






#西门子#V90#PN通讯
0:准备:
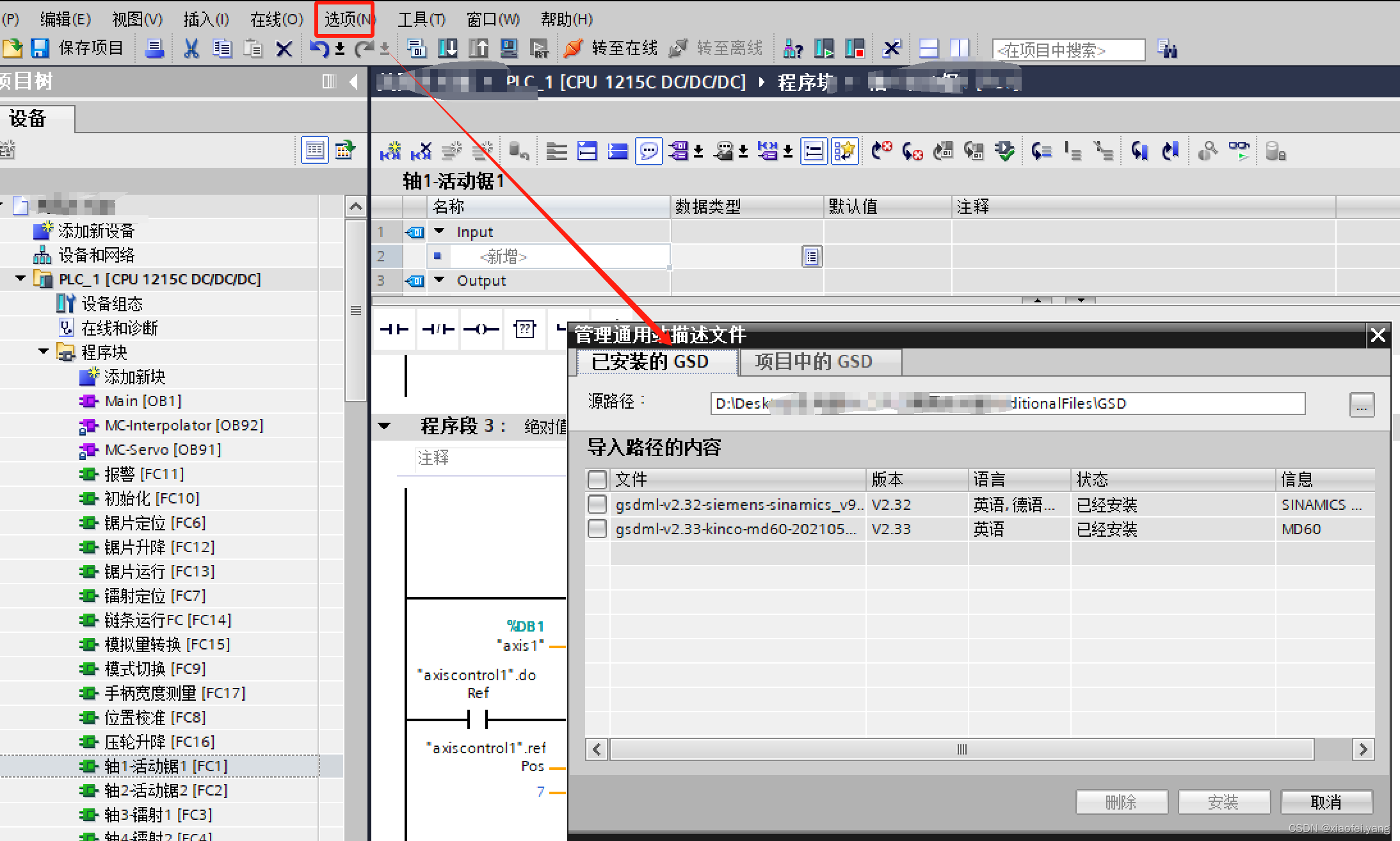
向厂家索要GSD文件,PN的描述文件
编程电脑中,添加GSD描述文件
一:硬件组态
1- 博图V18内,设备组态,网络视图中,拖入V90以及MD60伺服,并与PLC创建连接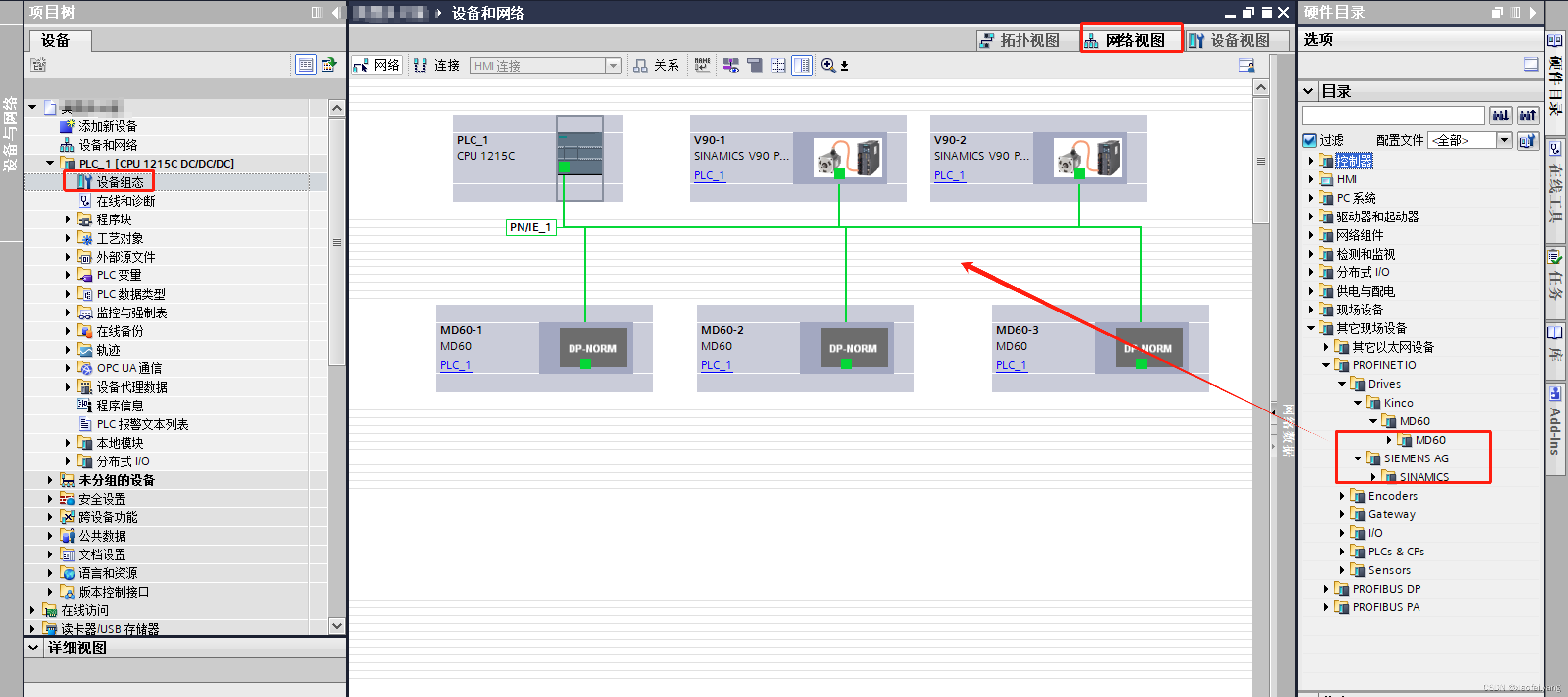
