






 本文介绍了如何利用Abaqus进行金属切削模拟的另一种方法,通过在切屑附近将工件一分为二并定义破坏准则,模拟切削过程中锯齿状切屑的形成及其对刀具的热冲击。模型设置了不同材料属性,分析步选择显式动力学,边界条件包括固定约束和刀具速度。结果分析显示了切屑的应力分布和断裂过程,这种方法还可扩展模拟其他切削现象。
本文介绍了如何利用Abaqus进行金属切削模拟的另一种方法,通过在切屑附近将工件一分为二并定义破坏准则,模拟切削过程中锯齿状切屑的形成及其对刀具的热冲击。模型设置了不同材料属性,分析步选择显式动力学,边界条件包括固定约束和刀具速度。结果分析显示了切屑的应力分布和断裂过程,这种方法还可扩展模拟其他切削现象。
原标题:教你如何用Abaqus模拟金属切削(二)
通过前一次的介绍,相信大家已经熟悉了利用Abaqus软件结合自适应网格技术模拟金属切削的分析过程,下面将借助简单案例介绍另一种切削模拟方法,即在切屑附近将工件一分为二,两部分的材料属性基本一致,唯一的区别在于需要对切屑部分定义破坏准则。这种方法可以模拟切削过程中形成的锯齿状的切屑,这种形状切屑的产生使得切削力发生波动的同时产生对刀具的热冲击。
1. 问题描述
(1)模型介绍
该模型中的刀具和工件均采用二维平面单元,相应的形状和尺寸如图1和图2所示;刀具切削速度为0.05m/s,切削厚度为0.00009m。
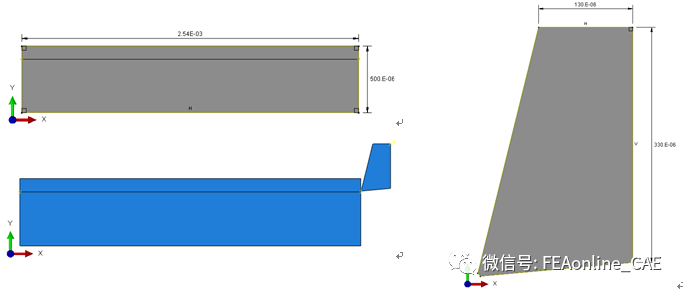
图1 工件及装配模型 图2 刀具模型
(2)材料属性
该分析模型共包含三种材料属性,材料一对应于工件基体(分割线下侧)、材料二对应于切屑(分割线上侧),材料三对应于刀具,其中材料与材料的各项参数基本一致,唯一的区别在于材料二需定义破坏准则,各材料的具体参数和设置方法如下图所示。
材料一:
密度(Density):4430Kg/m3
弹性模量(Young’sModulus):1.1E11Pa
泊松比(Poisson’sRatio):0.33
热膨胀系数(ExpansionCoeff alpha):9E-6/℃
热传导率(Conductivity):6.6W/m·K
比热容(SpecificHeat):670J/(Kg·℃)
非弹性热系数(InelasticHeat Fraction):0.9
塑性参数设置如下图所示。
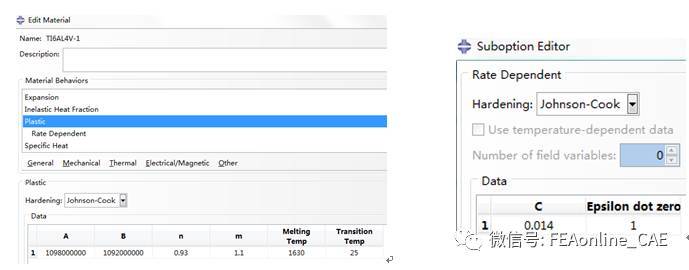
图3 塑性参数
材料二:(此处只给出破坏准则的设置方法,其余参数与材料一相同)
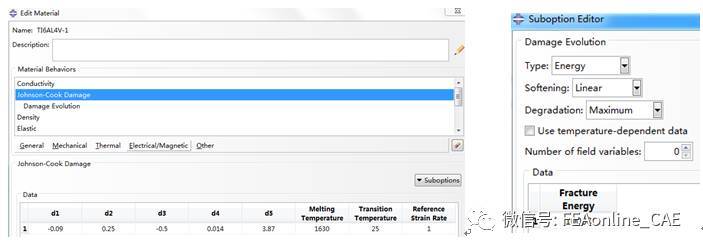
图4 破坏准则
材料三:
密度(Density):15700Kg/m3
弹性模量(Young’sModulus):7.05E11Pa
泊松比(Poisson’sRatio):0.23
热膨胀系数(ExpansionCoeff alpha):5E-6/℃
热传导率(Conductivity):24W/m·K
比热容(SpecificHeat):178J/(Kg·℃)
非弹性热系数(InelasticHeat Fraction):0.9
(3)分析步设置
分析步选择显式动力学(Dynamic,Explicit),求解时间为1E-5s。
(4)边界条件
对工件基体部分的左侧、右侧和下侧定义固定约束,将刀具设为离散刚体,对与其相关联的参考点的定义沿切削方向的速度0.05m/s,并将其余方向速度设为0。
在前一次介绍的采用自适应网格技术模拟切削的过程中,只有工件表面网格与刀具接触,而在该分析模型中采用的是破坏与失效的技术,因此工件的所有单元与刀具间均要建立接触关系,摩擦系数应根据实际工况设置,这里设为0.4。
2. 结果分析
求解完成后,可以通过后处理模块查看各时刻工件的应力分布及其他所需的输出结果。
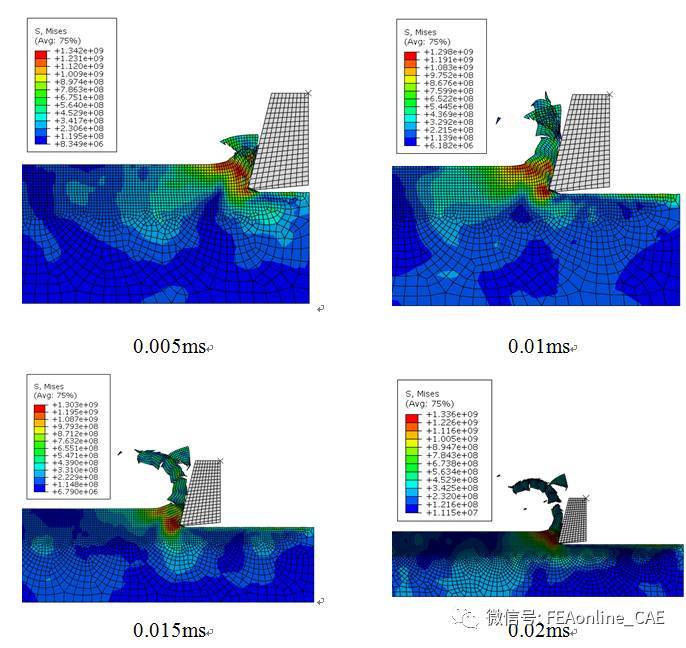
图5 Mises应力云图
3. 小结
运用这种方法模拟切削过程,可以观察到切屑的断裂和飞出;此外,若将在此方法的基础上进行适当的调整,还可以实现切削过程中其它现象(如绝热剪切带)的模拟。返回搜狐,查看更多
责任编辑:

















 1649
1649

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









