







 本文详细介绍了数控铣削加工工艺及编程实例,包括平面外轮廓、内轮廓零件以及孔类零件的加工流程,涵盖工艺方案、程序编制、操作步骤等内容,适合初学者与实践者参考。
本文详细介绍了数控铣削加工工艺及编程实例,包括平面外轮廓、内轮廓零件以及孔类零件的加工流程,涵盖工艺方案、程序编制、操作步骤等内容,适合初学者与实践者参考。
老铁们,今天给你们带来数控铣削加工工艺及编程实例,希望老铁们喜欢
一:典型零件的编程与操作
(1).平面外轮廓零件的编程与操作
平面外轮廓零件如图3-99所示。已知毛坯尺寸为62mm×62mm×21mm的长方料,材料为45钢,按单件生产安排其数控加工工艺,试编写出凸台外轮廓加工程序并利用数控铣床加工出该零件。
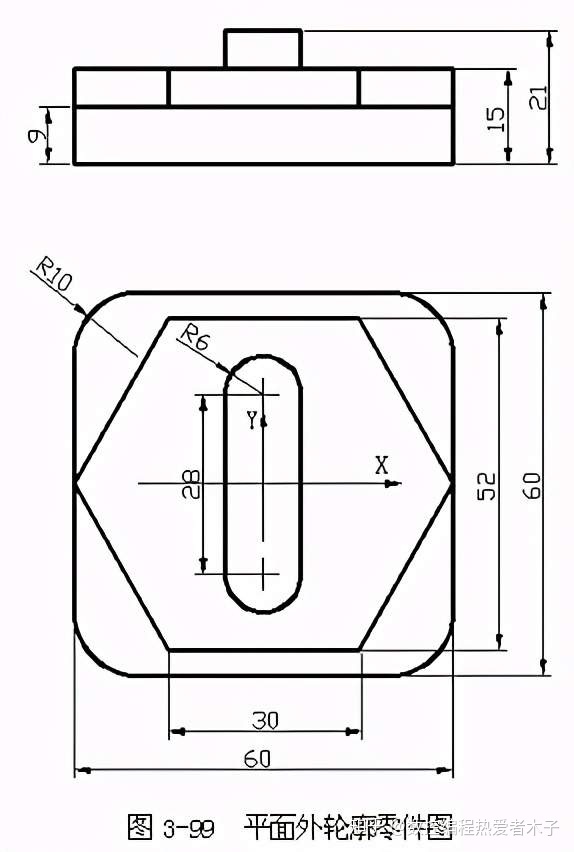
1.加工工艺方案
1)加工工艺路线:
①选择切入、切出方式。考虑刀具的进、退刀路线时,刀具的切出或切入点应在沿零件轮廓的切线上,以保证工件轮廓光滑;应避免在工件轮廓面上垂直上、下刀而划伤工件表面;尽量减少在轮廓加工切削过程中的暂停,以免留下刀痕。
②选择铣削方向。一般情况下尽可能采用顺铣,即外轮廓铣削时宜采用沿工件顺时针方向铣削。
③选择铣削路线。首先粗、精加工环凸台;然后粗、精加工六棱柱凸台;最后掉头,铣削四棱柱台外轮廓。
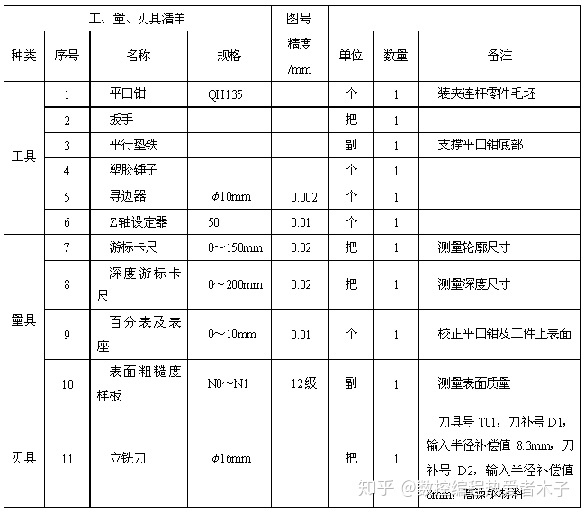
2)工、量、刃具选择:
3)合理选择切削用量:

