






引言
刀具调度问题是先进制造系统中一项具有高度理论与实践价值的复杂优化难题,其研究不仅关系到数控加工系统的生产效率,而且直接影响设备利用率、运行成本以及加工质量。随着制造业向数字化、网络化和智能化方向转型,传统的离散制造调度模式已逐步向多机协同、跨工序联动的复杂场景演进。现有研究逐步引入混合智能算法、数据驱动分析及数字孪生技术,力图在满足工艺约束、机床性能及刀具寿命衰退规律等多重限制条件的前提下,实现资源分配和换刀流程的全局最优。因此,本文在总结现有理论基础的同时,系统回顾刀具调度模型、求解策略及其在实际工业中的应用进展,进一步剖析当前研究中存在的不确定性建模、多尺度协同和实时优化等挑战,并提出面向未来的混合智能调度系统设计思路,为工业界和学术界后续探索提供理论支撑与实践导向。
一、问题内涵与分类体系
1.1 基本定义与理论内涵
刀具调度问题(Tool Scheduling Problem, TSP)是制造系统中一类典型的多约束、多目标组合优化问题,其核心目标是:在满足工艺规程、机床能力、刀具寿命、质量标准与安全生产等多重约束条件下,通过优化刀具分配、换刀序列及库存策略。实现加工周期缩短、成本降低、能耗节约与设备利用率最大化等综合性能提升。从理论视角出发,如表1所示,刀具调度问题的内涵可以归纳为以下几个关键特征:
1.多目标优化特点
刀具调度常涉及多个相互冲突的优化目标,例如最小化总换刀次数、缩短总加工时间、提高刀具利用率、降低换刀能耗等。这类多目标优化问题通常采用帕累托最优解集(Pareto Front)来表征不同目标之间的权衡关系。相较于传统的单目标优化,多目标优化更能体现制造决策中的真实场景需求,并提供多种可行解供管理者在不同权重偏好下灵活选择。
2.多约束条件的复杂交互
在实际工业应用中,刀具调度不仅受到加工路径、工艺参数、机床动态性能等物理与工程约束的制约,还牵涉到刀具寿命衰退、换刀时延、库存管理及经济成本等方面。这些约束之间存在高度耦合性,其数学表达通常需要采用混合整数变量、逻辑条件以及非线性约束函数的联合描述。例如,利用0-1变量刻画刀具与工序匹配关系,同时引入动态更新的约束条件描述刀具磨损过程,使得模型在理论上能够反映实际工况的非线性及不确定性特征。
3.动态性与实时响应特性
刀具调度往往运行在高度动态的生产环境中,如订单变更、刀具失效、工序调整等不确定事件频繁发生,要求调度系统具备实时感知与快速响应能力。近年来,基于事件驱动的调度机制、滚动时域优化(Rolling Horizon Optimization)以及深度强化学习(Deep Reinforcement Learning)等智能调度方法被引入,以增强系统在不确定环境下的自适应与鲁棒性,提升调度决策的实时性与鲁棒性。
4.系统耦合与综合决策
刀具调度并非孤立的资源分配问题,而是深度嵌入于整个制造流程之中的系统性问题,涉及刀具与机床、加工工艺、物流配送、设备维护等多个子系统之间的复杂耦合。因此,需要构建分层决策架构,将刀具调度划分为战略规划、战术调度与执行控制三个层级:战略层聚焦于刀具库设计和配置策略,战术层处理刀具分配与工序安排,执行层则实现换刀调度与任务实时调整。这种分层模式有助于在不同时间尺度上实现全局优化与局部调整的统一,提高调度系统的整体效率与协同能力。
综上所述,刀具调度问题由于其优化目标的多样性、约束条件的复杂性以及环境的动态性,呈现出高度系统化和层次化的特征。为进一步梳理其研究发展脉络,本文从多个维度出发构建刀具调度问题的分类框架,以全面揭示其内在结构与关键研究方向。
1.2 刀具调度问题的分类框架
刀具调度问题在制造业中的应用非常广泛,尤其是在多机床、多刀具的环境下。图1是常见的刀具调度框架。
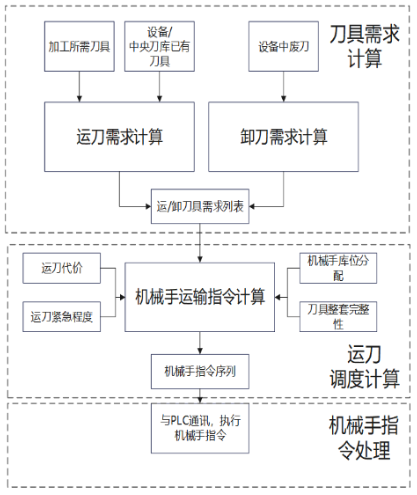
图1.刀具调度框架
不同的生产场景和需求导致了刀具调度问题的多样性,因此研究者通常从多个维度对其进行分类。以下是刀具调度问题的分类框架:
1.2.1 时间维度:静态 vs 动态模型
时间维度的分类主要根据任务信息是否随时间发生变化以及是否需要进行实时调度。
- 静态模型(Static Models)
在静态模型中,所有的任务信息(如任务顺序、刀具需求、加工时间等)在调度前已经完全确定并且固定。这类模型通常适用于生产计划较为稳定的环境,调度策略能够进行一次性优化,常见的方法包括整数规划、混合整数线性规划(MILP)等。
- 动态模型(Dynamic Models)
动态模型则考虑了生产过程中信息的不确定性和变化,诸如订单变更、刀具寿命更新、设备故障等因素。调度决策需要在生产过程中根据实时数据进行调整,常见的求解方法包括实时调度、滚动优化以及基于学习的算法(如强化学习、遗传算法等)。
1.2.2 目标维度:单目标 vs 多目标优化
刀具调度问题的优化目标可以分为单一目标优化和多个目标的综合优化。
- 单目标优化(Single-objective Optimization)
在单目标优化中,通常聚焦于优化某一关键性能指标,常见的优化目标包括:
-
- 换刀最少:减少刀具更换的次数,以提高生产效率;
- 加工时间最短:最小化生产过程中的总加工时间;
- 刀具利用最大:确保刀具的高效使用,延长刀具寿命;
- 能耗最低:在满足生产需求的同时,尽量减少能源消耗。
- (2)多目标优化(Multi-objective Optimization)
多目标优化则需要在多个目标之间进行权衡,典型的多目标问题包括同时最小化生产时间、刀具更换频率和能耗等。求解方法一般包括Pareto前沿分析、加权和法、非支配排序遗传算法(NSGA-II)等,用于在不同目标之间寻找最优解的平衡。
1.2.3 决策层级:战略 - 战术 - 执行
刀具调度的决策问题可根据决策的时间跨度和管理范围划分为战略层、战术层和执行层。
- 战略层(Strategic Level)
战略层决策通常涉及长期的资源规划和配置,如刀具库的设计、刀具使用策略、刀具采购和更换计划等。该层决策的目标是建立一个长期稳定且具备适应性的生产体系。
- 战术层(Tactical Level)
战术层的决策主要集中在中期的资源组织和分配,如刀具与任务的匹配、刀具的调度策略、刀具的周期性检修与更换等。该层决策关注生产效率和灵活性之间的平衡。
- 执行层(Operational Level)
执行层决策涉及到具体的日常调度任务,如实时的刀具换刀顺序、机床的调度、任务的调整等。执行层的目标是快速响应生产中的变化,确保生产线的顺畅运行。
