






刀具刃口钝化是指在刀具制作过程中,通过一系列的加工步骤使刀具刃口表面变得光滑、平整,去除因磨削加工造成的微观缺口,以提高刀具的切削性能和寿命。这一过程对于保障刀具的稳定性和精度至关重要,尤其是在高速切削和高精度加工中更是不可或缺。
1、刀具刃口钝化的必要性
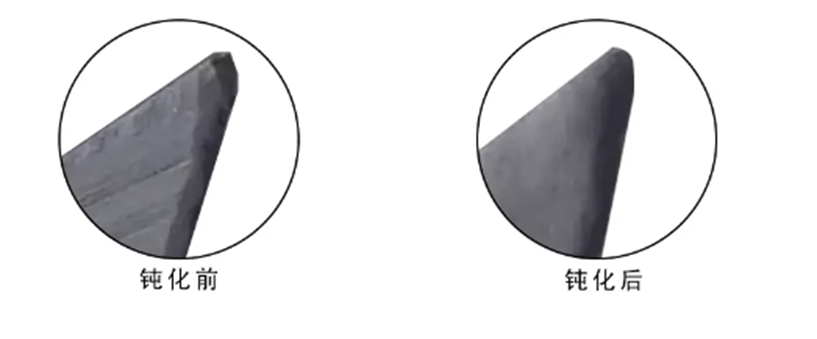
刀具在经过砂轮或金刚石砂轮刃磨后,刃口表面可能会出现微小缺口,这些缺口在切削过程中易于扩展,加速刀具磨损和损坏。现代高速切削加工和自动化机床对刀具性能和稳定性提出了更高的要求,因此,刀具在涂层前必须经过钝化处理,以保证涂层的牢固性和使用寿命。
2、钝化的类型和方法
F型刃口处理:不进行倒棱和钝化的处理方式,刃口锋利但强度较低,适用于精加工刀具。
E型刃口处理:仅进行钝化处理,消除刃口微观缺陷,增强刃口强度,适用于要求高抗崩裂性的工况。
T型刃口处理:仅进行倒棱处理,提高耐冲击性,适合要求减小切削力和高精度加工的场合。
S型刃口处理:结合倒棱和钝化,提高刃口强度和耐崩裂性,适用于大切深和断续加工工况。
3、钝化技术
手工钝化:使用具有一定磨料或物质的软布或类似材料对刀具进行打磨,去除刃口表面的微小毛刺和凸起。
机械钝化:利用机械设备,如振动钝化机、喷砂机等,通过物理或化学作用去除刃口表面的微小缺陷。
电化学机械复合钝化法:结合电化学加工和机械磨削,先去除毛刺,再磨削去除氧化膜。
淀粉基磨粒流钝化法:一种新型刀具钝化方法,提供了新的钝化手段。
激光钝化:使用激光技术在刀具表面产生热量,使部分材料熔化,达到钝化效果。
4、钝化参数的选择
钝化的参数对钝圆半径有显著影响。例如,钝化时间、钝化速度和磨粒粒度是影响材料去除量的重要参数。此外,刀具刃口钝化形状因子K也会影响车削刀片的性能,其中1<K<2时,工件已加工表面粗糙度最小,切削刀片寿命最长12。这表明钝化参数的选择对于优化刀具刃口的性能至关重要。
钝化值的大小需要根据具体的加工条件确定,以达到最佳的切削性能和刀具寿命。
5、结论
刀具刃口钝化是一种有效的技术手段,能够显著提高刀具的使用寿命和加工效率。通过合理选择钝化参数和采用适当的钝化方法,可以进一步优化刀具刃口的性能,满足不同加工需求。未来的研究方向可能包括针对不同加工材料及加工参数下最佳刃口的选取、涂层与基体材料之间的相互作用研究,以及在微纳制造中近原子及原子尺度下刀具刃口半径对材料去除机理的影响研究。















 812
812











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