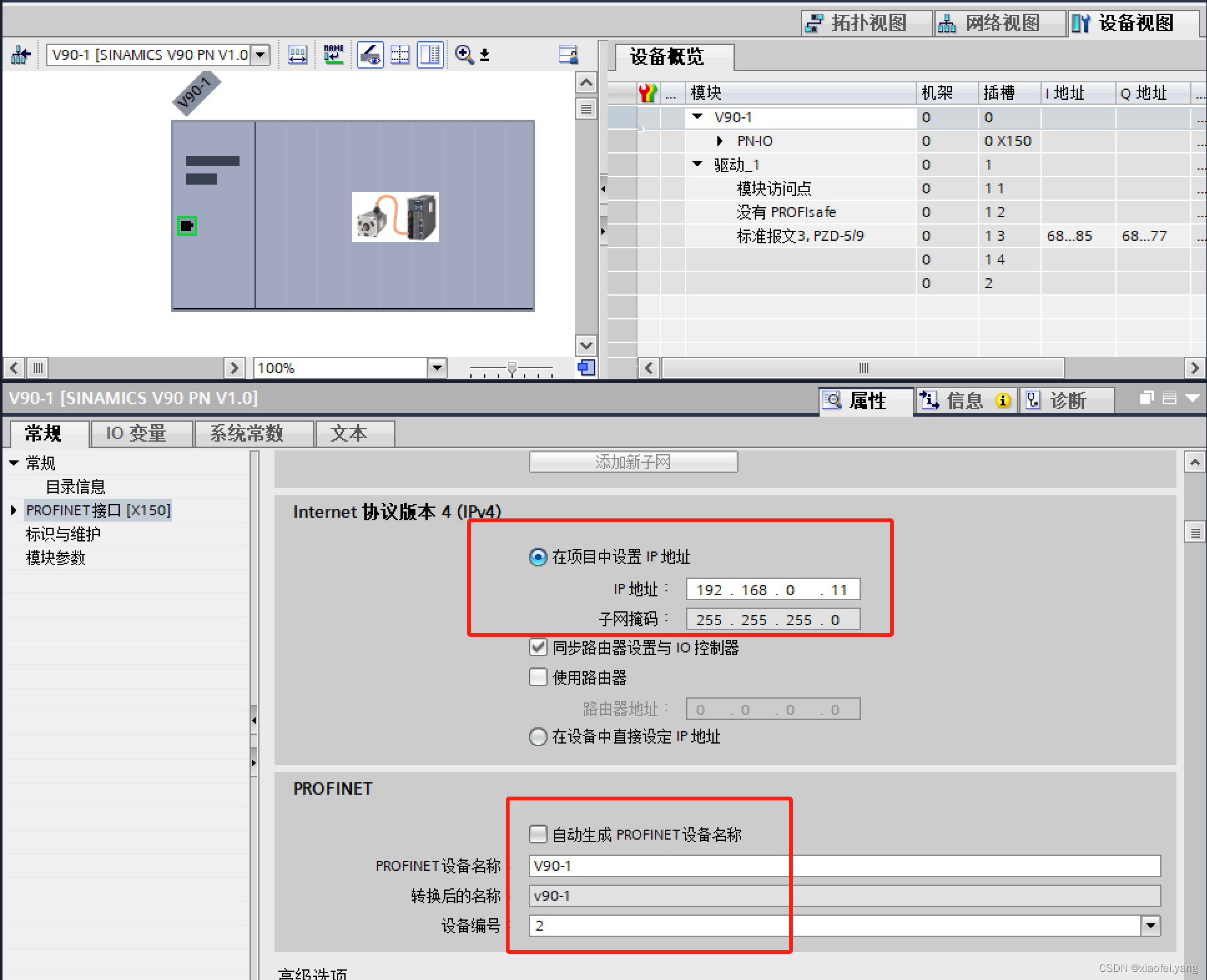
2- 双击单个IO设备,修改IP地址以及profinet设备名称
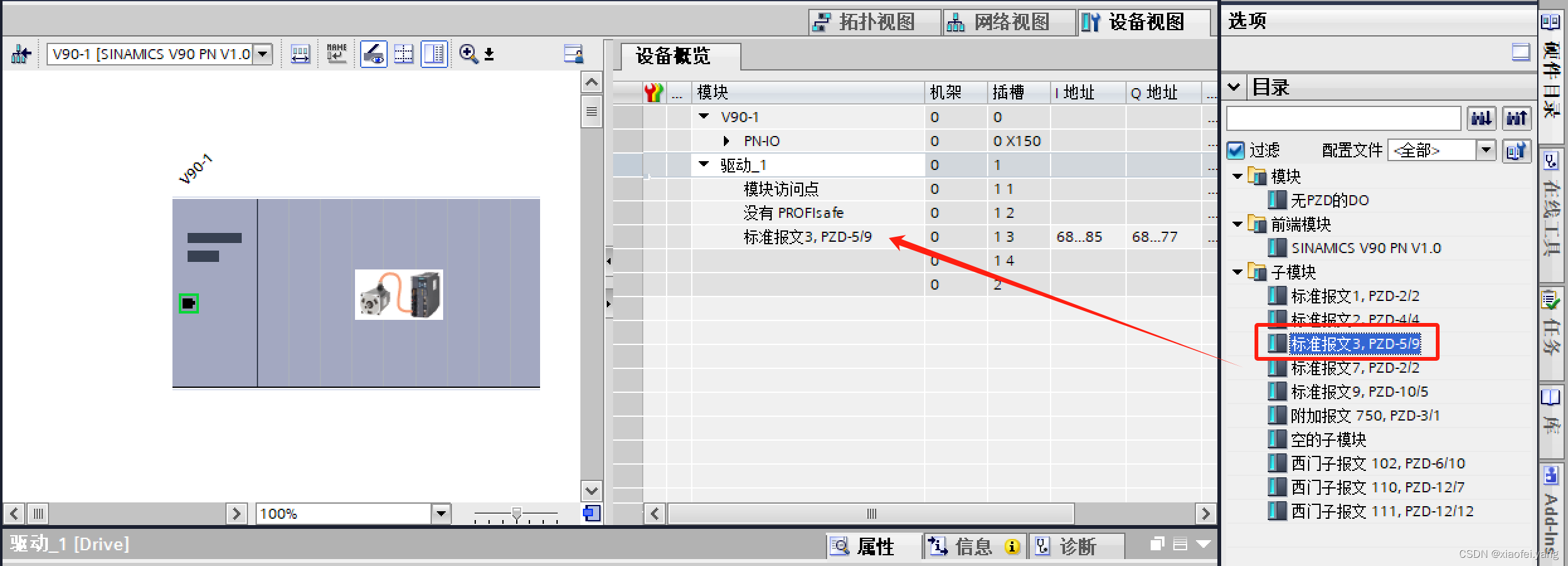
3- 双击打开V90 ,添加需要的报文,这里采用工艺对象的方式编程,选择标准报文3
4- 双击打开MD60,第一次无法直接添加报文,需要先拖拽一个profidrive