1.2.4 制造系统环境
刀具调度问题的具体形式会因制造环境的不同而有所差异,常见的制造系统环境分类包括:
- 柔性制造系统(FMS)
柔性制造系统具有较高的柔性,能够快速调整生产工艺。刀具调度问题在FMS中通常涉及多机床、多刀具的资源共享和协调,求解方法通常需要考虑系统的灵活性和快速响应能力。
- 并行加工系统(Parallel Machine Systems)
在并行加工系统中,多个机床进行相同或不同的加工任务。刀具调度问题的挑战在于如何高效地分配刀具资源并避免冲突。
- 数控系统(CNC Systems)
数控系统在刀具调度中常常涉及到刀具库的管理、刀具的选择与配置。与传统制造系统相比,数控系统通常对精度要求更高,因此刀具调度问题需要考虑刀具的寿命、精度和操作顺序等因素。
1.2.5 资源与调度特性
刀具调度问题还可以根据资源的特性以及调度需求进行进一步的分类:
- 刀具共享 vs 专用
- 刀具共享:在多机床的环境中,刀具可以在多个加工任务之间共享,这增加了调度的复杂性;
- 专用刀具:每个机床使用专用刀具,调度问题相对简单,但可能会增加刀具的数量和库存成本。
- 单刀具 vs 多刀具加工
- 单刀具加工:每个工序使用一个刀具进行加工,调度相对简单;
- 多刀具加工:每个工序需要多个刀具,调度的复杂性显著增加,需要考虑刀具的选择顺序、刀具切换等问题。
- 是否考虑刀具寿命
- 考虑刀具寿命:刀具的磨损和寿命需要实时监控,并考虑在合适时机进行换刀,以避免加工质量下降;
- 忽略刀具寿命:忽略刀具寿命,简化调度模型,适用于寿命不影响生产的环境。
- 是否考虑死锁问题
- 考虑死锁问题:在多任务、多资源的调度问题中,可能会出现死锁或资源冲突,因此需要特别关注如何避免死锁的发生;
- 忽略死锁问题:在某些情况下,调度算法可以假设不会发生死锁或冲突,简化模型。
表1.刀具调度问题分类框架
| 分类维度 | 子类 | 主要内容 | 代表文献 |
| 时间维度 | 静态模型 | 所有任务信息在调度前已知,适用于生产环境稳定的场景 | [1] |
| 动态模型 | 考虑订单变化、刀具寿命更新、实时调度等因素,适用于生产环境多变的场景 | [1] | |
| 综述动态调度方法,包括实时任务更新与资源调整策略 | [2] | ||
| 目标维度 | 单目标优化 | 聚焦于某一特定目标,如最小化换刀次数、最短加工时间等 | [3] |
| 多目标优化 | 在低碳制造环境下,建立了综合考虑完工时间、加工成本及碳排放的多目标刀具调度模型,并提出了基于NSGA-II算法的求解方法 | [4] | |
| 同时考虑多个优化目标,如加工时间最短、刀具利用最大、能耗最低等,常采用Pareto前沿分析处理目标间的权衡 | [5] | ||
| 提出NSGA-II算法,广泛用于多目标调度问题的Pareto前沿求解 | [6] | ||
| 决策层级 | 战略层 | 涉及刀具库设计、刀具配置策略等长期规划 | [7] |
| 战术层 | 包括刀具组分配、工序安排等中期决策 | [7] | |
| 集成调度模型与方法,覆盖不同决策层级 | [8] | ||
| 执行层 | 关注实时换刀调度、任务调整等短期操作 | [7] | |
| 制造系统环境 | 柔性制造系统 (FMS) | 具备高度柔性的制造系统,能够适应多种产品的生产需求 | [1] |
| FMS 开始根据给定的生产计划生产零件之前做出的决策。解决机器加载问题,目标是同时最小化系统不平衡和最大化吞吐量,同时满足与可用加工时间和刀槽相关的系统约束设计 | [9] | ||
| 并行加工系统 (Parallel Machine) | 多个加工单元并行处理任务,提高生产效率 | [3] | |
| 数控系统 (CNC) | 利用计算机数控技术进行加工,适用于高精度制造 | [10] | |
| 资源与调度特性 | 刀具共享 vs 专用 | 刀具是否在多个工序间共享 | [1] |
| 分析刀具资源共享的调度优化方法 | [11] | ||
| 单刀具 vs 多刀具加工 | 每道工序使用的刀具数量 | [3] | |
| 数控加工中刀具数量与分配 | [12] | ||
| 是否考虑刀具寿命与补充策略 | 刀具的使用寿命及其更换策略 | [10] | |
| 死锁问题是否考虑 | 调度过程中是否存在资源竞争导致的死锁问题 | [1] |
二、模型构建方法论
2.1 数学建模范式
数学建模作为形式化描述刀具调度问题的首要步骤,其目标在于尽可能准确地捕捉系统内在动态、资源交互以及约束条件,从而形成一个描述系统全局行为的数学表达式。在这一过程中,不同方法各有侧重,如表2所示,主要体现在以下几个方面:
(1) 混合整数规划(MIP)模型
混合整数规划通过引入0-1决策变量,将刀具与工序之间的匹配关系、换刀序列以及库存决策全面编码于数学模型中。能同时处理离散和连续类型的变量。在刀具调度中,刀具的选择、采购决策等是离散的 0-1 变量或整数变量,而刀具库存数量、加工时间等可作为连续变量,混合整数建模可将这些不同类型变量统一纳入模型,全面描述问题。可根据刀具调度的实际情况,灵活设置目标函数与约束条件。能精准考虑工序顺序、刀具加工能力、库存限制等多种复杂约束,以及加工时间、更换成本等多方面优化目标,使模型与实际生产场景高度契合。
优势:能够精确定义各类约束条件,对工艺流程、资源匹配等关系进行准确描述,便于后续借助成熟的求解器获得理论最优解。
局限性:当问题规模较大时,决策变量数目急剧增加,导致“维度灾难”,求解时间和计算资源需求陡增,这使得传统MIP在面对实际复杂系统时存在一定局限。
(2) 离散事件系统建模——Petri网
Petri网模型通过对并发事件、资源竞争与状态转移进行图形化描述,为刀具调度系统建模提供了一种直观且高效的方法。可有效描述系统中的并发和异步行为。如图2所示的四种事件关系的 Petri 网模型。在刀具调度场景中,多个工序可能同时进行,不同刀具也可同时被使用或处于准备状态,Petri 网能准确刻画这种并发情况,反映实际生产中的异步特性。具备动态建模能力,可通过令牌(Token)在库所间的移动来模拟系统状态变化,能清晰展现刀具调度过程中刀具的分配、使用、归还等动态行为,便于分析系统在不同时刻的状态和演化过程。

图2.四种事件关系的 Petri 网模型
优势:擅长描述并行加工过程和资源间的动态交互,能够揭示复杂生产系统中隐含的同步与互斥关系,具有较好的动态响应能力。
