







 本文详细介绍了6σ公差分析法,包括定义、计算实例、要点及运用注意事项。通过实例展示了如何进行公差分析,强调了在实际应用中对制程控制的重要性,并提到了6σ法在不同公差分布形态下的处理。此外,还探讨了6σ公差分析法与其他方法的比较,以及在质量管理中的实践建议。
本文详细介绍了6σ公差分析法,包括定义、计算实例、要点及运用注意事项。通过实例展示了如何进行公差分析,强调了在实际应用中对制程控制的重要性,并提到了6σ法在不同公差分布形态下的处理。此外,还探讨了6σ公差分析法与其他方法的比较,以及在质量管理中的实践建议。
本章目的:了解6σ公差分析法,运用6σ公差分析法;
1.定义:
6σ公差分析法:6σ公差分析法是统计公差法的一种,是将尺寸链内尺寸的不同制程能力考虑在内,通过优化尺寸链公差参数达到目标尺寸为6σ的方法。
//良品率未必一定是6σ,符合公司要求合适的良品率即可。
从均方根章节中知道,均方根法假设制程能力是相同的。
但在实际当中,更加有可能的是,用来公差叠加分析的特征制程,通常都没有控制在同一个等级。公差分析里面的公差很可能是有几个是±2σ,有几个是±3σ。
6σ公差分析法,其就允许每个组中的零部件有不同的制程水平,甚至是不同的公差分布型态。
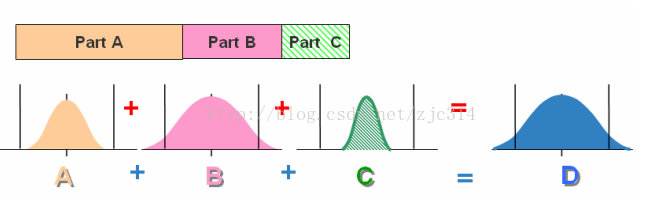
不同的制程水平:即拥有不同的Ca及Cp。
不同的不同的公差分布型态:如下小结所示。
1.1 各种公差分布的形态
公差分布型态(Tolerance Distribution)不只是一种。如下图所示:
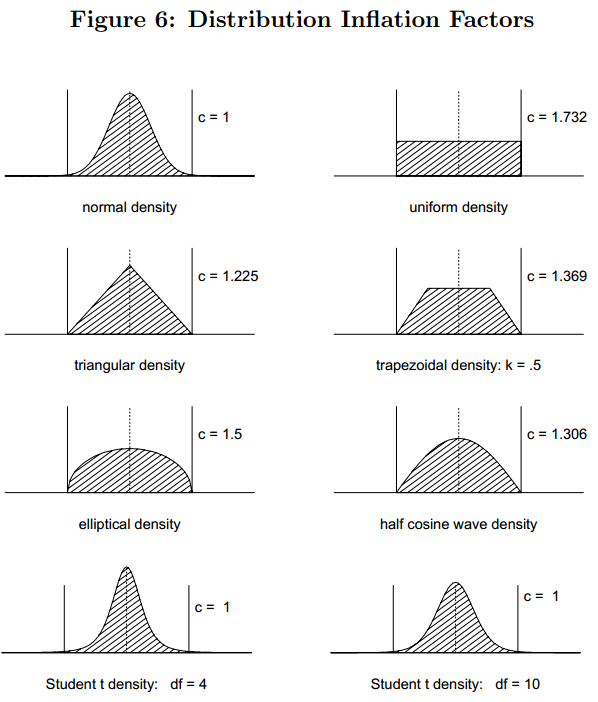
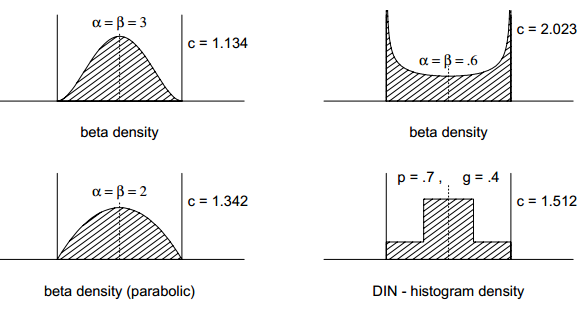
图1为正态分布(或称之为常态分布),图2为均匀分布。这两种比较常用。
//以前作者关于公差分布型态有些写错了,请注意。作者以前一直以为均匀分布等有规律的公差分布形态就是正态分布的一种。虽然说不是不能这么看,但不对。
1.2 计算公式
暂无。
其公式推演如下:
公式推演有助于了解方法本质,但缺少合适的6σ公差分析法的公式及推演,以后再写!!!
//作者暂时也找不到比较清晰明确的。
2.6σ公差分析法计算实例
题目:
A尺寸的值和公差为54.00±0.20,cp为1,cpk为0.75;
B为12.00±0.10,C为13.00±0.10,D为16.00±0.15,E为12.50±0.10,四个零件的cp为1.33.cpk为1;
五个零件的公差分布模型均为normal;
间隙Gap的要求为,0≤Gap≤1。
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 4348
4348

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









