






西门子V90伺服
1.脉冲控制(西门子里叫PTO控制):接IO多功能端子,接脉冲线、方向线、使能线、报警线、报警复位线、公共端…优点:每个品牌都是适用,可以用任何品牌的PLC控制任意品牌的伺服,原理都是PLC发高速脉冲给伺服驱动器
2.总线控制(西门子里叫PRFOFIdrive,也叫PROFINET):用的是网线,三菱用光纤总线SSCNET,汇川、信捷等用EtherCAT总线,总线控制精度更高,接线简单,带的轴数更多
为什么总线精度高:因为PLC一般最高的脉冲频率是100Khz或者200KHZ,也就是一秒钟最多发100000个脉冲,但是伺服驱动器走通讯可以达到更高的脉冲频率。17的编码器精度为131072,23位的编码器精度为8388608
第一步:按图接线
第二步:安装Vassistant V90伺服专用调试软件

先进行伺服调试软件的 测试,测试电机性能是否正常
第三步:
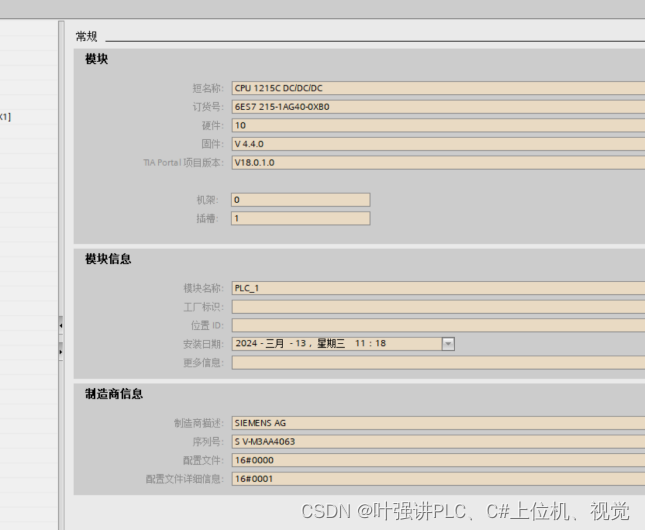
通过在线-可访问的设备,可以监控到当前连接的PLC的型号和固件版本