局限性:模型的构建和参数设置相对复杂,对系统中各种事件与冲突的抽象可能要求较高的专业知识,同时在大规模系统中如何有效降低状态空间维度仍是挑战。
(3)动态规划(DP)
动态规划将刀具调度问题按照时间或任务的顺序分解为多个阶段,每个阶段做出一个决策,通过求解每个阶段的子问题来得到整个问题的最优解。在刀具调度中,通常将每个加工任务或每个时间间隔作为一个阶段,根据当前阶段的刀具状态和任务需求,确定最优的刀具分配策略,并将当前状态传递到下一阶段。通过这种方式,逐步构建出最优的刀具调度方案。
优势:适用于具有明显阶段性和顺序性的刀具调度问题,特别是当问题的决策过程可以划分为多个相互关联的子问题时。此时可以使用动态规划方法来优化刀具调度。求解过程清晰地展示了各阶段的决策过程及状态变化,有助于理解刀具调度问题的内在逻辑,方便对调度策略进行分析和优化,为决策者提供明确的决策依据。避免重复计算子问题,动态规划常使用记忆化技术,将已求解的子问题结果存储起来,当再次遇到相同子问题时,直接读取存储结果,提高求解效率。
局限性:动态规划要求问题具有无后效性,即未来状态只与当前状态有关,与过去状态无关。但在部分刀具调度场景中,刀具的历史使用情况可能会影响其后续性能或调度策略,此时动态规划的应用就会受到限制。
(4) 马尔可夫决策过程(MDP)与随机动态建模
考虑到实际生产环境中刀具磨损、故障及突发事件的随机性,近年将MDP融入调度问题的研究逐渐受到关注。系统未来状态只取决于当前状态,与过去状态无关。在刀具调度中,下一个工序选择刀具的概率及刀具状态变化只与当前刀具可用情况、工序要求等当前状态有关,无需考虑之前刀具使用的历史轨迹。由状态、动作和回报组成明确的结构。状态表示系统当前状况,如刀具库存、磨损程度等;动作是决策者可采取的行为,如选择某把刀具进行加工等;回报是采取动作后获得的收益或代价,如加工效率提升、刀具损耗成本等,便于量化决策效果。
优势:通过状态转移概率及收益模型刻画系统动态演化,MDP能够处理不确定性与随机事件,为自适应调度提供理论基础,同时与深度强化学习(DRL)等方法结合后,可实现在线决策。且有成熟的算法来求解最优决策策略,如值迭代、策略迭代等,可在给定的状态转移概率和回报函数下,找到使长期累积回报最优的刀具调度策略。
局限性:实际应用中,准确估计状态转移概率往往较为困难。在刀具调度中,刀具磨损、故障等状态变化受多种因素影响,难以通过历史数据精确拟合出状态转移概率,可能导致模型与实际情况偏差较大。且状态空间规模扩展问题(即所谓“状态爆炸”)以及参数统计不确定性带来的模型鲁棒性问题依然是当前研究的热点和难点。
以上四种建模范式各具特色,在具体应用中往往需要根据实际生产环境、数据可获取性以及求解目标综合考虑选择或进行混合建模。例如,在生产过程动态性较高且数据实时更新充分的环境下,可借助MDP或结合深度强化学习构建基于状态反馈的自适应调度模型;而在提前规划阶段,MIP模型则可充分利用确定性数据实现全局优化,两者的融合将构成未来研究的重要方向。
表2.数学建模方法对比
| 建模方法 | 参考文献 | 优点与局限性 |
| 混合整数规划 (MIP) | 刀具寿命约束下并行机床调度方案[13][14] | 优点:表达能力强 局限性:变量爆炸、计算代价高 |
| 多资源约束并行机分批调度[15] | ||
| 考虑机床和刀具的解集多样性评估[16] | ||
| 柔性制造系统中多机床和工具同时调度[17] | ||
| Petri网模型 | 面向对象Petri网[1] | 优点:擅长描述多任务并行处理 局限性:模型构建较复杂 |
| 工件流和刀具流融合的Petri网[18] | ||
| 利用BOM信息实现装配流程可配置[19] | ||
| 判断系统各个可达的运行状态从而检查死锁[20][21] | ||
| 中央刀库系统的着色时间Petri 网[22] | ||
| 动态规划(DP) | 加工中心刀库中刀具的动态优化配置方法[23] | 优点:避免重复计算效率高,决策过程清晰 局限性:适用问题有限 |
| DP和GA应用于加工顺序和加工设备顺序组合方法[24] | ||
| 马尔可夫决策过程 (MDP) | 基于深度强化学习的调度模型[25] | 优点:能够处理不确定性 局限性:状态空间维数可能较大 |
| 基于马尔可夫决策过程和交叉熵的云制造中机器工具匹配方法[26] | ||
| 生产调度和维护规划的综合决策模型[27] |
2.2 约束建模创新
在刀具调度问题中,约束条件的全面准确刻画直接影响模型的表达能力和求解效果。约束建模不仅涉及传统的物理与工艺限制,还包括逻辑关系和经济效益等方面。其创新主要体现在以下几个层面:
(1) 物理与工程约束
物理约束主要涵盖刀具磨损衰减、切削力引起的热变形以及振动影响等现象。为精细反映这些因素:
利用泰勒公式扩展及疲劳寿命模型对刀具寿命进行定量描述,实现对刀具状态的动态预测。
针对加工过程中的切削力、热量积累与材料变形,建立非线性约束函数,确保调度方案在满足质量要求的同时避免过度磨损或意外失效。
(2) 逻辑约束与资源竞争
逻辑约束主要涉及工艺流程、刀具共享以及换刀顺序等方面:
通过逻辑条件与图论方法,将多个工序之间的前后关联、刀具共享冲突及机床刀库容量限制以数学语言准确表达。
采用约束传播技术和分支定界方法,有效规避潜在的资源冲突,同时确保系统在多个加工单元间实现良好的协调与资源均衡分配。
(3) 经济约束与成本效益平衡
经济约束关注刀具购置、维护和再制造等全生命周期成本,与生产效率、停机损失形成相互制约:
构建综合成本函数,对刀具采购、使用、维修以及再制造成本进行定量化描述,实现成本与调度效益之间的动态权衡。
结合真实工厂数据,通过敏感性分析和参数优化方法,精细调控经济约束在总体目标函数中的权重,使调度决策既满足经济效益要求,又能兼顾生产稳定性。
三、智能优化算法进展
在现代制造业中,刀具调度是柔性制造系统(FMS)的关键环节,对生产效率、成本控制和产品质量有着重要影响。随着制造业向智能化发展,传统调度方法逐渐难以满足复杂多变的生产需求,智能算法应运而生并得到广泛应用。智能算法模仿自然现象或生物行为,具有自适应性、全局搜索能力和并行性等优点,如表3所示,能够有效解决刀具调度中的复杂优化问题[28][29][30]。
3.1 元启发式算法改进