module,步科也支持报文3
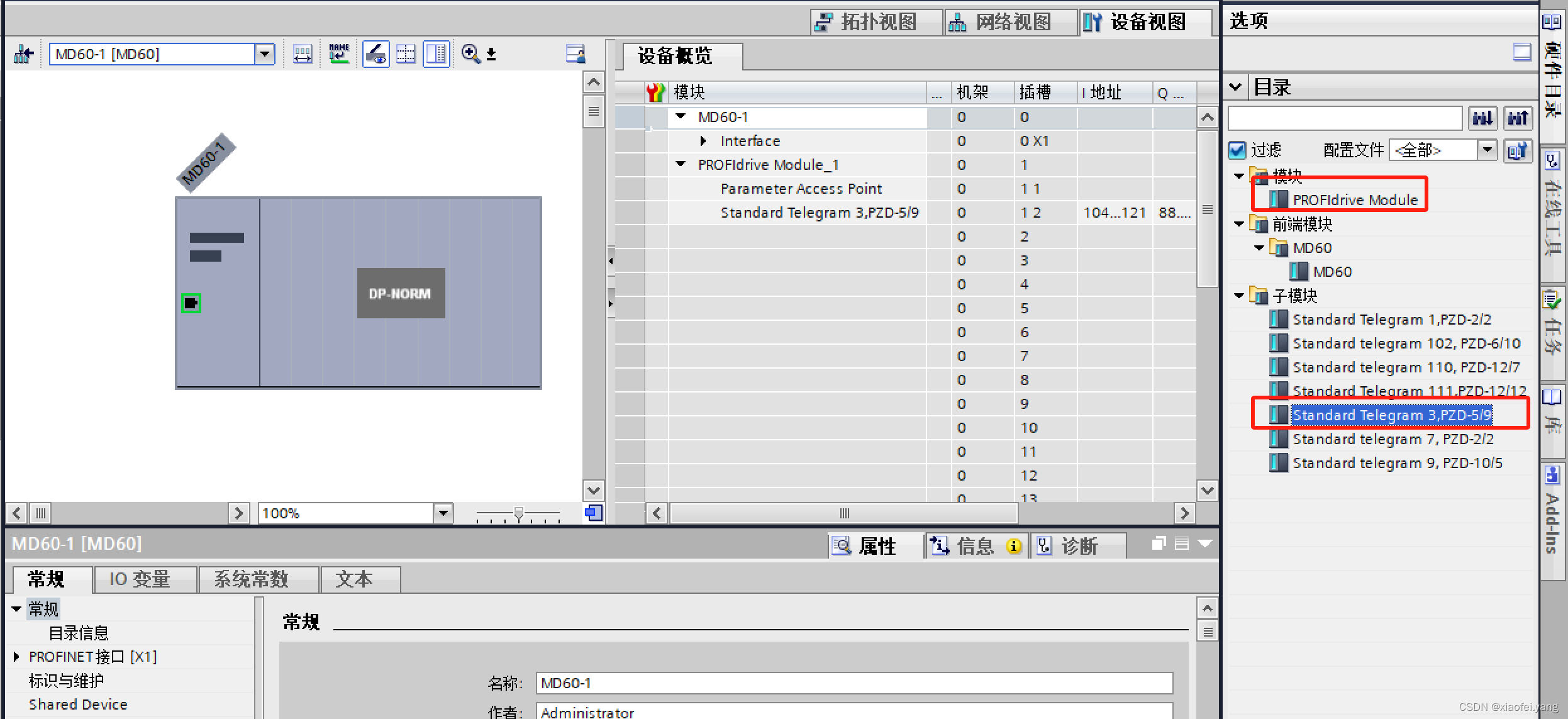
以上硬件组态上完成,主要是gsd文件导入后,添加硬件,建立连接,修改ip和profinet名称,添加报文
二:在线修改
在线访问中,找到对应的网卡,以及下面扫描到的设备,可以在线修改ip地址和profinet名称,注意一定要和组态中的完全一致