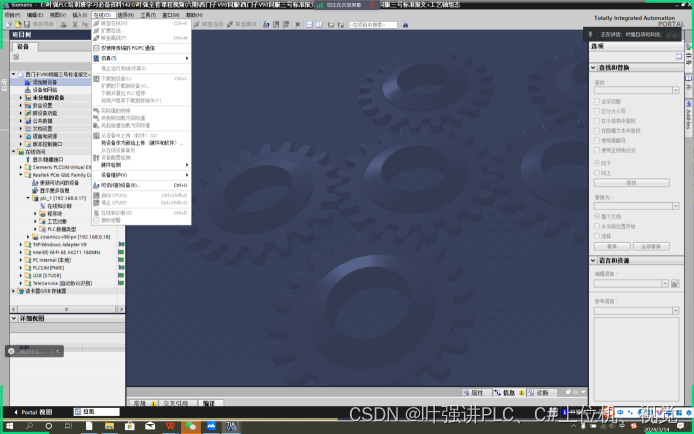
当前型号为1215DC/DC/DC,固件版本号为4.4.0; 不要随意对固件版本进行升级和降级
安装V90的驱动包
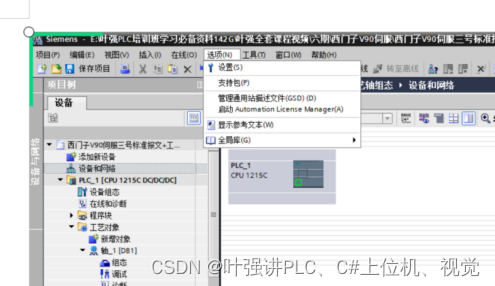
安装完V90驱动包之后,添加V90设备
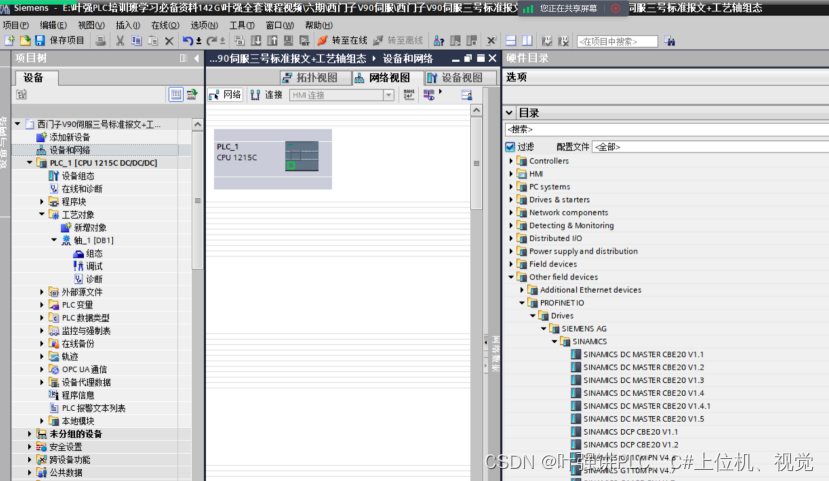
组态步骤及要点:
