







 本文详细介绍了FANUC系统下圆盘式刀库的换刀动作,包括自动和手动换刀操作步骤,换刀点的调整方法,以及处理换刀错误的策略。在自动换刀时,系统会执行一系列检测和动作;手动换刀需谨慎,以防机床损坏。同时,文中提供了刀库回零和刀盘旋转不到位的解决方案。
本文详细介绍了FANUC系统下圆盘式刀库的换刀动作,包括自动和手动换刀操作步骤,换刀点的调整方法,以及处理换刀错误的策略。在自动换刀时,系统会执行一系列检测和动作;手动换刀需谨慎,以防机床损坏。同时,文中提供了刀库回零和刀盘旋转不到位的解决方案。
一、圆盘式刀库换刀动作
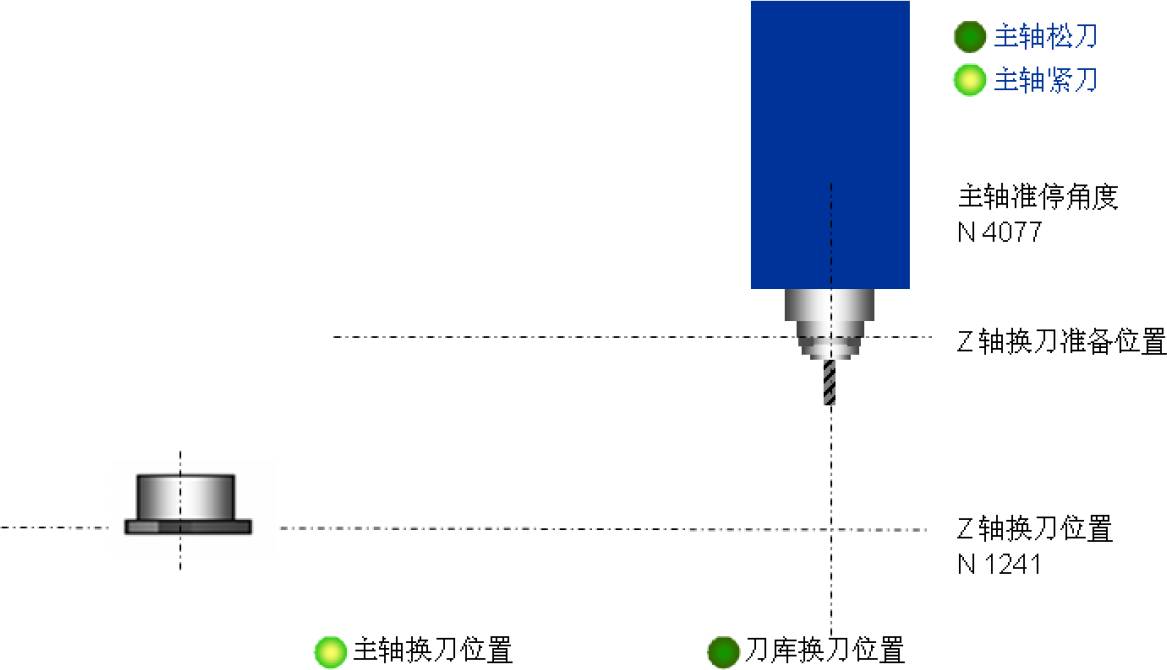
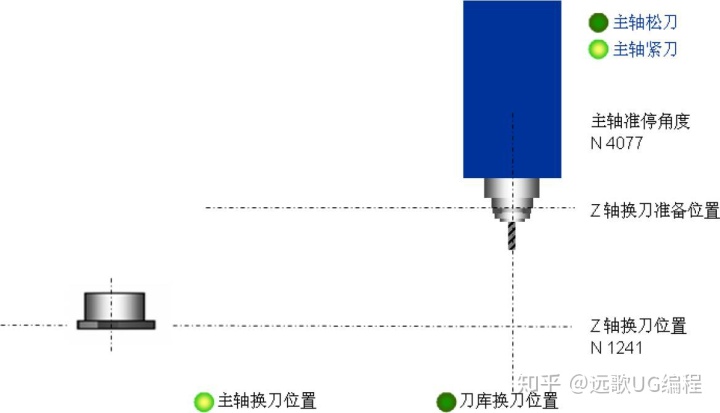
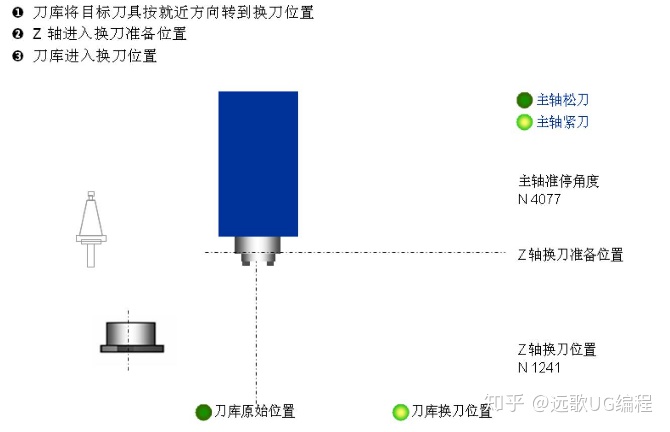
当操作者在自动方式下执行换刀指令时,此时系统将会取消刀具补偿、关闭冷却液、取消高速高精度加工等命令,主轴定向,检测机械手的0度到位信号、刹车信号、扣刀信号、刀套水平信号,主轴卡刀信号、计数器信号均为正常时,系统会执行换刀动作,否则会出现报警信息,提示操作者,换刀条件不满足,不能执行换刀动作。首先系统会根据就近原则选刀,刀盘旋转到目标刀号,、刀套垂直电磁阀吸合,系统检测到刀套向下到位信号满足时,Z轴将抬起到换刀点(即第二参考点),机械手旋转到扣刀位置,系统检测到刹车到位信号和扣刀到位信号后,主轴执行松刀动作,此时刀具会被安全夹在机械手臂上,并吹气,目的是吹掉刀具上的水和灰尘,防止刀具装进主轴后,损坏主轴,系统检测到刀具松开到位信号后,机械手旋转180度,将主轴上和刀套上的刀具进行互换,主轴卡紧刀具,系统检测到刀具卡紧到位信号时,机械手旋转到到0度,刀套向上电磁阀吸合,刀套向上水平,主轴上的刀具现在已经放到了刀库里,从刀库里取出的刀具也卡在主轴上,系统检测到刀套向上退到位信号和刀具已经卡紧的信号,系统会自动将用户所编辑程序的大部分模态指令恢复,完成整个还刀取刀动作。详细过程看以下图解:
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 7856
7856

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









