






 本文介绍了拼块式弹压卸料板,其由多块拼合而成并固定。弹压卸料装置包括卸料板、螺钉和弹簧,常用弹性元件有强力弹簧等。还介绍了多工位级进模中卸料螺钉的安装类型,如外螺纹式、内螺纹式、套装式、挂钩式等,以及各自特点和适用场景。
本文介绍了拼块式弹压卸料板,其由多块拼合而成并固定。弹压卸料装置包括卸料板、螺钉和弹簧,常用弹性元件有强力弹簧等。还介绍了多工位级进模中卸料螺钉的安装类型,如外螺纹式、内螺纹式、套装式、挂钩式等,以及各自特点和适用场景。

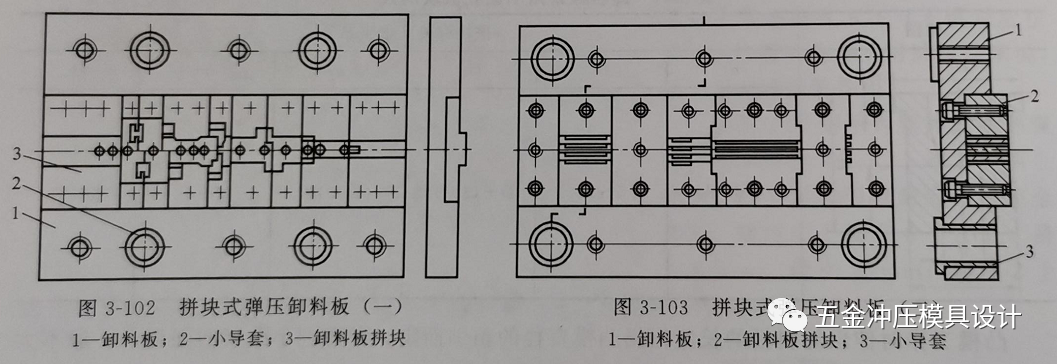
如图3102和图3-103所示为拼块式弹压卸料板。图3-102中件3为卸料板的工作部分,它由9块拼合而成,每一小块采用合金工具钢、淬硬处理经磨削等精加工制成,然后拼合固定到卸料座板上成一整体。如图3-103所示拼块式弹压卸料板由大小共18块拼块拼合而成,然后用螺钉、圆柱销与卸料板基体固定成一体。
③弹压卸料装置的安装形式弹压 卸料装置包括卸料板、卸料螺钉和卸料弹簧。卸料弹簧是弹压卸料用弹性元件的习惯称呼,多工位高速冲压级进模常用的弹性元件为强力弹簧、碟形弹簧和聚氨酯橡胶等。它们都可以作为卸料弹簧使用。
弹压卸料装置的安装是指如何通过卸料螺钉的合理分布及采用合适的弹性元件将卸料板吊装在上模,保持与凸模固定板之间有一定空间,实现弹压卸料板稳定的压料、护理(指保护和引导小凸模不变形)、卸料的综合作用。为达到这个目的,卸料螺钉必须对称分布,合理安排位置,同时要求控制其工作长度在同一副模具内严格一致。故卸料螺钉对卸料板来说又起到限位的作用。
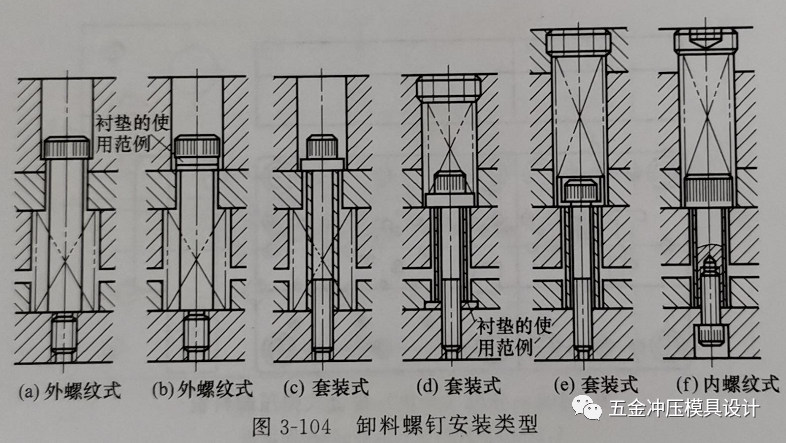
在多工位级进模中,常采用的卸料螺钉安装类型有:外螺纹固定式、内螺纹固定式和套装式三种,如图3-104所示。还有用挂钩限位代替卸料螺钉的,下面分别加以介绍。
a.外螺纹式外螺纹卸料螺钉固定式是 指弹压卸料板的安装空间位置通过卸料螺钉轴长L的精度保证,如图3-105所示。普通级进模中,卸料螺钉轴的台阶长L精度一般应控制在士0.1mm,高的L士0.05mm。
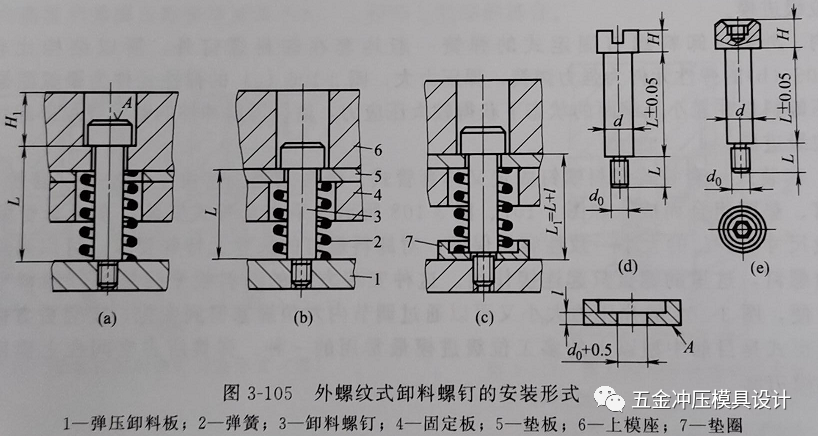
