







随着大功率电子元件对PCB散热能力的要求越来越高,市场对金属基板的需求也是水涨船高,同时对铜基板产品也提出了更高的加工要求。尤其是钻孔方面,越来越多的铜基板要求钻0.5mm以下的通孔,若按常规钻孔方式加工极易出现断刀报废的情况。本文将通过对铜基板钻孔机理的研究,提出一些改善钻孔工艺的方案,从而提升铜基板小孔的加工良率。
铜基板钻孔加工的难点分析由于客户对散热或制板的需求较为多样,市面上用于铜基板的铜材料也有多种,而不同种类的铜基板其硬度也不一样。目前主流的铜基板所用材料为铜含量较高的紫铜,紫铜的特点是塑性较好以及强度、硬度稍低,其散热性能是各类铜基板中最好的。从PCB钻孔加工的角度来看,铜块同时兼有“硬”和“软”两方面的特点[1]。一方面铜块比FR-4等有机材料或有机复合材料硬很多,钻刀加工时切削难度大大增加,容易磨损过度导致断刀;另一方面铜块具有一定塑性,钻孔过程可能会使铜屑粘附刀头,如下图1所示,容易出现切屑不良导致断刀。尤其当钻孔的刀径小于0.7mm时,能承受的横向切削力和轴向力都很有限,褪屑能力又很弱,这对钻孔的挑战非常大。
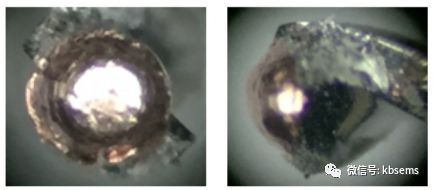
图1 钻头粘铜
钻头的选择上述展示当前铜基板小孔加工过程中存在的几个主要问题:磨损大、易断刀、散热难。尽管这些问题令人头疼,但通过选择适当的钻头却能够有效地缓解这些状况,从而改善铜基板钻小孔的方方面面。
✪ 钻刀易磨损问题的解决方案
首先是磨损大的问题,从硬度的角度来看,铜块比常规的板材要硬得多,这就决定了同样的钻刀对这些材料加工,必然是硬的铜块对钻刀磨损较大。为了提升钻刀的寿命,这就需要强化钻刀的耐磨损性能。现有的高速钢或硬质合金钻刀,尽管硬度偏低,然而其材质强度已经很高,具有良好的机械加工性能。因此在提升耐磨度这方面,业界的普遍做法并非更换钻刀材质,而是在现有钻刀上增加涂层[2],从而达到
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章















 1879
1879











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