元启发式算法因其全局搜索能力和鲁棒性,在刀具调度问题中获得了广泛应用。下面重点分析几类典型算法及其在多目标和高维组合优化问题中的改进策略。
(1) 遗传算法及其应用
遗传算法依据生物进化中的自然选择和遗传机制,对刀具调度方案进行优化。它通过对种群中的个体进行选择、交叉和变异操作,不断迭代产生更优的个体[31]。在《基于双重遗传算法的工件流与刀具流综合调度优化》中,赵丹运用遗传算法对工件流和刀具流进行综合调度优化,以适应度函数来评价调度方案的优劣,通过遗传操作不断优化调度方案,提高了系统的整体性能。遗传算法在刀具调度中具有全局搜索能力强、可并行计算等优点,能够处理复杂的约束条件。但该算法计算复杂度较高,容易出现早熟收敛,在实际应用中需要合理设计遗传算子和参数,以提高算法的性能和效率[32]。
(2) 蚁群算法及其应用
蚁群算法源自仿生学,通过信息素传递实现各搜索路径间的正反馈机制。在《基于蚁群算法的多 Agent 合同网协议的刀具调度》中,王用超利用蚁群算法优化刀具路径,使刀具在加工过程中能更高效地在不同机床间移动,减少空行程时间,提高了生产效率。该算法在解决刀具路径规划、刀具分配等问题上表现出良好的性能,尤其适用于大规模、复杂的刀具调度场景,能有效避免传统算法易陷入局部最优的问题。但蚁群算法也存在收敛速度慢、易受参数影响等缺点。在实际应用中,需要合理设置参数,如信息素挥发系数、启发函数等,以平衡算法的全局搜索和局部搜索能力[33]。如图3所示多 Agent合同网协议原理模型。
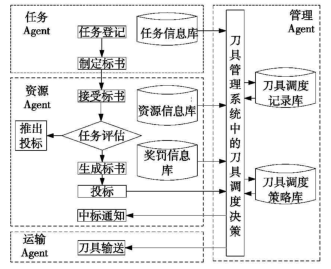
图3.多 Agent合同网协议原理模型
在刀具调度应用中,改进的信息素更新规则(如引入动态挥发系数、多层次信息素分布)使得算法能够灵活应对紧急订单插入和刀具状态突变问题。研究表明,在实际工业场景中,通过引入问题特定的局部启发信息和全局约束条件,蚁群算法在优化换刀顺序和资源配备方面能够显著缩短生产周期,并在较高维度问题上保持较好的全局搜索能力[34][35][36]。
(3) 粒子群算法及其应用
粒子群算法模拟鸟群觅食行为,通过粒子在解空间中的飞行来寻找最优解。每个粒子根据自身历史最优位置和群体最优位置来调整飞行速度和方向。边培莹在《PSO 算法在 FMS 刀具可复用调度中的应用与仿真》中,将粒子群算法应用于刀具可复用调度,采用四维变量编码法、整数圆整解码法和浮动目标函数迭代法,提高了刀具利用率,缩短了系统加工完成时间。粒子群算法在刀具调度中的优点是算法简单、收敛速度快,适用于求解离散优化问题。然而,它在处理复杂问题时可能出现早熟收敛现象,导致无法找到全局最优解。为克服这一问题,可采用动态调整惯性权重、引入变异操作等改进策略,增强算法的全局搜索能力[37]。
(4) 其它算法
改进贝叶斯算法的优化方法,构建改进贝叶斯网络模型,求解 FMS 中工序流与刀具流集成优化调度问题,提高刀具和机床整体利用率[38];灰狼优化算法受到自然界中灰狼群猎食行为的启发,通过分层等级、追赶、包围和攻击等机制模拟最优解的搜索过程。在刀具调度问题中,改进的GWO算法通常结合Levy飞行策略,以提升逃离局部最优的能力。研究中指出,这种混合策略在大规模调度系统中表现出较高的计算效率和鲁棒性,对解决传统算法陷入局部最优的问题提供了新的可能性。此外,通过参数自适应调整和多策略协同,改进后的GWO算法在面对多目标折衷问题时可同时兼顾全局搜索与局部精炼[39]。
3.2 数据驱动方法突破
大数据、物联网及人工智能技术的蓬勃发展为刀具调度带来了数据驱动方法的全新机遇。以下探讨深度强化学习、数字孪生技术及联邦学习在刀具调度中的具体应用和实现机制。
(1) 深度强化学习(DRL)在在线调度中的应用
深度学习算法如深度强化学习,通过让智能体在环境中进行试错学习,根据环境反馈不断调整策略以实现最优决策。在刀具调度中,智能体可以是刀具或机床,环境则包括刀具状态、工件加工需求、机床状态等信息。赵林林提出的基于深度强化学习的作业车间在线调度方法,能够根据实时的生产状态动态调整刀具调度策略,有效提高了刀具调度的实时性和适应性。深度学习算法在处理复杂、动态的刀具调度问题上具有独特优势,能够自动学习数据中的复杂模式和规律。但它也存在训练时间长、对数据量要求大等问题,在实际应用中需要大量的训练数据和强大的计算资源支持[40]。
(2) 数字孪生与实时数据反馈
数字孪生技术借助虚实交互模型,实现对刀具及加工环境全生命周期的虚拟镜像。利用基于 LSTM(长短时记忆网络)的时序预测模型,系统可在实时监控刀具状态的基础上,精确预测刀具剩余使用寿命(RUL),为预防性换刀提供有力数据支持。该技术不仅提升了调度方案的前瞻性,还通过实时数据反馈机制不断校正模型参数,缩短物理实体与虚拟模型之间的时延,增强系统的动态响应能力[41]。
(3) 联邦学习在多工厂协同调度中的应用
在大规模分布式制造系统中,不同车间或工厂的生产数据存在差异且有隐私保护需求。联邦学习在保持各自数据本地存储的同时,实现跨域数据共享与模型协同,为各制造单元提供统一的调度决策平台。该方法不仅提升了模型泛化能力,还有效避免了因数据集中化引发的隐私泄露问题。实际应用中,通过协同训练和分布式优化,联邦学习使跨工厂、跨系统的刀具调度系统在应对大数据异构性、实时性和鲁棒性要求时表现更出色[42]。
3.3 刀具调度智能算法的发展趋势
混合智能算法融合多种算法优势,在刀具调度领域展现出巨大潜力。
(1) 多种智能算法融合
单一智能算法在解决刀具调度问题时往往存在局限性,多种智能算法融合是未来发展的一个重要趋势。例如,可以将 PSO 算法的快速收敛性与 ACO 算法的全局搜索能力相结合,或者将 GA 算法的全局优化能力与局部搜索算法(如模拟退火算法、禁忌搜索算法)相结合,形成优势互补,提高算法的性能 。如汤健超研究了基于混合进化算法的调度问题,将多种进化算法的优点结合起来,取得了较好的效果[28]。
(2) 结合深度学习技术
随着深度学习技术的快速发展,将其与智能算法相结合应用于刀具调度具有巨大潜力。深度学习可以对大量的生产数据进行学习和分析,提取有用的特征和模式,为智能算法提供更准确的决策依据。赵林林基于深度强化学习提出作业车间在线调度方法,通过深度神经网络学习环境状态和动作之间的关系,实现了在线调度的优化。未来,可以进一步探索深度学习在刀具调度中的应用,如利用卷积神经网络(CNN)对刀具图像进行识别和分析,为刀具调度提供更精准的信息。
(3) 考虑实际生产
