






Mitsubishi/三菱Q系列PLC项目案例模板
1 :三菱Q系列PLC。
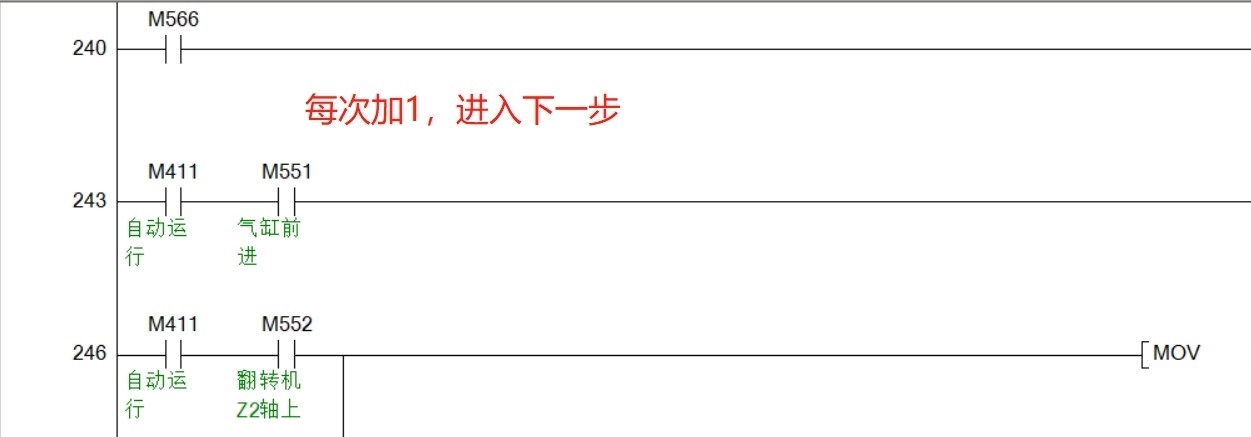
采用DECO的步进模式,每次条件满足,程序自动进入下一步(初学人员可看看)
2:QD75P定位模块实现三轴插补(XZY实现,比较复杂,要有一定基础才能看得懂)。
3: QJ71E71-100以太网模块用于跟电脑通信。
(比较复杂,要有一定基础才能看得懂)。
4: 伺服采用松下
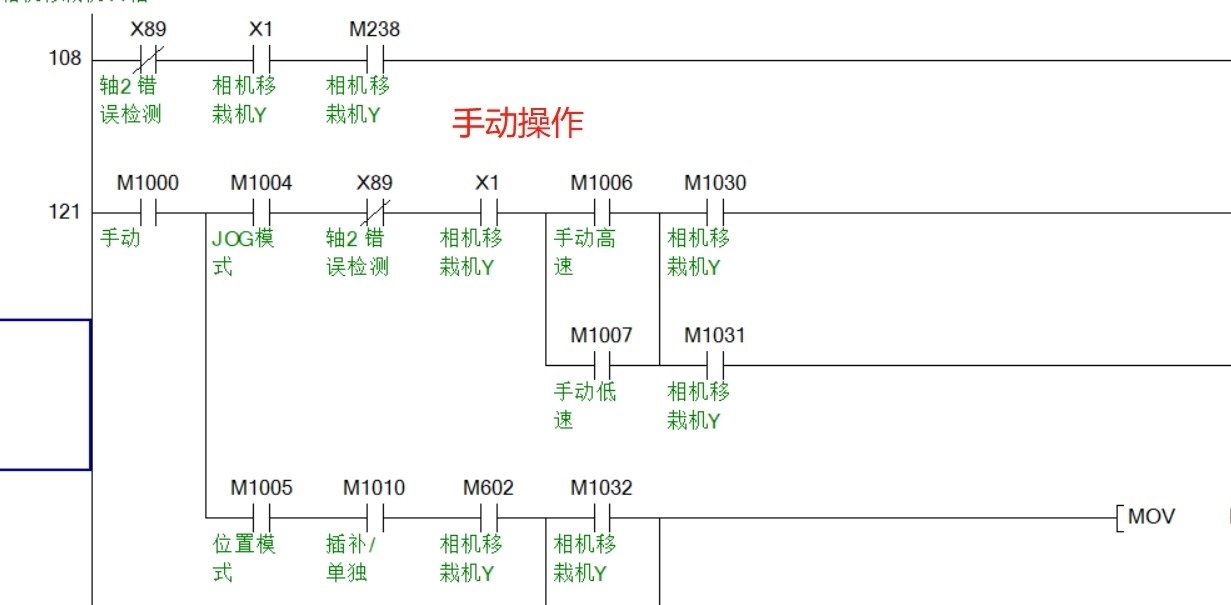
5: proface触摸屏
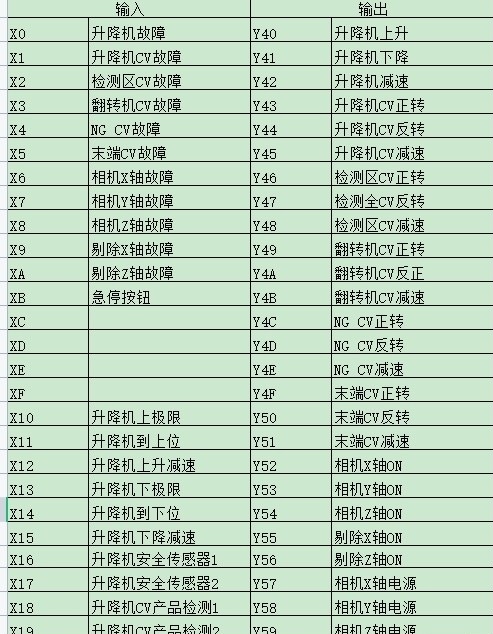
此案例为汽车玻璃自动检测,配合相机视觉系统,检测产品是否合格。
(1)PLC程序(带注释)。
(2)触摸屏程序。
(3)电气原理图、部分设备图片及视频。
本案例知识点:Q系列大型PLC使用、QD75定位模块及插补功能得应用、以太网通信(与电脑通信)、伺服控制、触摸屏程序设计。
ID:9530673573105188
Futureyx