三, V-assistant 软件,修改V90伺服参数
工作模式选择 ,速度模式(如果用FB284 111报文,则选择epos模式)
修改报文3
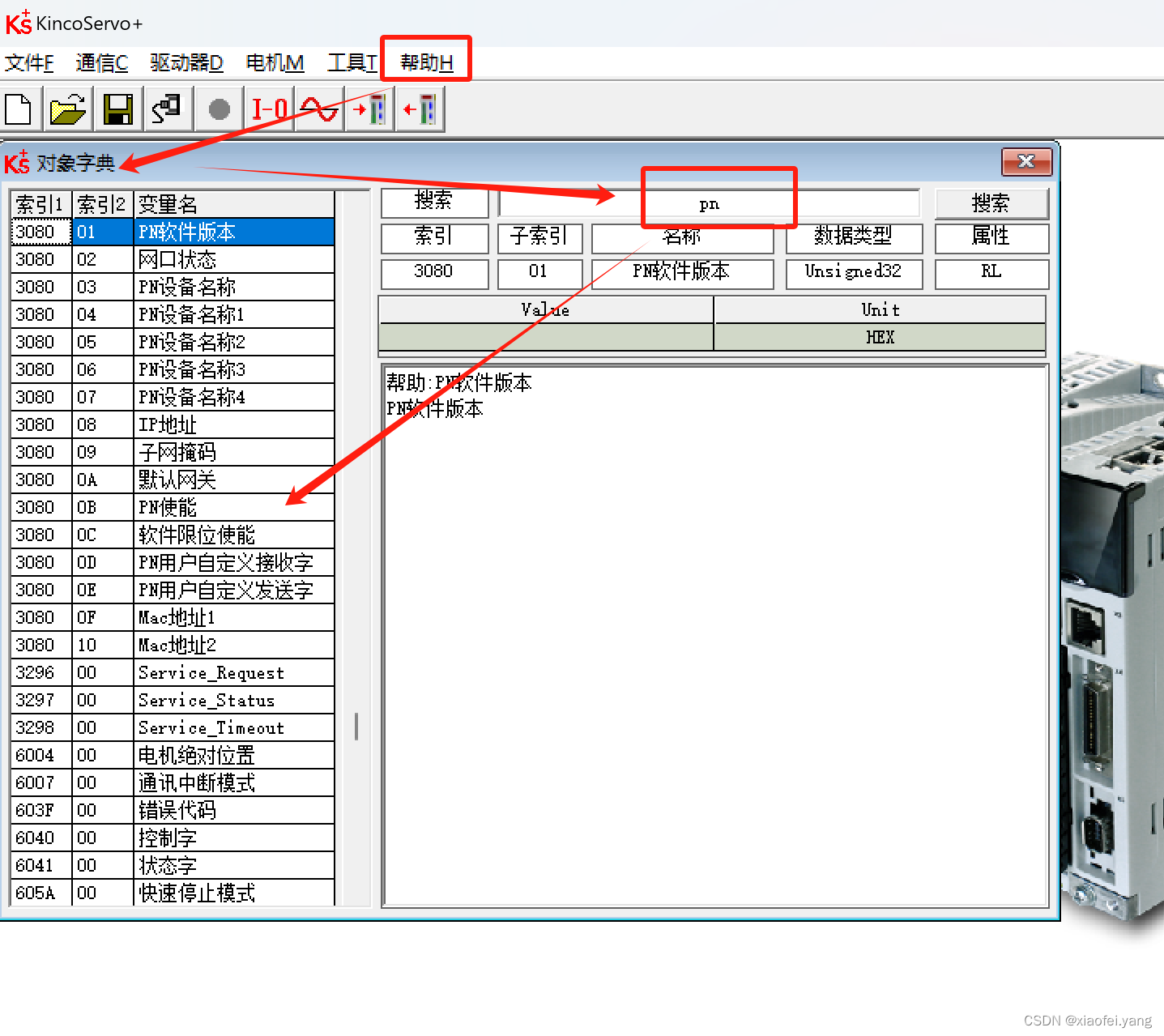
四,步科伺服软件连接,找到帮助->对象字典->搜索PN->找到PN使能设为1
五- 在博图v18中,添加工艺轴- v90轴