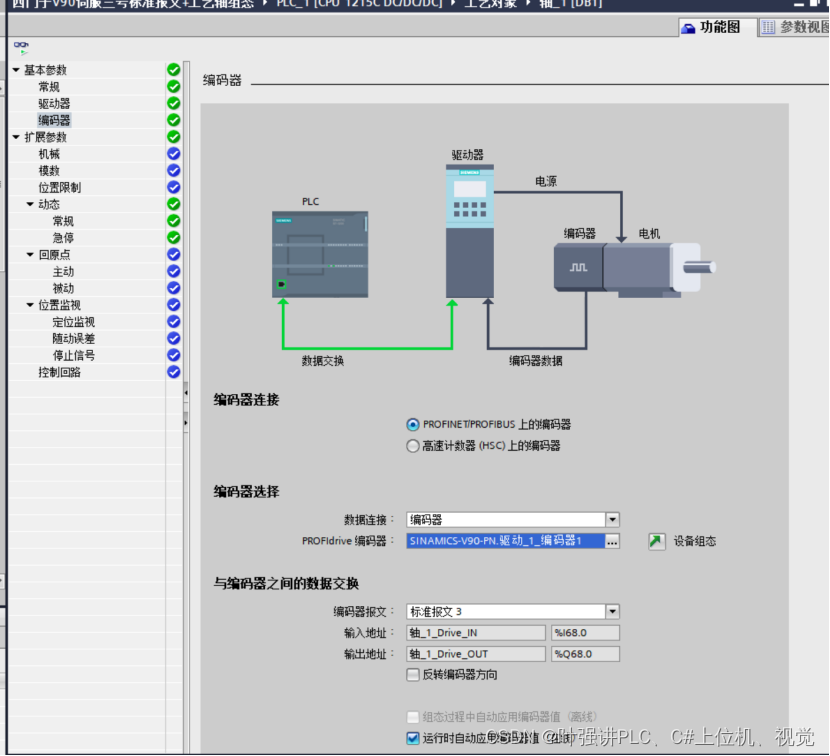
1.选择PROFIdrive通讯
2.设备和网络里添加一个v90的gsd
新增工艺对象里,选择“定位轴”
第四步:
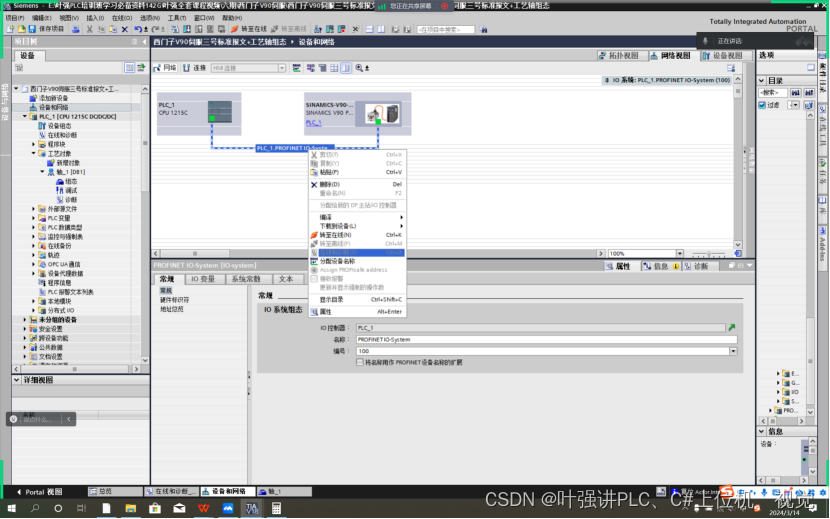
右键组态好的网线,分配设备名称
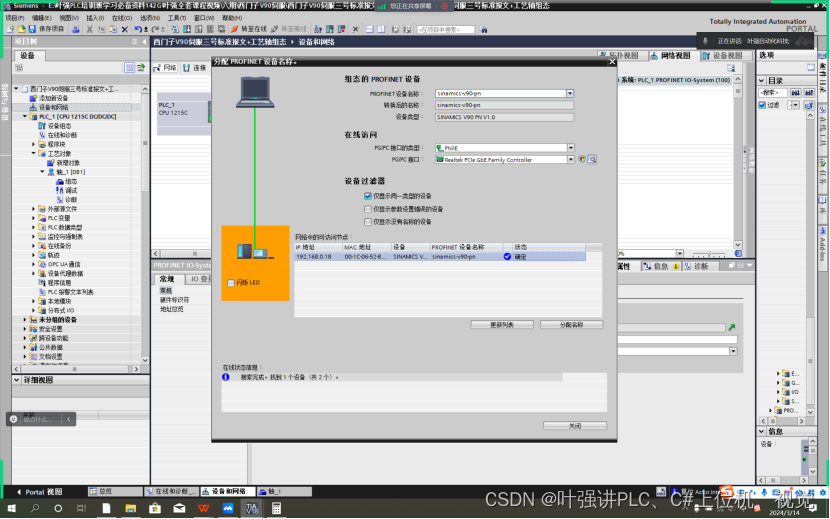
如果PROFINET设备名称不一致,需要电机分配名称,将伺服驱动器里面的PN站名与PLC设备组态里的名称一致
