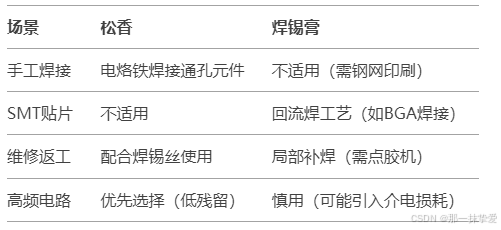
3. 典型应用场景
4. 使用方式差异
松香:
1. 直接涂抹在焊点或烙铁头
2. 需配合焊锡丝使用(先熔化松香,后加焊锡)
3. 典型工作温度:300-350℃
焊锡膏:
1. 通过钢网印刷到PCB焊盘
2. 贴片后经回流焊炉熔化(预热→恒温→回流→冷却)
3. 温度曲线控制要求严格(±5℃误差可能导致虚焊)
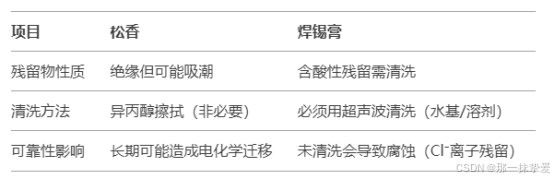
5. 残留处理
6. 选型建议
优先用松香:
- 手工焊接/维修
- 航天军工等高可靠性场景
- 射频电路(如天线焊接)
优先用焊锡膏:
- 批量SMT生产
- 细间距元件(QFN、CSP封装)
- 无铅工艺(符合RoHS标准)
常见误区提醒:
- 焊锡膏不能直接替代焊锡丝:膏状形态需要特定工艺激活
- 松香过量使用反而有害:残留过多会降低绝缘电阻
- 两者混合使用可能引发问题:不同活性剂可能产生化学反应
实际工作中建议配备:
1. 松香型焊锡丝(如含2.2%松香芯的Sn60/Pb40)
2. RMA级(中等活性)焊锡膏(如KOKI S70G)
3. 配套清洗剂(如Chemtronics Flux-Off)

















 1725
1725

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