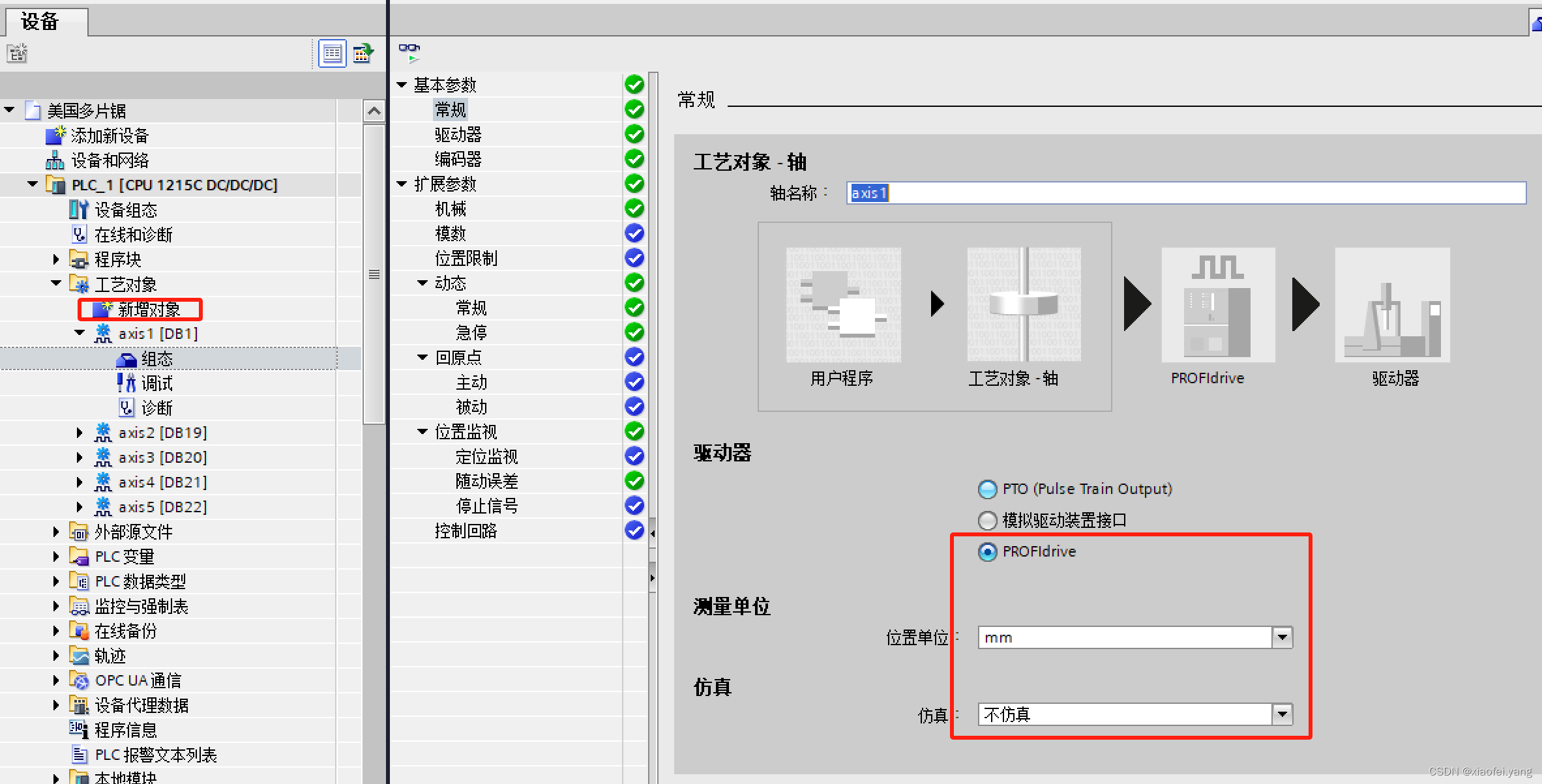
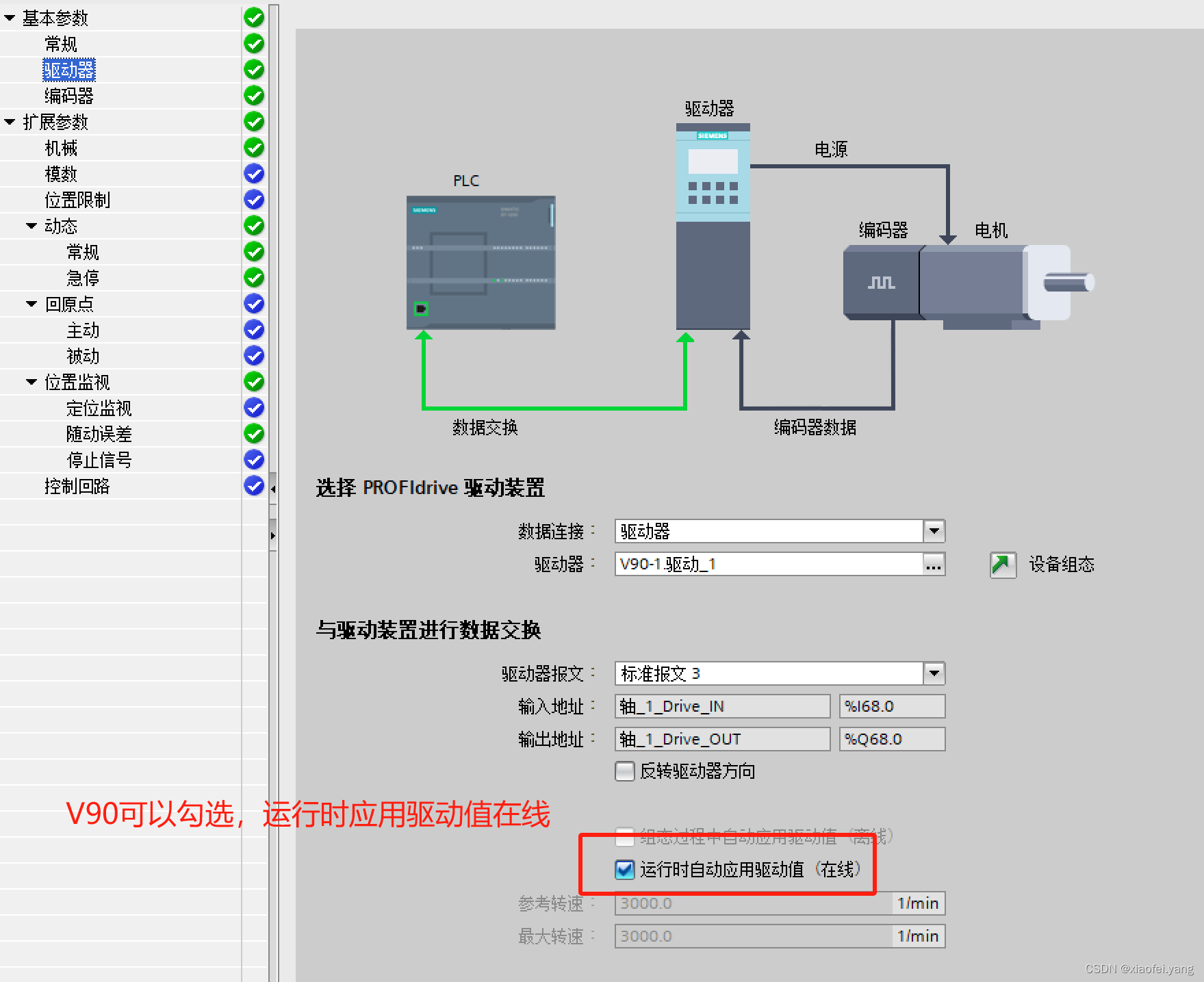
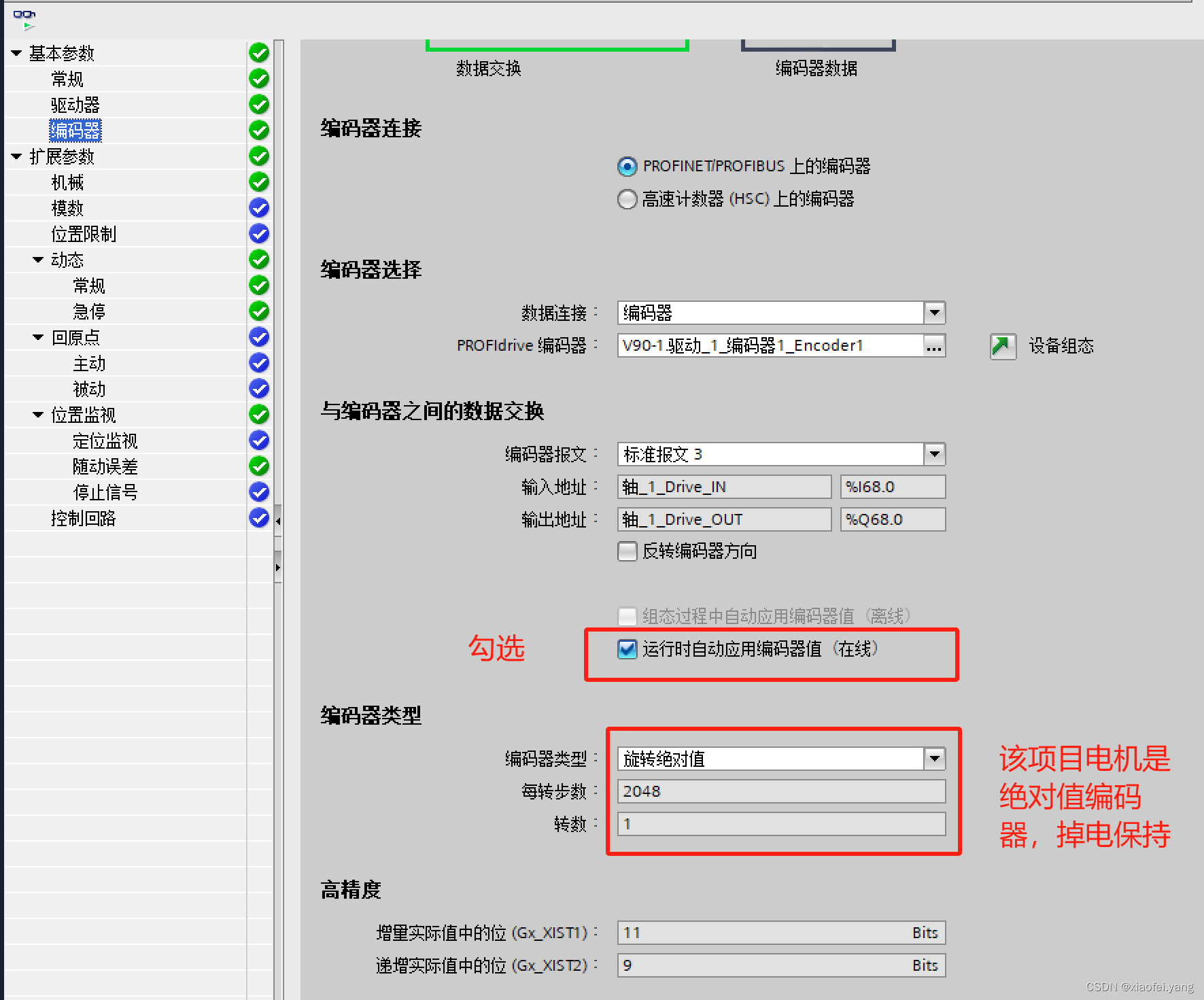

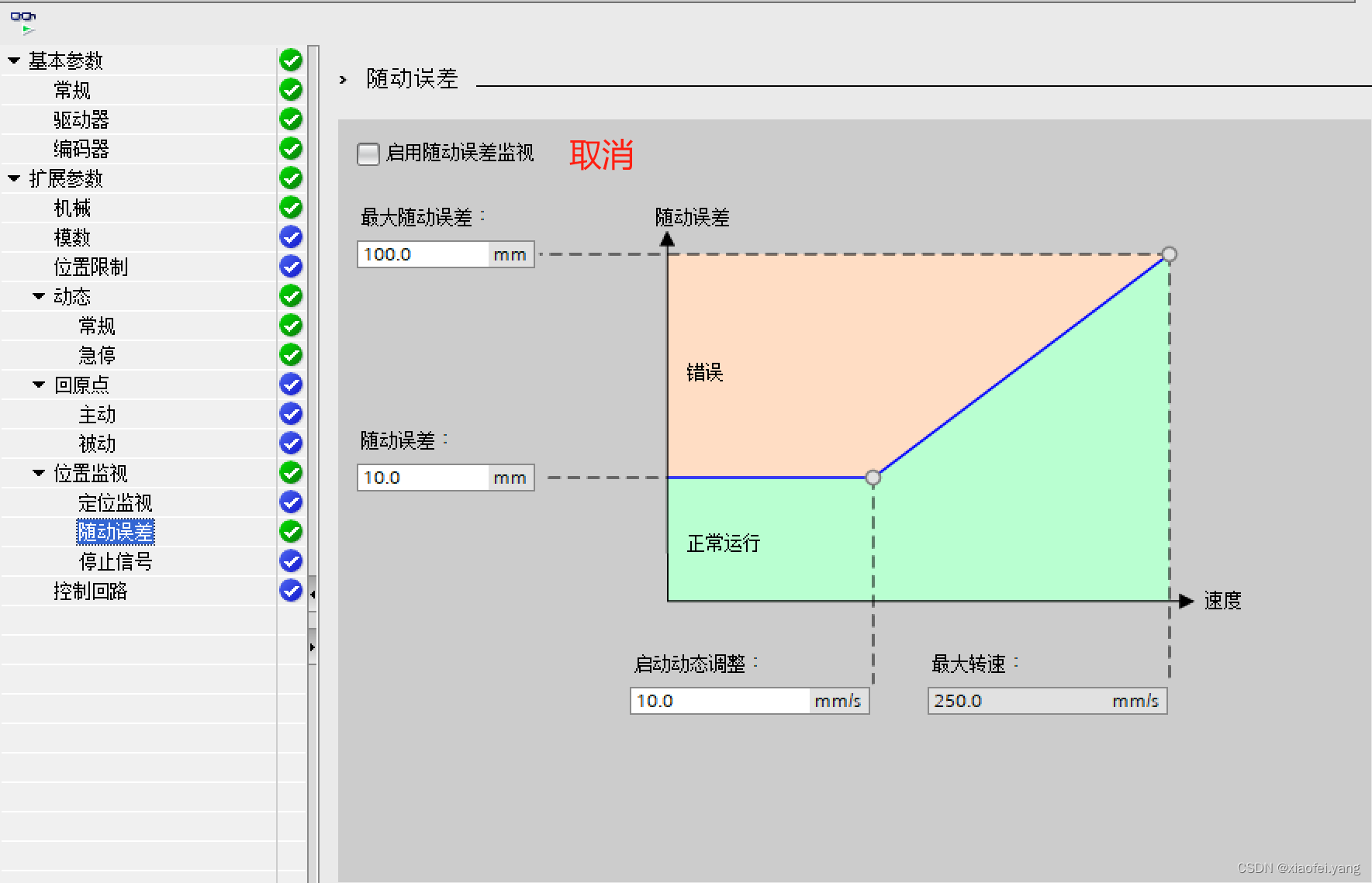
这些必要参数,其他参数选择性填写