第五步:把标准报文3拖出来
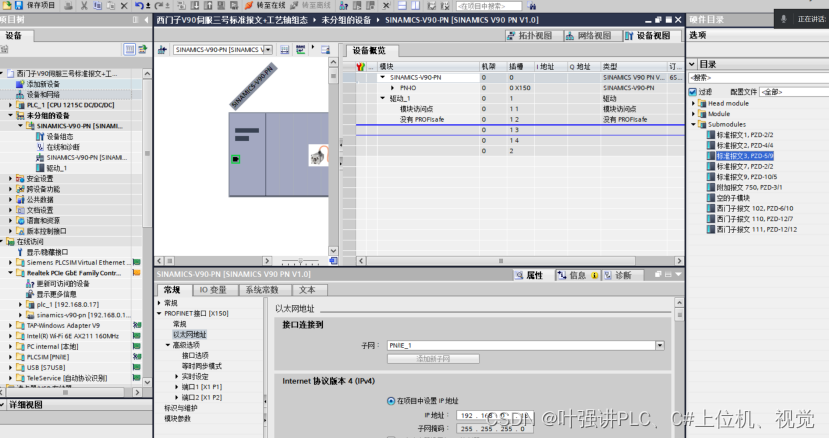
并且打开VASSISTANT 将伺服驱动器里的报文设置成标准报文3,点击ROM进行参数下载

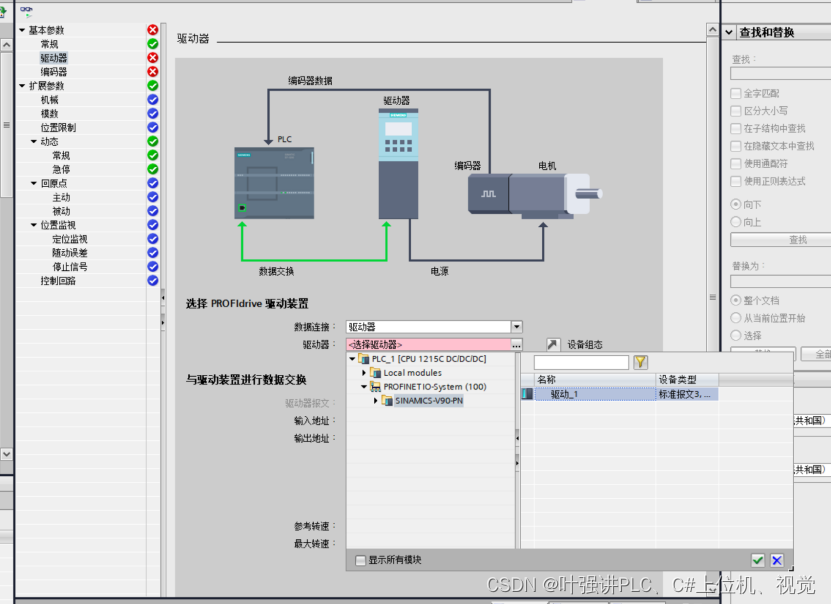
第六步:勾选显示所有模块选择 驱动_1 标准报文3
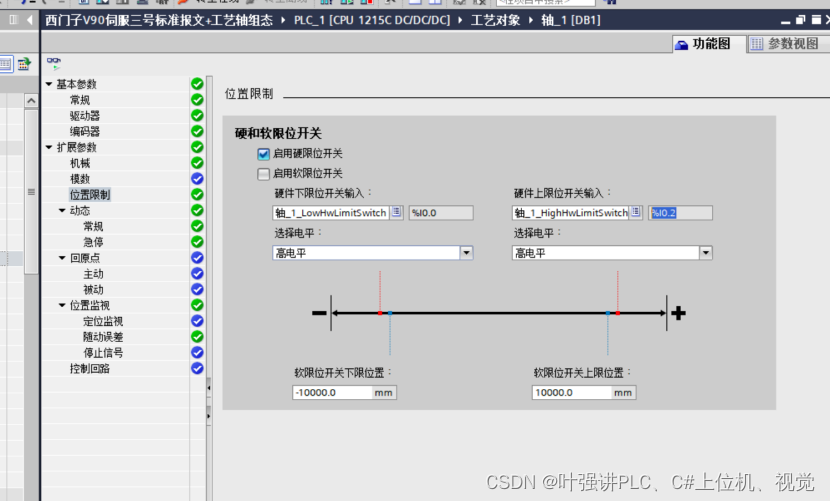