标题:汽车玻璃自动检测系统中的Mitsubishi三菱Q系列PLC项目案例分析
摘要:本文围绕汽车玻璃自动检测系统展开分析,详细介绍了采用Mitsubishi三菱Q系列PLC实现的各个模块,包括步进模式、定位模块、以太网通信、伺服控制和触摸屏程序设计。通过提供PLC程序、触摸屏程序、电气原理图及部分设备图片和视频,本文旨在帮助读者深入了解Q系列PLC的使用、定位模块与插补功能的应用、以及与电脑的以太网通信等知识点。
- 引言
随着汽车行业的迅速发展和市场需求的不断增长,汽车制造企业对生产线自动化的要求也越来越高。汽车玻璃自动检测系统是现代生产线中不可或缺的一环,它通过相机视觉系统,实时检测产品的合格性,提高生产效率和产品质量。本文将介绍一种基于Mitsubishi三菱Q系列PLC的汽车玻璃自动检测系统,包括采用DECO的步进模式、QD75P定位模块实现三轴插补、QJ71E71-100以太网模块与电脑通信、伺服控制和触摸屏程序设计等模块。
- 采用DECO的步进模式
DECO是一种常用的步进模式,可以实现当条件满足时,程序自动进入下一步。这种模式对于初学者来说非常友好,可以帮助他们更好地理解PLC程序的执行顺序和流程。在汽车玻璃自动检测系统中,采用DECO的步进模式可以实现检测系统各个模块的有序运行,提高系统的稳定性和可靠性。
- QD75P定位模块实现三轴插补
QD75P定位模块是Mitsubishi三菱Q系列PLC中的重要组成部分,它可以实现三轴插补功能。在汽车玻璃自动检测系统中,采用QD75P定位模块可以控制X、Z、Y轴的运动,实现对玻璃的精确定位和检测。这需要读者具备一定的基础知识才能完全理解其原理和应用。
- QJ71E71-100以太网模块用于跟电脑通信
QJ71E71-100以太网模块是Mitsubishi三菱Q系列PLC中的一种通信模块,它可以实现PLC与电脑之间的数据通信。在汽车玻璃自动检测系统中,采用QJ71E71-100以太网模块可以实现与电脑的实时通信,实现数据的传输和控制指令的交互。这需要读者具备一定的基础知识才能深入理解其原理和应用。
- 伺服控制与松下伺服
伺服控制在汽车玻璃自动检测系统中起着至关重要的作用,它可以控制玻璃检测系统的各个部件的动作和运动。在本项目中,采用松下伺服作为伺服控制器,通过PLC与伺服之间的通信,实现对伺服的精确控制和调节。读者可以通过电气原理图和部分设备图片进一步了解伺服控制在整个系统中的作用和原理。
- 触摸屏程序设计
触摸屏作为人机交互的重要手段,在汽车玻璃自动检测系统中起着极其重要的作用。触摸屏程序设计需要考虑到用户友好性、界面美观性和操作便捷性等因素。本文提供了触摸屏程序,并通过文字描述和部分设备图片,向读者展示触摸屏程序设计的重点和要点。
- 案例的知识点
本案例涉及到的知识点主要包括:Q系列大型PLC的使用、QD75P定位模块及插补功能的应用、以太网通信的配置与使用、伺服控制的原理和松下伺服的应用、以及触摸屏程序设计的技巧和要点。通过本案例的分析,读者可以全面了解这些知识点在汽车玻璃自动检测系统中的应用和意义。
- 结论
通过对本案例的分析,我们可以看到Mitsubishi三菱Q系列PLC在汽车玻璃自动检测系统中的广泛应用和重要作用。通过Q系列PLC的各个模块的配置和使用,可以实现系统的精确控制和高效运行。同时,伺服控制和触摸屏程序设计的应用,进一步提升了系统的性能和用户体验。希望本文可以为读者提供有关Mitsubishi三菱Q系列PLC的实际案例分析和应用指导。
请注意:本文仅为技术分析文章,旨在提供对Mitsubishi三菱Q系列PLC在汽车玻璃自动检测系统中的应用的全面理解,不涉及价格、退货、售后等商业关键字。
以上相关代码,程序地址:http://matup.cn/673573105188.html















 2830
2830











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