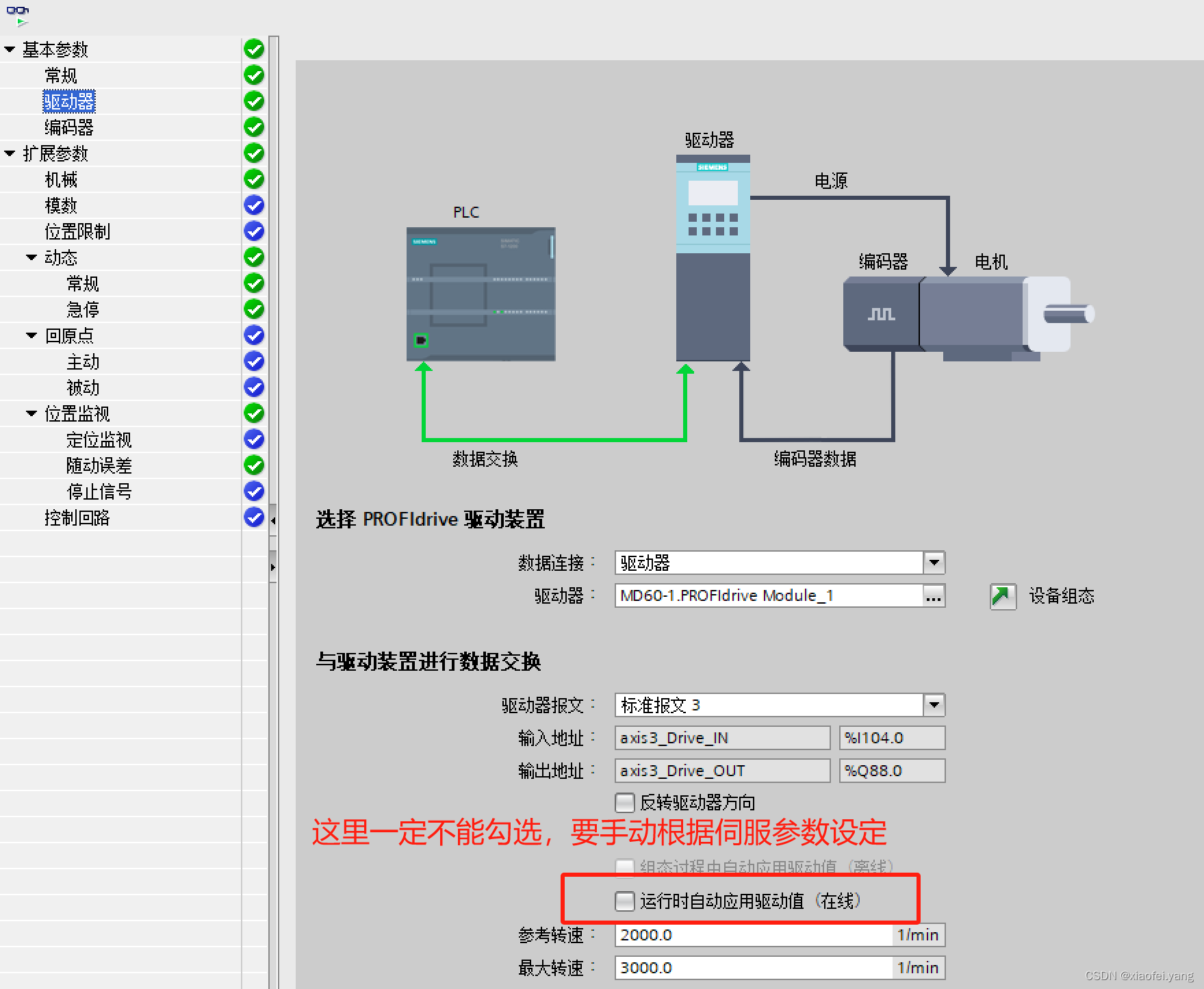
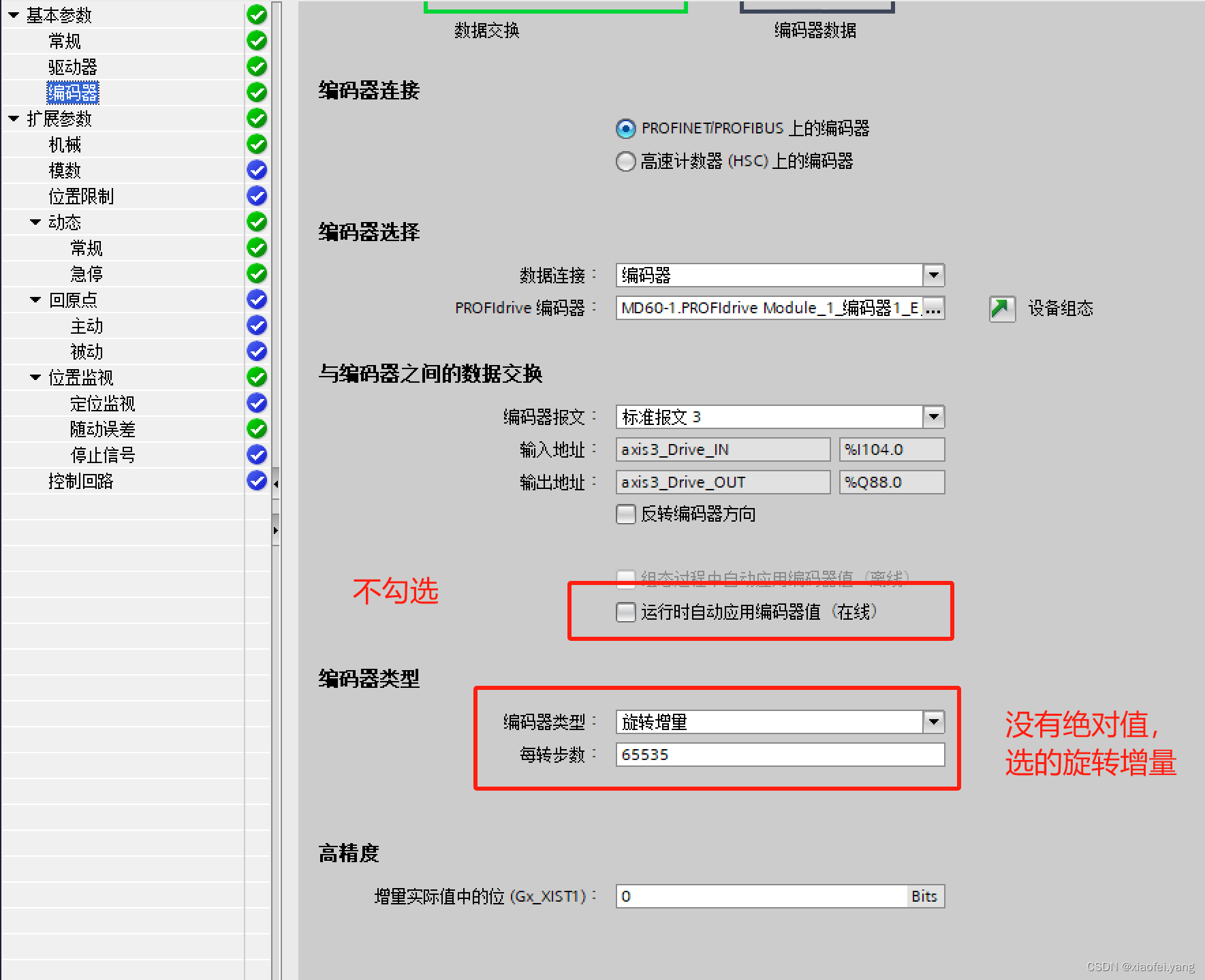
六:kinco工艺轴添加,与V90类似,下面是需要注意的
七:应用
PN组态好,并且添加了工艺轴后,可以使用MC指令控制轴。
需要注意的是回零方式的选择,因为V90是绝对值编码器,这里回零模式选择模式7,系统自动根据编码器反馈以及组态的机械参数,计算出轴的位置,并且掉电保持。