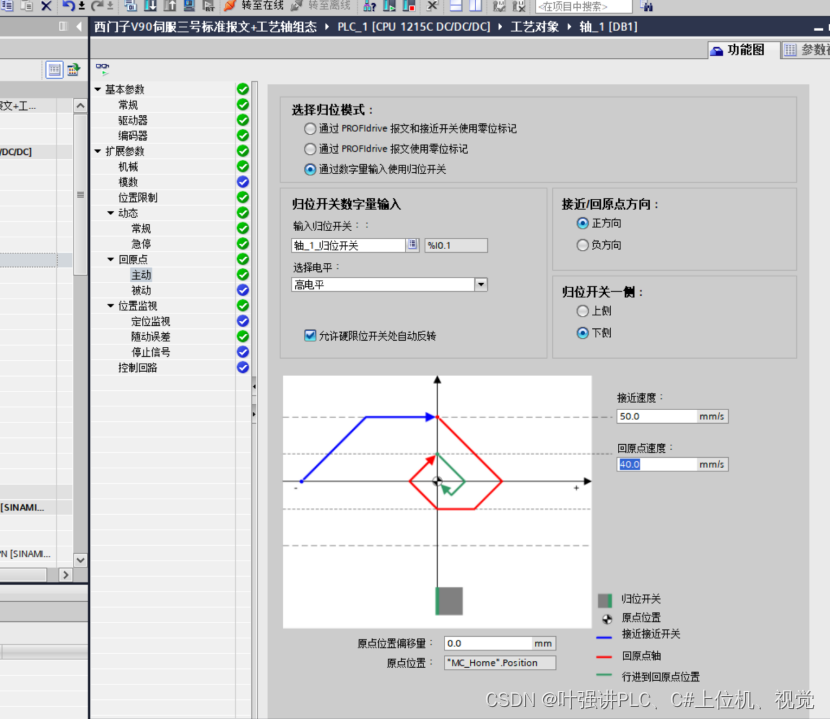
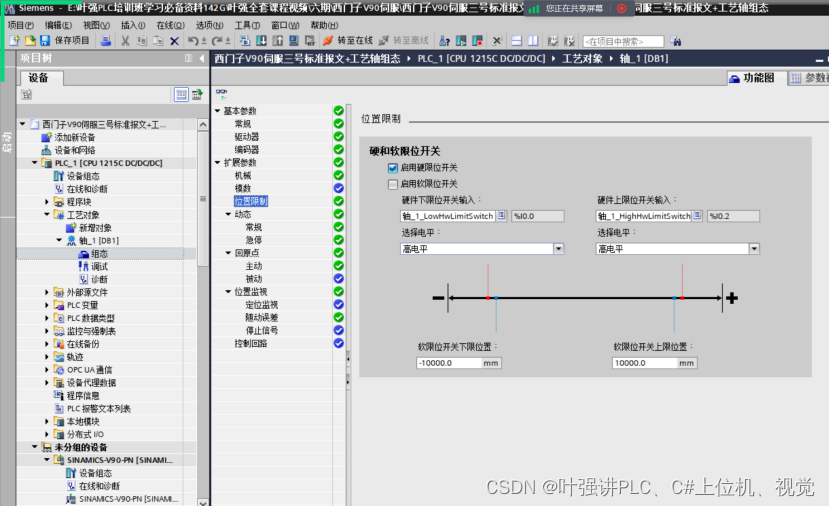
第七步:
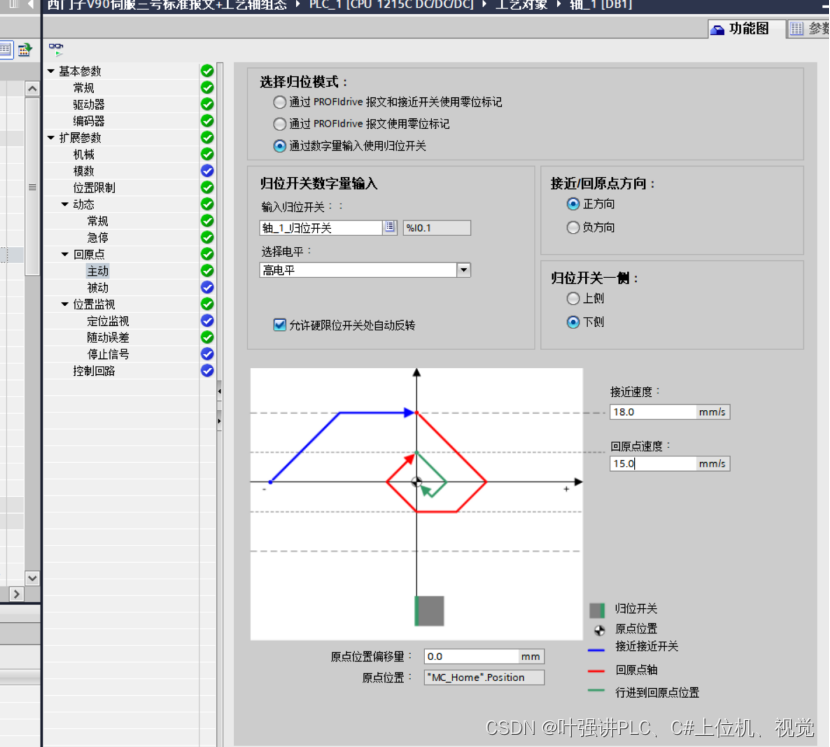
根据限位光电传感器的常开与常闭选择高电平触发还是低电平触发
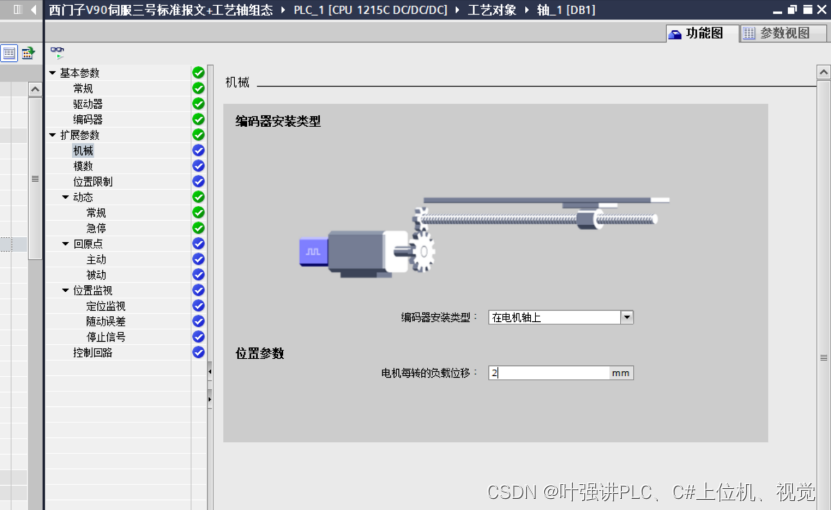
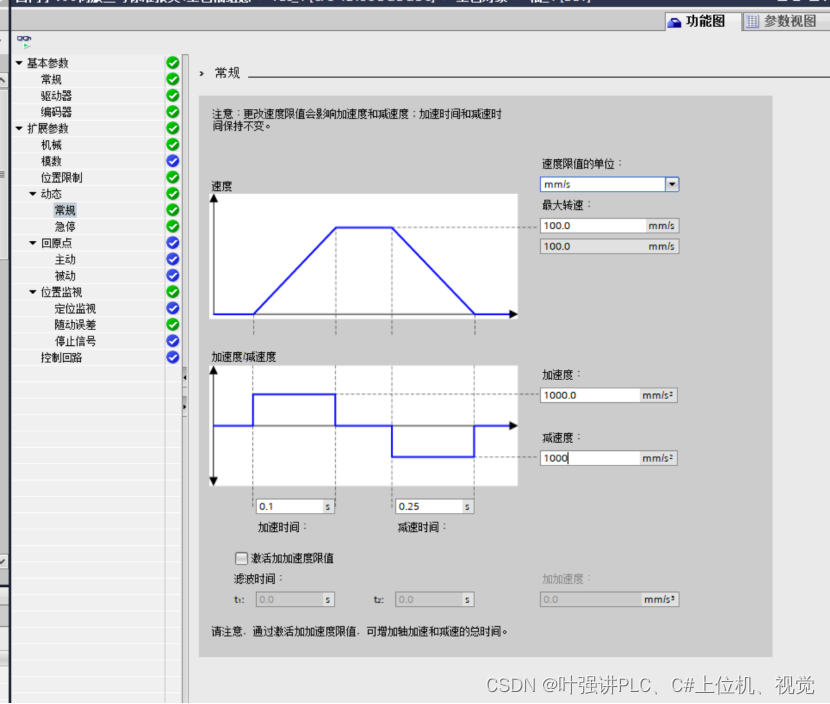
根据工况、工艺,填写合适的最大速度与加减速时间
