






目 录
1 绪 论 …………………………………………………………………………1
1.1研究背景及意义 ……………………………………………………………1
1.2包装机封口系统简介 …………………………………………………………2
1.3包装机、封口机国内外发展现状 ……………………………………………5
1.4本文主要研究工作 ……………………………………………………………6
2 包装机封口系统总体方案设计 ……………………………………………7
2.1总体方案分析 …………………………………………………………………7
2.2总体方案提出 …………………………………………………………………7
2.3总体方案确定 …………………………………………………………………9
2.4传动方案确定…………………………………………………………………10
2.5小结……………………………………………………………………………11
3 包装机封口系统部件设计………………………………………………… 13
3.1纵封器的设计…………………………………………………………………13
3.2横封器的设计…………………………………………………………………15
3.3偏心链轮的设计计算…………………………………………………………15
3.4剪切机构的设计………………………………………………………………20
3.5剪切相位调节机构的设计……………………………………………………21
3.6小结……………………………………………………………………………22
4 链轮的设计计算 ……………………………………………………………23
4.1链轮的介绍……………………………………………………………………24
4.2链轮的失效形式………………………………………………………………24
4.3链轮的详细设计计算…………………………………………………………24
4.4链传动的合理布置……………………………………………………………25
4.5链传动的张紧…………………………………………………………………26
4.6链条的材料选用………………………………………………………………27
5结论………………………………………………………………………………28
参考文献 …………………………………………………………………………29
致谢…………………………………………………………………………………30
2 包装机封口系统总体方案设计
2.1总体方案分析
包装机中封口的方法多样,但是效率高,自动化高的包装机往往用的还是热封的封口方法。热封方法也是应用最广的一种方法。普遍情况下颗粒状物品的包装袋都是塑料类制品,借助热变形,热封器很容易的就能将薄膜封合在一起,而塑料制品热塑性良好,冷却后强度较高,封口质量稳定性好。
考虑到设计任务要求的包装速度30-60袋/min。热封系统的连续性和自动化要求要高,相比间歇性的封口系统,连续制袋更为优。在方案选择优化的时候回转型的热封器应该优先考虑使用。
2.2总体方案提出
方案一:卧式间歇制袋三边封口系统,如图2.1所示。
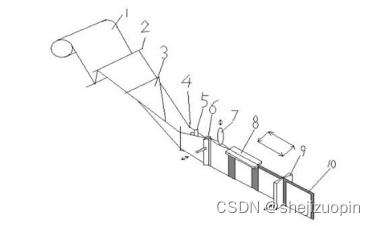
1-卷筒薄膜 2-导辊 3-成型器 4-导杆 5-张口器
6-横封器 7-加料器 8-纵封牵引器 9-分切刀 10-成品袋
图2.1卧式间歇制袋三边封口系统
此类型的封口原理如图2.1所示。卷筒塑料薄膜1经导辊2引入成型器3,在成型器3和导杆4的作用下形成U形并由张口器5撑开。当加料器7下行进入加料位置时,横封器6闭合,同时装填物料。随后,横封器6和加料器7复位。然后。纵封器8闭合热封并牵引薄膜移动一个袋位。最后由切刀9把包装袋切断。
方案二:立式间歇制袋中缝封口系统,如下图2.2所示。



































 971
971

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