对于柔性制造系统调度案例实际生产中存在诸多约束条件,如刀具寿命、设备故障、订单变化等。未来的刀具调度智能算法需要更加全面地考虑这些实际约束,以提高算法的实用性和有效性。例如,可以将刀具寿命预测模型与调度算法相结合,根据刀具的剩余寿命合理安排刀具的使用,避免刀具在加工过程中突然失效;考虑设备故障的不确定性,设计具有容错能力的调度算法,在设备出现故障时能够及时调整调度方案,保证生产的连续性[43][44]。
表3.智能优化算法概述
| 类别 | 子类 | 主要内容 | 代表文献 |
| 调度算法基础理论研究 | 调度问题分类与求解方法综述 | 介绍调度问题的定义、分类(如生产调度、项目调度),阐述精确算法(如数学规划)、近似算法(如启发式规则、系统仿真、人工智能优化方法)的原理、适用范围、优势与劣势 | [28][29][30] |
| 随机调度问题研究 | 在作业时间服从指数分布的假设下,分析基于作业时间的优先规则的失效率,包括两项、三项作业的解析解及敏感性分析,多项作业的数值解计算模型 | [28] | |
| 元启发式算法改进 | 遗传算法在刀具调度中的应用 | 针对硬质合金刀具生产车间调度问题,构建双层调度体系模型,运用阶段进化的自适应混合遗传算法求解,改进编码方法,通过实例验证算法优越性;运用双重遗传算法对工件流 - 刀具流综合调度数学模型进行优化求解,提高设备利用率,缩短生产周期 | [31][32] |
| 蚁群算法在刀具调度中的应用 | 基于蚁群算法和多 Agent 合同网协议提出刀具调度方法,通过多 Agent 协作和蚁群算法优化路径选择,实现刀具合理调度,提高刀具利用率和系统加工效率;提出同时优化刀具路径和切削参数的方法,利用改进蚁群算法优化刀具路径,降低孔加工能耗 | [33][34][35][36] | |
| 粒子群算法在刀具调度中的应用 | 将粒子群算法与遗传算法结合,利用粒子群算法为遗传算法提供进化方向,减少遗传算法迭代偏差,通过对置换流水车间问题和车间调度问题的实验验证有效性 | [37] | |
| 其他智能算法在刀具调度中的应用 | 提出基于改进贝叶斯算法的优化方法,构建改进贝叶斯网络模型,求解 FMS 中工序流与刀具流集成优化调度问题,提高刀具和机床整体利用率; Levy 飞行策略用于优化任务,通过实验验证算法在解决多目标和高维组合优化问题时性能优于其他算法 | [38][39] | |
| 数据驱动方法突破 | 深度强化学习(DRL)在在线调度中的应用 | 深度强化学习(DRL)通过构建状态 - 动作价值函数模型,能在不确定且动态变化的生产环境中实现在线学习和自适应决策 | [40] |
| 联邦学习在多工厂协同调度中的应用 | 在大规模分布式制造系统中,不同车间或工厂的生产数据存在差异且有隐私保护需求。联邦学习在保持各自数据本地存储的同时,实现跨域数据共享与模型协同,为各制造单元提供统一的调度决策平台 | [41] | |
| 数字孪生与实时数据反馈 | 数字孪生技术借助虚实交互模型,实现对刀具及加工环境全生命周期的虚拟镜像。利用基于 LSTM(长短时记忆网络)的时序预测模型,系统可在实时监控刀具状态的基础上,精确预测刀具剩余使用寿命(RUL),为预防性换刀提供有力数据支持 | [42] | |
| 混合智能算法创新 | 遗传算法与模拟退火算法相结合 | 将遗传算法与模拟退火算法相结合,提出阶段进化的混合遗传算法,在算法前期、中期和后期采用不同策略,提高算法搜索效率和求解质量。 | [31] |
| 粒子群算法与遗传算法结合 | 粒子群算法与遗传算法结合,用于遗传算法初始化种群,提高算法稳定性和寻优能力 | [28] | |
| 调度算法应用案例 | 柔性制造系统调度案例 | 应用双重遗传算法进行柔性制造系统中工件流与刀具流综合调度优化,提高系统整体性能;将遗传算法 - 多智能体方法应用于 FMS 刀具在线调度,提高刀具调度效率和系统资源利用率 | [32][43] |
四、工业实践与挑战
4.1 典型工业应用
近年来,随着智能制造与工业4.0理念的不断深入,刀具调度优化技术已经在航空航天、汽车制造、以及高端3C精密加工等领域取得了显著进展。这些应用案例不仅体现了优化算法在复杂动态环境中的适应能力,而且有效推动了制造流程的精细化管理。下表总结了各典型工业领域中的应用实例及其主要技术成果如表4所示:
表4.智能优化算法概述
| 应用领域 | 关键应用策略 | 实际成效与案例描述 |
| 航空航天制造 | 刀具负载均衡、自适应换刀策略 | 在钛合金构件加工过程中,通过优化刀具分配与动态调度,换刀次数降低超过27%;有效提升了加工精度与安全性。 |
| 汽车制造 | 刀具共享、库存优化策略 | 车间内多个加工站共享刀具资源,在缸体生产线上实现库存管理优化,运营成本降低,库存成本节约达35%以上。 |
| 高端3C精密加工 | 实时调度系统与高速响应机制 | 实时监控加工参数并动态调整刀具使用策略,将系统响应时间压缩至300毫秒级,有力支持了高精度与高效率生产要求。 |
| 模具制造 | 智能化刀具选型与参数优化、多维度智能调度系统构建 | 集成刀具库存管理模块,通过RFID技术实现刀具流通全流程监控,库存周转率提升22% |
这些工业应用案例中,研究者通过引入先进的智能优化算法,针对不同生产流程设计专用的调度策略,使得生产过程在保障质量的同时大幅提升了资源利用率和运营效益。例如,在航空航天领域,针对钛合金等高难加工材料,调度系统不仅需要考虑刀具磨损和换刀时延,还需兼顾加工精度和安全性;而在汽车制造与3C精密加工中,则强调实时性和经济性的平衡,这要求系统在快速响应外部动态变化的同时,实现多目标协同优化。这些成功经验充分表明,综合运用元启发式算法与数据驱动技术,不仅能提高调度精度,还能显著降低生产成本和非计划停机时间,为复杂制造系统的智能化升级提供了有力的技术支撑。
4.2 当前技术瓶颈与待解问题
尽管工业实践中已取得诸多进展,刀具调度问题在实际应用中仍面临若干理论与工程难题,如表5所示,主要体现在以下几个方面:
1.不确定性建模不足
当前刀具调度研究在建模方面仍存在显著不足[45]。现有模型往往对刀具磨损、加工质量波动、供应链中断和紧急订单插入等动态关联因素进行过度简化或直接忽略,导致调度方案在实际生产中的适用性大幅降低。特别是在刀具突发失效和磨损衰退等关键问题上,学术界尚未建立起具有普适性的精确概率统计模型。传统统计方法难以有效表征高速加工环境下刀具的复杂衰减特性,使得动态调度系统普遍存在预警滞后和应急响应不足的问题。例如,由于未能充分建模刀具磨损的非线性演化规律,系统无法准确预测加工质量风险,甚至可能引发意外停机事故[46][47]。