设置原点位,勾选允许硬件限位开关自动反转,填写合适的回原点速度
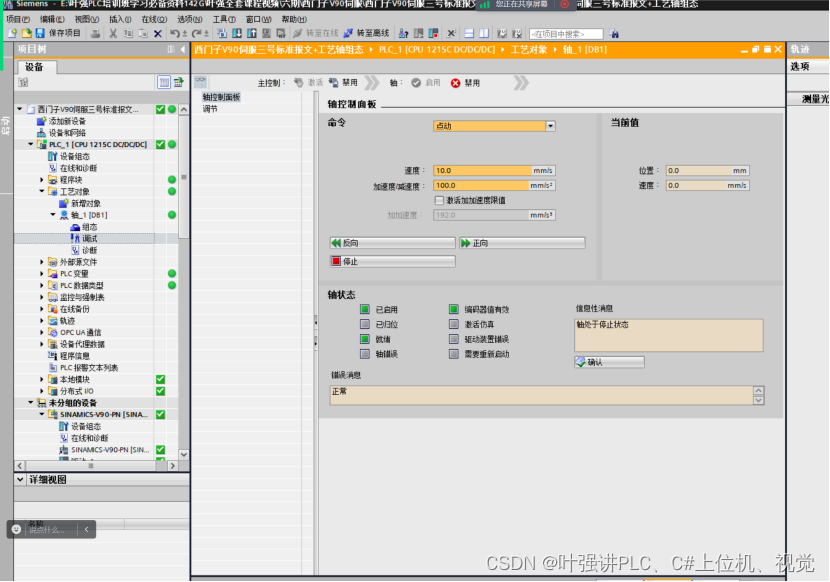
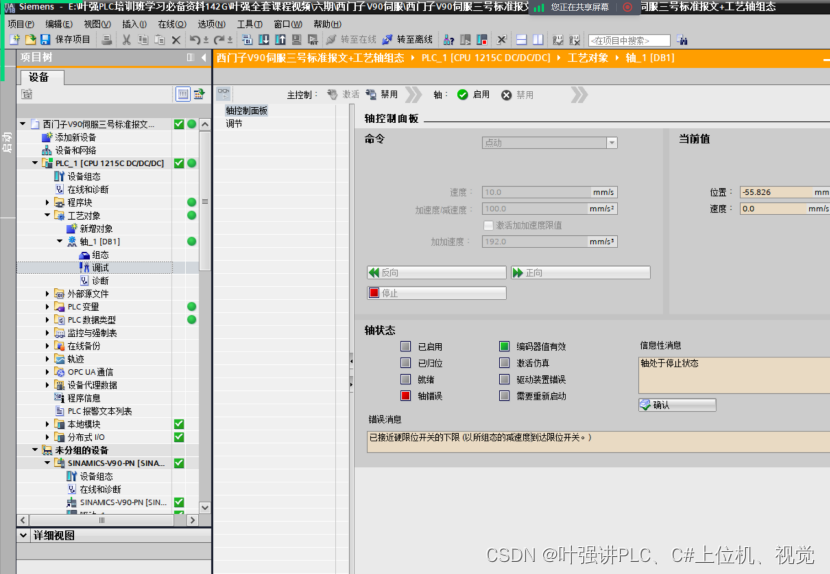
第八步:进入面板调试界面,进行手动调试,手动测试正负限位是否生效,初学时速度尽量调慢点,然后时刻准备断电停止,测试回原点是否生效
如果正负限位搞反,需要对调正负限位的组态I点,注:对调完之后,重启才生效
限位生效了
