






原标题:《Nature》重磅!1分钟,2束光,3D体打印超高分辨率物体仅几秒钟,快准稳!
江苏激光联盟导读:顶刊《nature》上重磅发布了一篇论文Xolography for linear volumetric 3D printing,可以理解为X线照相体积3D打印技术。该技术允许以高达25微米的特征分辨率和55立方毫米/秒的固化速度3D打印物体。 这种3D打印机 同《星际迷航》(Star Trek)中可以按需生产任何物体的设备完全同类型。相当于科幻变成了现实,与传统3D打印机相比,这种3D打印机可以生产出更流畅、更灵活、更复杂的物体。与最先进的体积印刷方法相比,这一技术的分辨率约为无反馈优化的计算机轴向平版印刷技术的十倍,并且体积生成速率比两光子光聚合高出四到五个数量级。
背景简介:
3D打印技术的应用范围正在迅速的扩大,其应用领域包括批量生产运动鞋类零件,牙科陶瓷和航空航天部件以及制造微流体,医疗器械和人造器官等。所使用的光诱导增材制造技术由于其对空间分辨率和时间分辨率的高度控制而在应用中取得了特别的成功,但这些技术仍具有点状或分层生成的常见图案,如立体光刻,激光金属粉末床熔化和连续液体界面生产及其衍生的技术所存在的问题。体积3D打印是一种新兴的增材制造方法,可以实现快速批量的打印制造。在这里,我们介绍了X射线体积打印技术,外文为xolography,这是一种双色技术,它使用可光转换的光引发剂,通过相交不同波长的光束进行线性激发,从而在受限的单体体积内引发局部聚合。我们使用容积式打印机验证了这一概念,该打印机设计生成具有复杂结构特征以及机械和光学功能的三维物体进行了验证。与最先进的体积印刷方法相比,我们的技术的分辨率约为无反馈优化的计算机轴向平版印刷技术的十倍,并且体积生成速率比两光子光聚合高出四到五个数量级。作者期待这一快速的体积制造技术可以实现纳米层面到宏观层面的高分辨率的快准稳的制造.
在这里为大家展示的体积3D 打印,是来自德国勃兰登堡应用技术大学Martin Regehly和洪堡大学Stefan Hecht,在顶级期刊《nature》上重磅发布了一篇论文Xolography for linear volumetric 3D printing,可以理解为X线照相体积3D打印技术。整个树脂体积的结构会被保留下来,并且其复杂的多组件目标也会被制造出来和通过周围的粘性的流体基体所稳定下来.同光平板为基础的制造方法相反,用悬垂结构的支撑结构,需要精心的进行后处理,而当前的技术则不需要这一环节,层-界面以及相关的各向异性也消失了,脆性的,软体目标也可以凝固.这一办法代表着一步法成制造过程而不需要后续的组装过程.
到目前为止,两种不同波长的激光为基础的体积打印技术受到了广泛的关注.为了制造出高分辨率的微观目标,双光子聚合物是当前的最高技术水平和可以实现100nm的目标物体的分辨率的打印.这一技术的最大障碍在于其体积生成率比较低.比较典型的速率是低于1-20立方厘米每小时的打印速率,由于在树脂空间中非线性吸收工艺来硬化树脂空间中的局部体积所造成的.采用体积增材制造来制备宏观物体时,计算机轴向平版印刷术以一个均匀的树脂体积旋转,而多个图像则以一定的角度投影到目标物体上.其描述的重叠会导致堆积量的分布而形成原子团,其凝固的毫米级的目标要30~120s,并且将其他区域置于光固化的门槛值.这在目前通过氧抑制工艺来调节.打印目标的分辨率为300μm.主要原因是受到打印过程中光部分穿过或已经聚合的区域 的剂量的波动的影响.在最近,优化和内含反馈系统来补充这些效应以在二次打印同一目标时可以获得正800μm和负500μm的特征尺寸精度.
高分辨率的X射线体积3D打印技术(Xolography 3D printing technology.)