2.多车间协同与全局优化
当前制造业中的跨车间刀具调度面临着多维度协同优化的系统性挑战。在空间维度上,多车间协作需要同时解决资源竞争与任务分配的复杂协调问题,这种双重需求使得全局优化难度显著增加[48]。而在时间维度上,刀具调度涉及长期规划、中期调整和实时调度三个相互关联的时间尺度,现有系统往往孤立处理各层次优化问题,缺乏跨时间尺度的信息传递和决策协同机制。这种"分层孤岛"现象导致长期计划难以响应短期设备状态变化,实际生产中调度方案频繁调整,严重制约了系统整体效能[49][50]。要突破这一瓶颈,亟需构建融合分层优化框架与跨尺度通信机制的统一协同模型,通过建立从实时数据到长期规划的闭环反馈机制,实现车间层、设备层和工艺层的无缝衔接,最终达成全流程优化的目标。
3.动态环境下的实时调度
在智能制造环境下,生产系统经常面临机器突发故障、紧急插单或工艺参数变更等动态扰动,这使得传统的静态调度方法难以有效应对[51]。数字孪生与工业物联网技术的融合为刀具动态调度提供了新的解决方案,但仍存在若干技术瓶颈。具体而言,数字孪生技术通过构建物理实体与虚拟模型的实时映射关系,理论上可以实现对生产过程的精准监控。然而在实际应用中,受限于网络传输延迟、边缘计算资源不足等因素,系统往往难以实现理想的实时数据同步。这种虚实交互的时延问题会带来双重影响:一方面会降低调度决策的时效性,导致系统响应滞后;另一方面也会影响决策的准确性,例如当刀具磨损状态反馈延迟超过阈值时,就可能引发加工质量失控等严重后果[52][53]。
4.混合调度系统的鲁棒性与稳定性
当前智能调度算法在实际工业应用中仍面临严峻的鲁棒性挑战。尽管这些算法在受控的实验室环境中能够展现出优异的性能,但在真实生产场景下,面对设备故障、订单变更等突发状况时,其稳定性和适应性往往大打折扣。以强化学习算法为例,在遭遇未知扰动时普遍存在策略退化现象,导致调度质量显著下降[54]。究其原因,这类系统在动态环境中主要面临三重挑战:一是参数波动引发的算法性能漂移,二是环境噪声导致的决策偏差,三是多算法模块间的协同冲突。这些因素共同作用,使得调度结果呈现出明显的不稳定性[55]。要解决这些问题,关键在于开发具有自修复能力的智能调度架构,确保系统在部分模块异常时仍能维持基础性能,同时不损害全局优化目标。这需要从抗干扰算法设计、动态参数校准和冲突消解机制等多个维度进行系统性创新。
5.绿色制造与能源效率
在推进低碳制造转型的背景下,智能调度技术作为资源优化配置的核心手段,正面临全新的技术要求和发展机遇[56]。传统调度模型主要聚焦于加工时间和成本最小化等单一目标,而现代绿色制造体系则要求构建涵盖能耗管理、碳排放控制、资源循环利用等多维度的综合优化框架[57][58]。具体而言,绿色调度需要解决三个关键问题:首先是通过减少机床空转时间降低基础能耗;其次是优化设备启停策略以平滑功率曲线,避免瞬时高负荷导致的能源浪费;最后是延长刀具使用寿命,这不仅能降低材料消耗,还能减少因频繁换刀产生的间接能耗。然而,这些目标之间往往存在复杂的耦合关系。例如,追求加工效率最大化可能导致能耗激增;而过度限制能耗又会影响生产效率[59]。
表5.当前技术瓶颈与待解问题
| 分类 | 主要内容 | 代表文献 |
| 多车间协同与全局优化 | 通过智能刀具调度系统,实现跨车间刀具资源动态调配与路径规划,减少刀具准备时间,精准匹配加工任务与刀具参数,缩短换刀空窗期,提升设备利用率。 | [48][50] |
| 通过智能刀具调度系统,实现跨车间刀具资源共享与动态调配,标准化刀具参数库减少重复采购成本,库存周转率提高的同时降低仓储费用,打破车间信息壁垒,避免刀具冗余采购与闲置浪费。 | [49] | |
| 绿色制造与能源效率 | 绿色制造背景下,一种更为现实的车间模型,称为超灵活作业车间(uFJS)。在uFJS中,作业的操作顺序可以在一定约束下进行调整,可将刀具资源利用率提升,同时优化切削能耗使单位产品能耗下降。 | [59] |
| 不确定性建模不足 | 在不确定性建模中,将刀具剩余寿命融入到柔性作业车间调度中,对刀具剩余寿命预测及其约束下的柔性作业车间调度开展研究。通过监测刀具磨损状态,准确及时地预测刀具剩余使用寿命,构建考虑刀具寿命约束的柔性作业车间调度模型。 | [16][46][47] |
| 动态环境下的实时调度 | 在实时HFS环境中的生产调度困难,采取了两大措施来解决信息壁垒和车间级与阶段级之间决策不协调的问题。首先,通过在增值点部署先进的无线设备(如 RFID 阅读器),创建一个无处不在的制造(UM)环境,以收集和同步车间的实时数据。其次,基于实时数据,将排程时间范围划分为多个较短的周期,并在每个周期内进行车间排程,以控制所有订单的生产进度,平衡所有阶段的工作量,通过故障概率预测与多产线协同调度,降低冗余库存需求,确保生产连续性的同时提升资源利用率。 | [51][52][53] |
五、未来研究方向
未来刀具调度问题的研究发展趋势将呈现出多学科交叉、混合优化与数据智能的协同演进。首先,量子混合优化方法的探索正逐步成为前沿热点,量子退火与传统优化算法的融合有望在组合爆炸问题上实现突破性进展;其次,跨工序、跨系统调度的集成化设计,将刀具调度嵌入到工艺规划、生产调度和质量控制的闭环系统中,是实现全流程优化的关键;再次,绿色制造和低碳排放的时代背景要求在调度模型中融入碳足迹追踪与能效优化指标,实现经济性与环境效益的双重平衡;最后,基于认知数字孪生的人机协同决策平台,将人类专家知识与智能算法相融合,有望为工业调度提供更高水平的解释能力和决策可靠性。各方向的深入探索必将为制造业智能化转型和高效调度系统的构建开辟新的路径。
结语
综上所述,刀具调度问题正处于理论模型与实际应用相互促进、传统方法与新兴智能算法深度融合的关键转型期。伴随着数字主线、工业互联网和大数据技术的不断发展,未来的刀具调度系统有望实现从感知、决策到执行的全链路动态闭环优化。学术界与工业界亟须在构建具有工程解释性、鲁棒性与实时响应能力的混合智能模型方面开展深入研究,以破解当前困扰刀具调度领域的技术瓶颈,从而推动先进制造系统的智能化与精细化升级。
参考文献
- 赵丹. 柔性制造系统刀具流动态调度研究[D]. 黑龙江:哈尔滨工程大学,2011. DOI:10.7666/d.y2054008.