如图3-105 (a)、(b) 所示为最早使用的一种卸料螺钉安装方式,即弹簧套在卸料螺钉外,卸料螺钉[常用柱头如图3-105 (d)和内六角如图3-105 (e)所示两种]的长度靠台阶尺寸L保证,为了使卸料板装配后保持平行,在一-副模具内,所有的卸料螺钉长L必须严格一致,否则安装后不能保持卸料板平行,引起不平衡卸料,这样最容易损坏小凸模。同时当采用图3-105 (a) 结构时,上模座上的卸料螺钉头扩孔深度H1要保持- -致:还要有足够深度,当卸料板被压缩后,卸料螺钉头的顶端A面必须低于上模座上平面,这样才能安全使用。此结构简单、紧凑,故在卸料板活动量较小、工位数不多、冲速低的级进模中仍被常用。
如图3-105 (c)所示是在卸料螺钉与卸料板连接处增加了一个垫圈7,每当刃磨凸模时,可将垫圈A面磨去同一高度。能做到冲裁凸模底面与卸料板下平面保持一-定差值不变。而用图3-105 (a)、(b) 结构,当冲裁凸模刃磨后,为了保持刃磨后的凸模底面与卸料板下平面差值不变,去修理卸料螺钉的L尺寸比较困难。可以通过卸料螺钉头下垫上垫圈满足要求[图3-104 (b)]。
b.内螺纹式 内螺纹卸料螺钉固定式是指卸料螺钉是由带内螺纹的卸料螺柱和一个内六角螺钉组合而成,如图3-106所示介绍了三种内螺纹式示例。
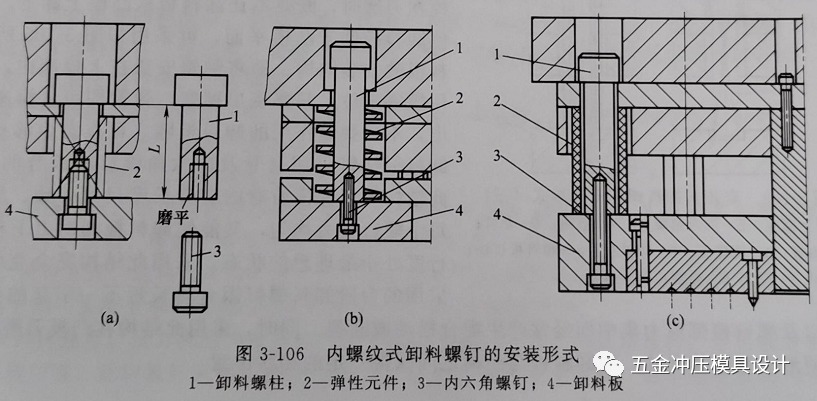
内螺纹卸料螺钉固定式为外螺纹式的改进,其特点是螺柱的长度L可以通过磨削便于控制。当冲裁凸模刃磨后,可以方便地对卸料螺柱底面磨去同样的量值,能保证卸料板的压料面与冲裁凸模工作端面间相对位置不会改变。因此,内螺纹式卸料螺钉的安装方法适合要求高的多工位级进模。
内、外螺纹卸料螺钉固定式的弹簧一般均套在卸料螺钉外,所以结构比较紧凑。图3-106 (b)的弹性元件为强力弹簧,弹压力大;图3-106 (c)的弹性元件为聚氨酯橡胶,能使弹压卸料板在较小压缩距的状态下获得较大压应力,适合薄料冲件的整形或局部起伏成形的多工位级进模。
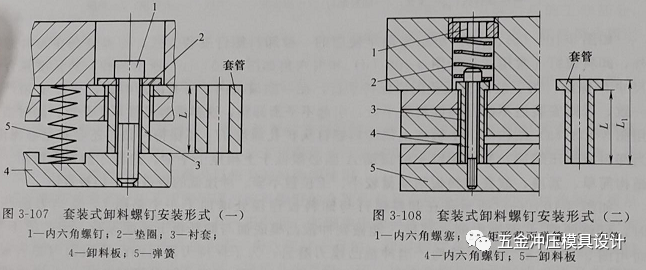
c.套装式套装式卸料螺钉固定又称套管式、组合式等。它由主体衬套(套管)、内六角螺钉、垫圈组合而成。如图3- 107、图3-108所示为采用套管式安装,多个套管可放在一起磨成尺寸L,L的大小--致性容易保证,对卸料螺钉的尺寸无特殊要求,可以采用通用的内六角螺钉,这里的螺钉只起连接作用。这种安装方式的卸料板平行度好,卸料平稳,安装较方便,图3-108 的弹压力大小又可以通过调节内六角螺塞得到变化,安装更方便,故此类安装形式是目前中型以上的多工位级进模最常用的一种。弹簧所占空间在上模座内,有