步科MD60,选择的回零模式为0,直接回零。每次上电时候将断电前的位置赋值,并且执行回零。因为轴的位置不太容易被人为的乱动,所以采用这种方式回零。
注意回零标志什么时候被复位:
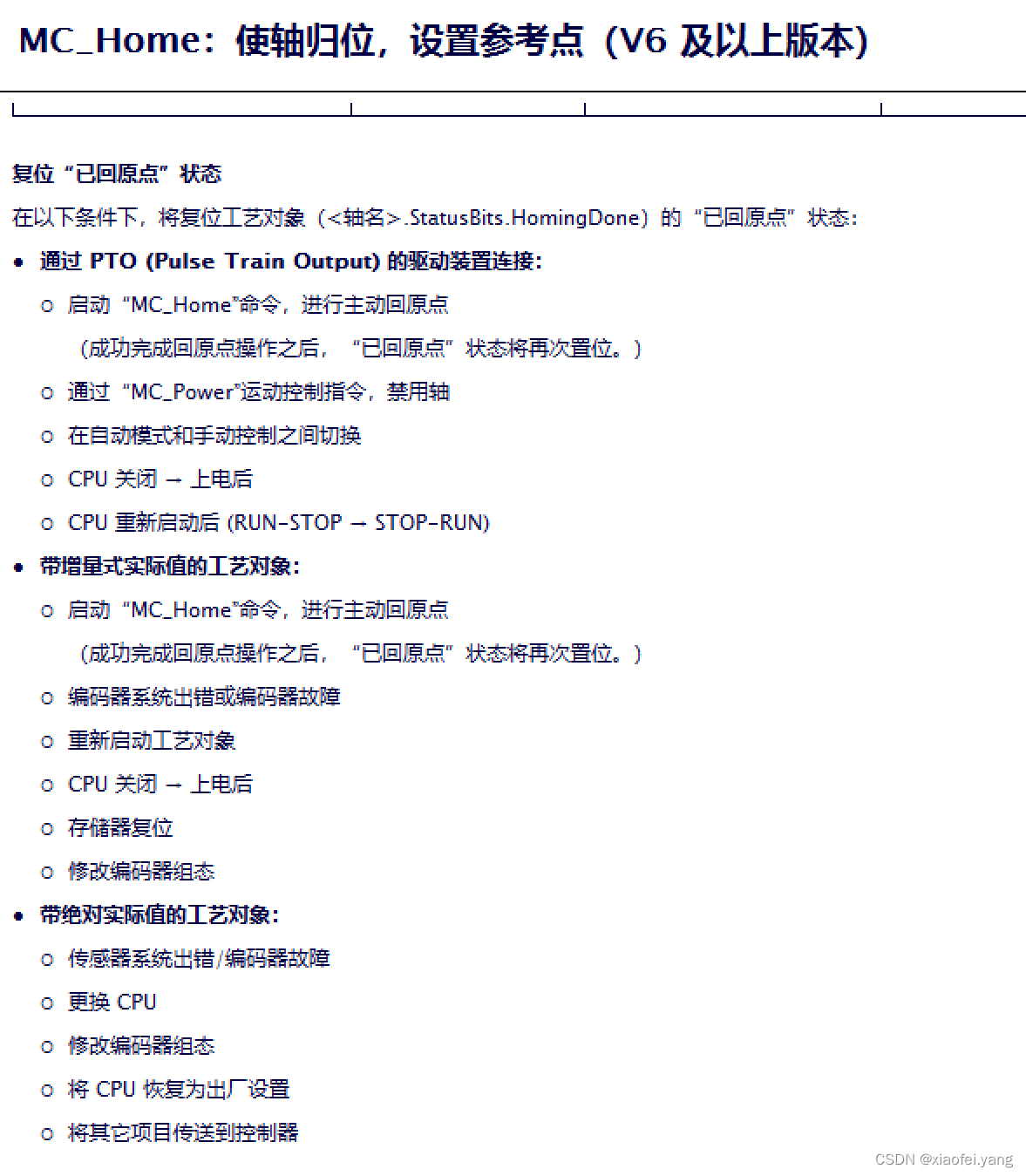
V90 因为是绝对值编码器,所以正常PLC stop-run 是不会复位回零完成标志的。
MD60因为是增量编码器,所以重新上电会复位回零标志。
八:有用的状态标志
轴对象.StatusBits.HomingDone 已回零标志,该statusbits后还有很多有用的标志,可以帮助程序的逻辑搭建。















 7176
7176

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