- Ouelhadj, D., Petrovic, S. A survey of dynamic scheduling in manufacturing systems. J Sched 12, 417–431 (2009). https://doi.org/10.1007/s10951-008-0090-8.
- 杨红雄,王惠酩.麻雀搜索算法解决柔性作业车间调度问题[J].制造技术与机床, 2022(7):7.
- 周光辉,傅祥璟.低碳制造环境下车间有限刀具多目标调度研究[J].西安交通大学学报, 2017, 51(10):7.DOI:10.7652/xjtuxb201710002.
- 杨庆斌,尹瑞雪.多目标集成式工艺规划与调度问题的求解与决策[J].组合机床与自动化加工技术, 2023(8):171-175.
- Deb K , Pratap A , Agarwal S ,et al.A fast and elitist multiobjective genetic algorithm: NSGA-II[J].IEEE Transactions on Evolutionary Computation, 2002, 6(2):182-197.DOI:10.1109/4235.996017.
- 冯建广.自动化制造单元调度问题建模与优化研究[D].西北工业大学,2018.
- Mönch, Lars.Jose M. Framinan, Rainer Leisten, Rubén Ruiz García, Manufacturing Scheduling Systems: An Integrated View on Models, Methods and Tools, Springer, 2014, ISNB 987-1-4471-6271-1.[J].European Journal of Operational Research, 2016, 249(4):1143-54.DOI:10.1109/TSMCB.2012.2187442.
- Kumar V M , Murthy A , Chandrashekara K .A hybrid algorithm optimization approach for machine loading problem in flexible manufacturing system[J].Journal of Industrial Engineering International, 2012, 8(1):1-10.DOI:10.1186/2251-712X-8-3.
- 张骋.面向准时生产的数控车间刀具自动配送关键技术研究[D].南京航空航天大学,2015.
- Kumar R , Tiwari M K , Shankar R .Scheduling of flexible manufacturing systems: An ant colony optimization approach[J].Proceedings of the Institution of Mechanical Engineers Part B Journal of Engineering Manufacture, 2003, 217(10):1443-1453.DOI:10.1243/095440503322617216.
- Rigelsford J .Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design[J].Industrial Robot, 2012, 31(1):B84.DOI:10.1108/ir.2004.04931aae.003.
- 邹海旭. 刀具寿命预测及其约束下的并行机床车间调度问题研究[D]. 重庆:重庆大学,2019.
- 关依翔. 智能车间刀具调度优化问题研究[D]. 广东:广东工业大学,2024.
- 吴正佳,席帅乐,孟荣华,等.考虑多资源约束的并行机分批调度问题研究[J].三峡大学学报(自然科学版),2024,46(06):104-112.DOI:10.13393/j.cnki.issn.1672-948X.2024.06.014.
- 李海.考虑数据完全性的刀具剩余寿命预测及其约束下的作业车间调度研究[D].电子科技大学,2021.DOI:10.27005/d.cnki.gdzku.2021.000097.
- Annamacharya Institute of Technology and Sciences, Rajampet, Andhra Pradesh, India. et al., “Simultaneous scheduling of machines and tools in a multi machine FMS with alternative routing using symbiotic organisms search algorithm,” JER is an international, peer-reviewed journal that publishes full-length original research papers, reviews, case studies in all areas of Engineering, Oct. 2021, doi: 10.36909/jer.10653
- 舒海生.柔性制造系统工件流和刀具流动态调度的研究[D].哈尔滨工程大学,2005.
- 何非,李东波. 基于BOM的可配置制造执行系统研究[J]. 制造业自动化,2015(2):23-28. DOI:10.3969/j.issn.1009-0134.2015.02.007.
- 李婧.基于Petri网的共享资源JSP系统设计与分析[D].哈尔滨工业大学,2008.
- 舒海生,李庆芬,颜声远,等.FMS动态调度仿真模型的研究[J].哈尔滨工程大学学报,2005,(02):192-196.
- 黄泽华.基于Petri网的中央刀库系统建模和调度优化技术研究[D].华中科技大学,2020.DOI:10.27157/d.cnki.ghzku.2020.000413.
- 李泽龙. 加工中心刀库中刀具动态优化配置方法研究[D]. 广东:广东工业大学,2018. DOI:10.7666/d.D01523662.
- N. Sugimura, R. Shrestha, and J. Inoue, “Integrated process planning and scheduling in holonic manufacturing systems-optimization based on shop time and machining cost,” in Proceedings of the IEEE International Symposium onAssembly and Task Planning, 2003., Jul. 2003, pp. 36–41. doi: 10.1109/ISATP.2003.1217184.
- M. G. Marchesano, G. Guizzi, V. Popolo, and G. Converso, “Dynamic scheduling of a due date constrained flow shop with Deep Reinforcement Learning,” IFAC-PapersOnLine, vol. 55, no. 10, pp. 2932–2937, 2022, doi: 10.1016/j.ifacol.2022.10.177.
- X. Li, Z. Fang, and C. Yin, “A machine tool matching method in cloud manufacturing using Markov Decision Process and cross-entropy,” *Robotics and Computer-Integrated Manufacturing*, vol. 65, p. 101968, 2020, doi: 10.1016/j.rcim.2020.101968.