利于凸模刃磨。
高精度的卸料板与各凸模的配合间隙往往仅有0. 005mm,所以安装卸料板是件麻烦的事。-般情况下,尽可能不把卸料板从凸模上卸下,考虑到凸模在刃磨时,既要不让卸料板从凸模上卸下,又要使卸料板低于凸模平面,可采用如图3-109所示卸料板的安装结构。即将弹簧安置在上模座内,然后用螺塞限位,只要旋出螺塞,弹簧即可从模座内取出,不受弹簧作用的卸料板随之可以自由移动。而卸料板螺钉采用套管及内六角螺钉相组合的形式,此结构可以保证所有的套管长度尺寸- - 致,从而使每个螺钉受力均匀,又能使卸料板相对上下模的平行度处于最理想的状态。采用此结构完全克服传统采用的台阶卸料螺钉因台阶长短不一引起的受力不匀,以及螺钉根部应力集中而经常产生配合松动或断裂。同时,采用此结构在凸模刃磨后,可以方便地修磨套管尺寸,使卸料板与凸模之间保持一定的相对位置。
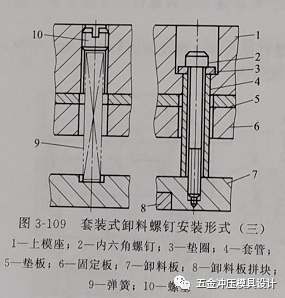
如图3-110所示为卸料螺钉安装的又一种形式。其主要特点同图3-109结构,不同之处是套管与卸料板之间增加了一- 个垫块,当凸模刃磨后,只需修磨垫块厚度就可保持卸料板的相对位置:还有弹簧直接安置在上模座内,弹压力的大小靠调节螺塞位置得到,此结构一般用于弹簧的自由高度和弹簀压缩变形量都不大,上模座又较厚的场合。
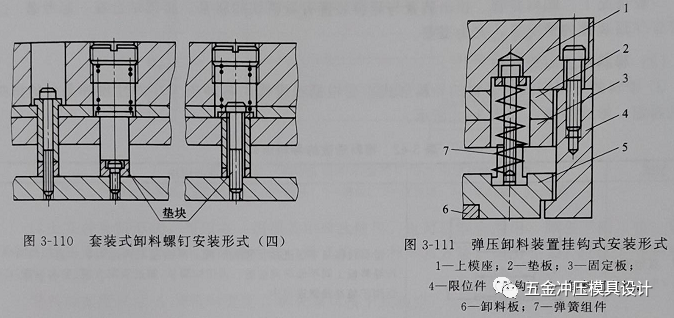
d.挂钩式安装形式不用卸料螺钉, 用挂钩将卸料板安装在上模上,如图3-111所示。它是将已组装好的并有预压力的矩形断面强力弹簧放在上模座与卸料固定板的沉孔中,利用挂钩(至少两件或两件以上)将卸料固定板台阶钩住,通过内六角螺钉与上模座连接固定。这样能保证卸料板绝对平稳,也省去钳工装弹簧的麻烦,矩形弹簧承受负荷的能力比圆钢丝弹簧大几倍,且缩小了空间体积,结构紧凑。
挂钩式安装卸料板适用于比较大而要求高的多工位级进模,如空调翅件模、插针多工位级进模等。
(免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删除。)


















 2720
2720

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