在我们的展示的办法中,我们排除了在使用不同波长的两个交叉光来固化局部区域的弊端.这一办法,称之为双色光聚合(DCP),是Swainson所提出的.通过在树脂中添加双色光敏引发剂来调节固化.这一过程由第一个波长的光来激发,而第二个波长的光的吸收要激发要么抑制光的聚合作用.后者的路径经常需要双组件光敏引发剂来实现,并且已经成功的应用于双色光印刷技术,连续层层打印等场合.有效路径的光敏引发需要深度体积的DCP,然而,到目前为止尚不普遍.分子光转换是比较有潜力的技术,尤其是由于转换状态可以精确的依据光敏材料的性质,吸收光谱和化学反应进行调节定制.在这里,我们为大家开发了DCP的潜力来实现真实的体积3D打印技术.通过一个新颖的双色光敏引发剂和一个新颖的DCP的投影光,设计的目的是想获得快速的,高分辨率的3D打印.
X射线摄影技术
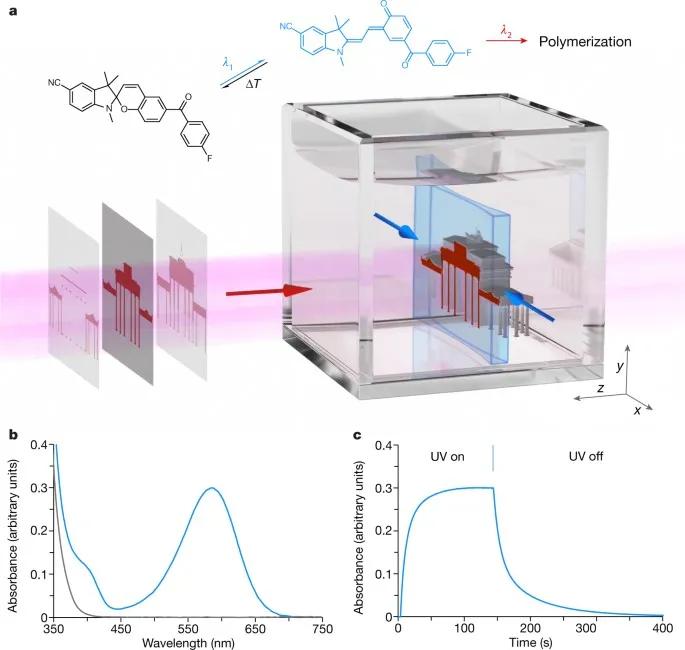
第一个波长的光平面从初始体状态到潜在的状态以及有限时间激发一薄层的光敏引发剂的分子,见图1a.一个正交排列的投影仪产生一个二次波长的光并聚焦3D模型的截面进入到光平面的平面内,在潜在态,只有初始的分子吸收投影的光和导致当前的层开始聚合.通过投影一个随后的图像在同步运动的树脂体积穿过固定的光学装置,理想的目标就可以连续的制造出来.交叉光就生成一整个的目标物体,这就是我们所提到的X射线照相体积打印技术.


Volumetric digital manufacturing体积数字化3D打印
双色光引发剂
X射线照相体积技术需要一个双色的光引发剂,利用这个来实现整合二苯甲酮类型II的光引发剂整合进水杨醛光转换开关.尽管有一些报道使用后者作为光转换开关的前驱体来初始化聚合过程.初始的螺吡喃状态吸收第一个波长(375nm)的光并且完全在可见光范围内是透明的.在转换至潜在的美罗拉宁状态时,通过一个更宽广范围内的瞬时吸收且波长为可见光光谱的450nm到700nm的范围,吸收这一第二个波长的光产生激发的二苯甲酮的一半,结合联合初始剂,初始自由基的集合过程完成.
基于压制单波长的光初始通道的目的,我们发展了光平面的办法来确保树脂腔中的体素暴露在UV光中仅一次.为了生成光斑,一个高斯分布的波长为375nm的半导体激光转换成分叉的激光线,进而准直和聚焦对接打印体积的中心.结果是一个光束腰变宽至容器的边缘,如图1a所示.由于衍射的原因,在体积中心,宽度越窄的地方,边缘的宽度越大,反之亦然.