- Y. Ao, H. Zhang, and C. Wang, “Research of an integrated decision model for production scheduling and maintenance planning with economic objectives,” *Computers & Industrial Engineering*, vol. 136, p. 106024, 2019, doi: 10.1016/j.cie.2019.106024.
- 汤健超.基于混合进化算法的若干调度问题研究[D].华南理工大学,2012.
- 朱睿.刀具智能管理及优化调度技术研究[D].重庆大学,2014.
- 吴钟堆.基于智能优化算法的数控机床刀具调度研究[D].厦门理工学院,2020.DOI:10.27866/d.cnki.gxlxy.2020.000012.
- 柳翔飞.基于混合遗传算法的硬质合金刀具生产车间调度研究[D].东华大学,2008.
- 赵丹,张家泰,舒海生,等.基于双重遗传算法的工件流与刀具流综合调度优化[J].西南交通大学学报,2010,45(06):926-931.
- 王用超,汪永超,余显芳,等.基于蚁群算法的多Agent合同网协议的刀具调度[J].组合机床与自动化加工技术,2010,(06):109-112.
- Feng, C., Chen, X., Zhang, J., Huang, Y., & Qu, Z. (2022). Minimizing the energy consumption of hole machining integrating the optimization of tool path and cutting parameters on CNC machines. The International Journal of Advanced Manufacturing Technology, 121, 215–228.
- Smith, J. D., & Johnson, A. B. (2023). Sequencing and scheduling of job and tool in a flexible manufacturing system using ant colony optimization algorithm. Journal of Manufacturing Systems, 42, 123 - 135.
- Dorigo, M., & Gambardella, L. M. (1997). Ant colony system: A cooperative learning approach to the traveling salesman problem. IEEE Transactions on Evolutionary Computation, 1(1), 53–66.
- 边培莹.PSO算法在FMS刀具可复用调度中的应用与仿真[J].机械设计与制造,2012,(03):76-78.DOI:10.19356/j.cnki.1001-3997.2012.03.029.
- 李丽娟,郭天赐,曹岩,等.改进贝叶斯算法的刀具工序调度[J].工具技术,2018,52(12):98-101.DOI:10.16567/j.cnki.1000-7008.2018.12.033.
- Mirjalili, S., & Lewis, A. (2016). An efficient modified grey wolf optimizer with Lévy flight for optimization tasks. Journal of Computational Design and Engineering, 3(4), 307 - 322.
- 赵林林.基于深度强化学习的作业车间在线调度方法研究[D].华中科技大学,2023.DOI:10.27157/d.cnki.ghzku.2023.003781.
- Yang, Q., Liu, Y., Chen, T., & Tong, Y. (2019). Federated machine learning: Concept and applications. ACM Transactions on Intelligent Systems and Technology, 10(2), 1–19.
- Hu, Y., et al. (2021). Digital Twin - driven Multi - objective Optimization Production Scheduling with Restraint Tool Resources. IEEE Access, 9, 13520 - 13531.
- 黄恩洲.基于遗传算法-多智能体的FMS刀具在线调度[J].福建工程学院学报,2013,11(04):369-372.
- 张亮,楼佩煌,胡武茹,等.一种改进型遗传算法在FMS刀具调度中的应用[J].工业控制计算机,2009,22(09):75-76+78.
- 王子豪. 大数据环境下的刀具剩余寿命智能预测研究[D]. 黑龙江:哈尔滨工业大学,2021.
- Yonemoto R., Suwa H.Reactive scheduling based on adaptive manipulator operations in a job shop configuration with two machines.(2021) International Journal of Automation Technology, 15 (5), pp. 661 - 668
- Li L., Liu S., Zhang L.Stackelberg Game Based Manufacturing Service Uncertainty Scheduling Toward Intelligent Manufacturing.(2022) 6th IEEE International Conference on Universal Village, UV 2022
- Cheng Q., Gao Y., Chu H., Zhang C., Liu Z.Flexible Job Shop Scheduling of Machining Based on Multi-objective Differential Evolution Algorithm [基于多目标差分进化算法的机加工柔性作业车间调度].(2023) Beijing Gongye Daxue Xuebao/Journal of Beijing University of Technology, 49 (3), pp. 335 - 345
- Tian Y., Gao Z., Zhang L., Chen Y., Wang T.A Multi-Objective Optimization Method for Flexible Job Shop Scheduling Considering Cutting-Tool Degradation with Energy-Saving Measures.(2023) Mathematics, 11 (2), art. no. 324
- Nikkhah H., Charitopoulos V.M., Avraamidou S., Beykal B.Bilevel optimization of mixed-integer nonlinear integrated planning and scheduling problems using the DOMINO framework.(2024) Computer Aided Chemical Engineering, 53, pp. 1909 - 1914
- Luo H., Fang J., Huang G.Q.Real-time scheduling for hybrid flowshop in ubiquitous manufacturing environment.(2015) Computers and Industrial Engineering, 84, pp. 12 - 23
- Luo H., Huang G.Q.Real-time planning and scheduling for hybrid flowshop in ubiquitous manufacturing environment.(2013) Proceedings of International Conference on Computers and Industrial Engineering, CIE, 2, pp. 767 - 783
- Huang J., Lu Y., Zhu L.-M.Real-time feedrate scheduling for five-axis machining by simultaneously planning linear and angular trajectories.(2018) International Journal of Machine Tools and Manufacture, 135, pp. 78 - 96
- Sang Y., Tan J., Liu W.A new many-objective green dynamic scheduling disruption management approach for machining workshop based on green manufacturing.(2021) Journal of Cleaner Production, 297, art. no. 126489
- Bozzi A., Graffione S., Sacile R., Zero E.Dynamic MPC-Based Scheduling in a Smart Manufacturing System Problem.(2023) IEEE Access, 11, pp. 141987 - 141996
- 刘献礼,陈涛.机械制造中的低碳制造理论与技术[J].哈尔滨理工大学学报,2011,16(01):1-8.DOI:10.15938/j.jhust.2011.01.013.
- Tao H., 陶 昊, Wang Y., 王 艳, Ji Z., 纪志成.Dynamic Optimal Scheduling Method for Energy Consumption of Flexible Machining System Based on Petri Net Model [基于Petri网模型的柔性加工系统能耗动态优化调度方法].(2022) Information and Control, 51 (5), pp. 618 - 630
- LIU Xiaolong, LIU Zhijie, LIN Chengxin, et al.Carbon emission modeling and analysis in manufacturing process for numerical control machine tools[J].Journal of Donghua University (English Edition) , 2014, 31 (6) :827-830.
- Liu N., Zhang Y.F., Lu W.F.Improving Energy Efficiency in Discrete Parts Manufacturing System Using an Ultra-Flexible Job Shop Scheduling Algorithm.(2019) International Journal of Precision Engineering and Manufacturing - Green Technology, 6 (2), pp. 349 - 365



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











