







G01 直线插补1. 格式G01 X(U)_ Z(W)_ F_ ;直线插补以直线方式和命令给定的移动速率从当前位置移动到命令位置。
X, Z: 要求移动到的位置的绝对坐标值。U,W: 要求移动到的位置的增量坐标值。
2. 举例
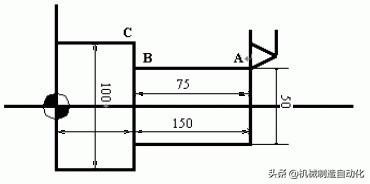
① 绝对坐标程序 G01 X50. Z75. F0.2 ;X100.; ② 增量坐标程序G01 U0.0 W-75. F0.2 ;U50.
G02/G03 圆弧插补 (G02, G03)1. 格式G02(G03) X(U)__Z(W)__I__K__F__ ;G02(G03) X(U)__Z(W)__R__F__ ;
G02 – 顺时钟 (CW)G03 – 逆时钟 (CCW)X, Z –在坐标系里的终点U, W – 起点与终点之间的距离I, K – 从起点到中心点的矢量 (半径值)R – 圆弧范围 (最大180 度)。
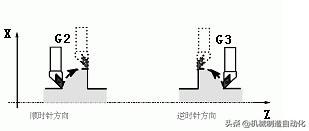
2. 举例
① 绝对坐标系程序G02 X100. Z90. I50. K0. F0.2或G02 X100. Z90. R50. F02;② 增量坐标系程序G02 U20. W-30. I50. K0. F0.2;或G02 U20. W-30. R50. F0.2;
G30 第二原点返回 (G30)坐标系能够用第二原点功能来设置。1. 用参数 (a, b) 设置刀具起点的坐标值。点 “a” 和 “b” 是机床原点与起刀点之间的距离。2. 在编程时用 G30 命令代替 G50 设置坐标系。3. 在执行了第一原点返回之后,不论刀具实际位置在那里,碰到这个命令时刀具便移到第二原点。4. 更换刀具也是在第二原点进行的。G32 切螺纹 (G32)1. 格式G32 X(U)__Z(W)__F__ ;G32 X(U)__Z(W)__E__ ;F –螺纹导程设置E –螺距 (毫米)在编制切螺纹程序时应当带主轴转速RPM 均匀控制的功能 (G97),并且要考虑螺纹部分的某些特性。在螺纹切削方式下移动速率控制和主轴速率控制功能将被忽略。而且在送进保持按钮起作用时,其移动进程在完成一个切削循环后就停止了。2. 举例
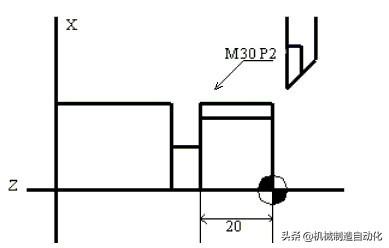
G00 X29.4; (1循环切削)G32 Z-23. F0.2;
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 1万+
1万+











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