由于光平面的宽度影响Z轴方向的打印精度,我们应用高斯光束理论的分析技术进行分析,在这一办法中进行应用,显示出优化的光腰尺寸的尺度同体积深度的平方根相关.对研究的系统和一个可接受的10%的光束膨胀,当体积深度分别为1cm,3cm和10cm的半宽度的时候,优化后的光腰直径为34μm,59μm和108μm的半宽度.我们实现了d=39μm的半宽度的光平面的光腰尺寸.
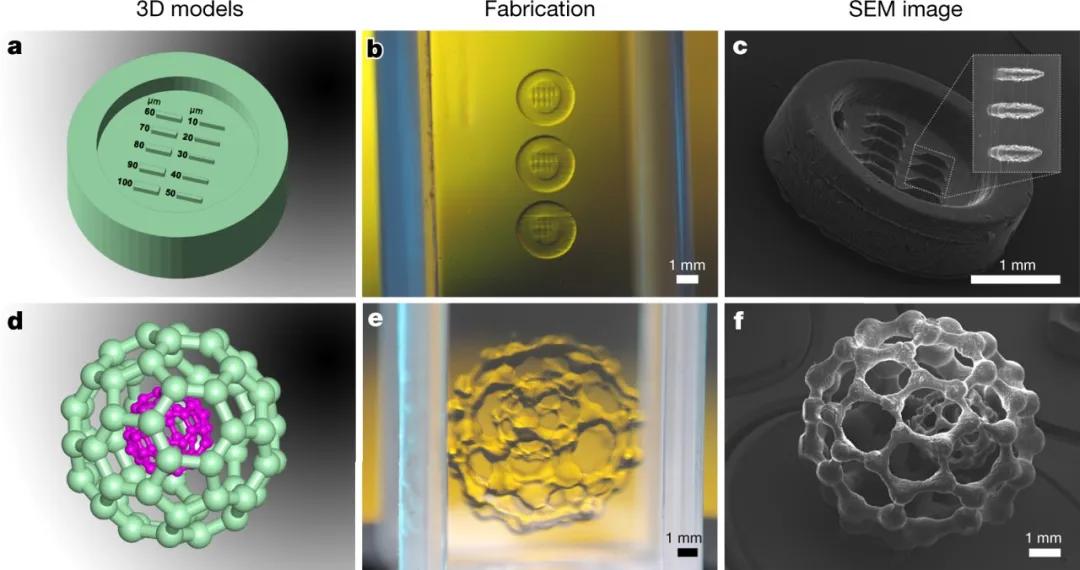
Characterization of high-resolution object features高分辨率打印目标的特征图
由于光敏引发剂的吸收问题,紫外光减弱成为同传统深度的增加成指数增加.这就导致了不均匀的激发和光敏引发轮廓沿着光平面进行.我们将光进行分解和在体积的两侧进行辐照来补偿这一效应.理论分析显示,使用这一叠加态,对体积深度为10cm时,沿着光平面激发的不均匀性不超过13%.
对于激发切片视频成光平面,我们使用一个数字光投影仪,分辨率为3840X2160像素和限制它的输出光谱至瞬间吸收波段来激发光敏引发剂分子.投影的光学器件在光平面的聚焦位置可以实现21μmX21μm像素的分辨率.投影仪的激发确定为215mw每平方厘米,这比紫外光辐射的效率高一个数量级.同单波长初始通道相比较的话,从而有利于DCP的路径.一个线性平台运动树脂容器持续的通过光学仪器来远离投影设备.这样,光纤只通过透明和均匀的树脂区域直达目标体积和不会被散射和发射光所影响或存在部分聚合区域.激光线性轴和投影仪均使用Python编程的系统来进行控制.
体积打印的效率
目前体积打印的效率是双光子固化的10000到100000倍,可以预见的是其速度在使用W级的激光器(本文的实验使用的70mW)之后会显著的增加,器打印精度在10μm之下.
文章来源:Regehly, M., Garmshausen, Y., Reuter, M. et al. Xolography for linear volumetric 3D printing. Nature 588, 620–624 (2020). 返回搜狐,查看更多
责任编辑:














 269
269











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