2.参考程序编制
1)工件坐标系建立:
根据工件坐标系建立原则,在φ40mm圆台中心建立工件坐标系,Z轴原点设在顶面上,圆台中心设为坐标系原点。
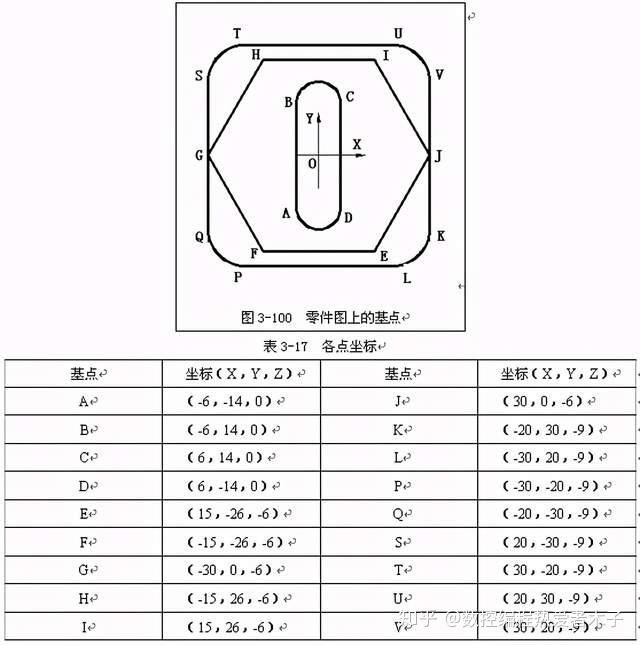
2)基点坐标计算:
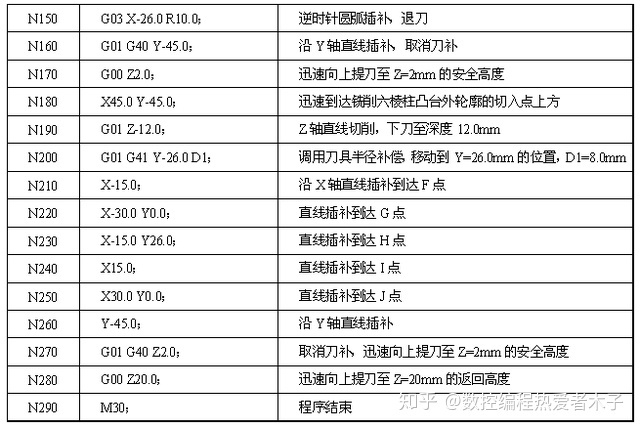
如图3-100所示各基点的坐标值见表3-17。
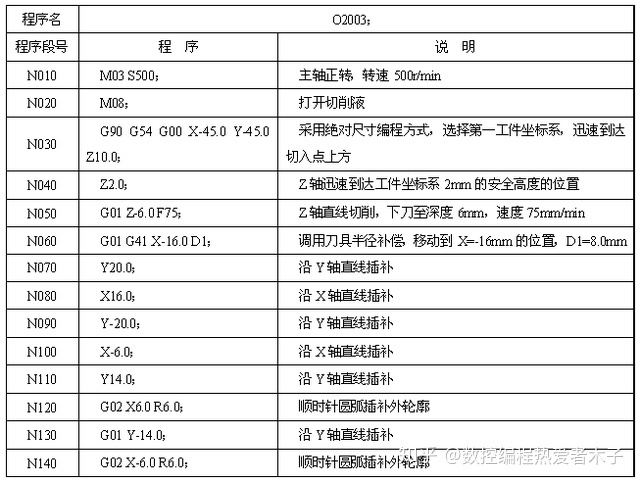
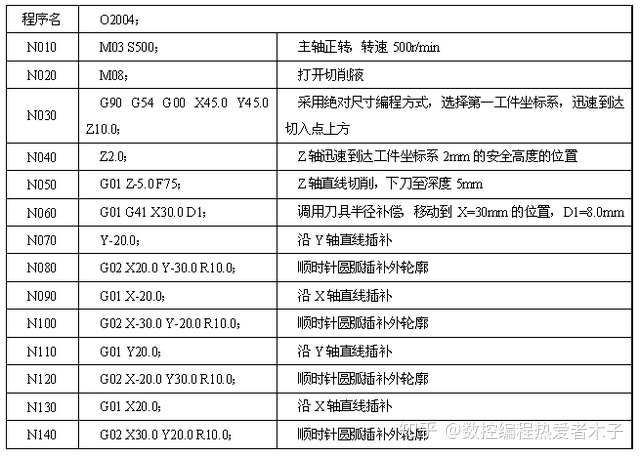
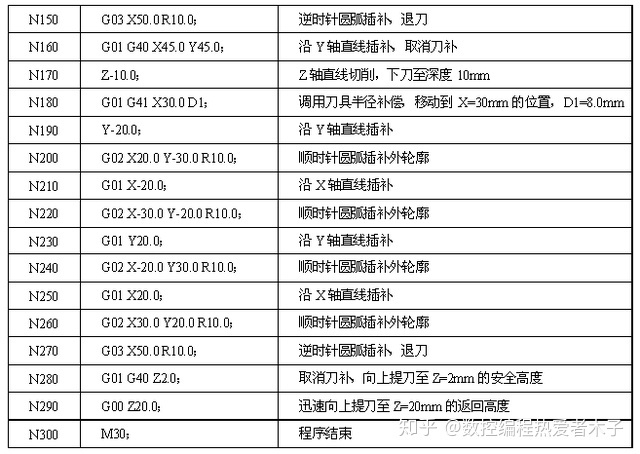
3)参考程序:
3.操作步骤及内容
1)开机。开机,各坐标轴手动回机床原点。
2)刀具安装。根据加工要求选择φ16mm高速钢立铣刀,用弹簧夹头刀柄装夹后将其装上主轴。
3)清洁工作台,安装夹具和工件。将机用虎钳清理干净装在干净的工作台上,通过百分表找正,再将工件装正在机用虎钳上。
4)对刀设定工件坐标系。首先用寻边器对刀,确定X、Y向的零偏值,将X、Y向的零偏值输入到工件坐标系G54中;然后将加工所用刀具装上主轴,再将Z轴设定器安放在工件的上表面上,确定Z向的零偏值,输入到工件坐标系G
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 3570
3570

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