调出合适的速度与加减速度,一般加减速速度是当前速度的10倍,要让伺服能立马停下来,立马动起来
测试回原点是否生效
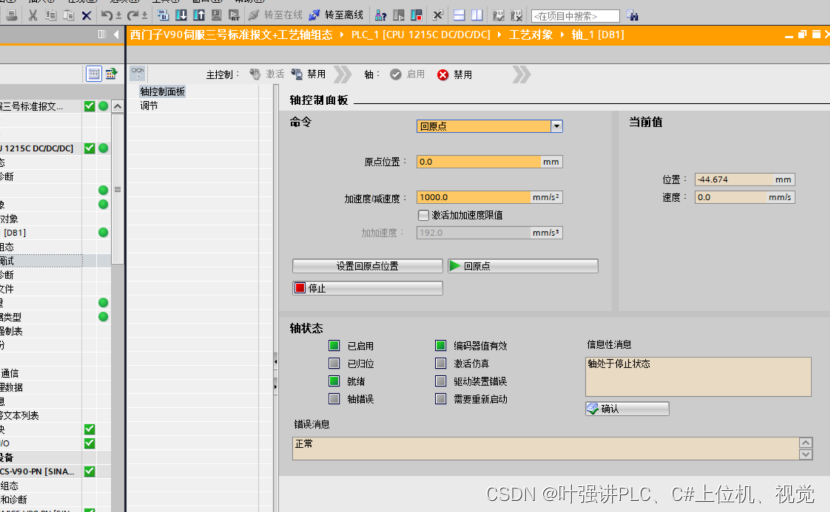
感觉回原点速度有点快,减小接近速度与回原点速度,注:回原点速度要小于接近速度
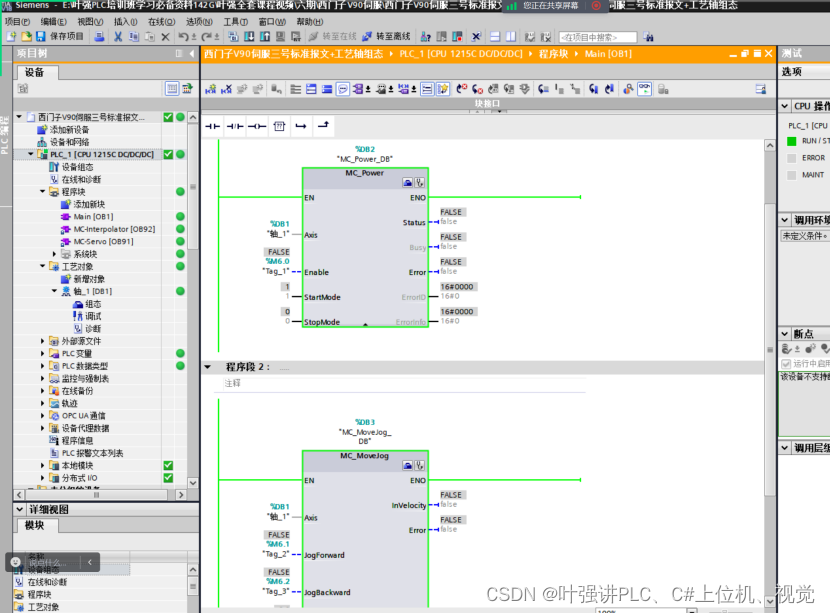
手动面板调试没问题之后,开始用程序指令来控制,先测试MC_power(轴使能),MC_Movejog(点动指令)
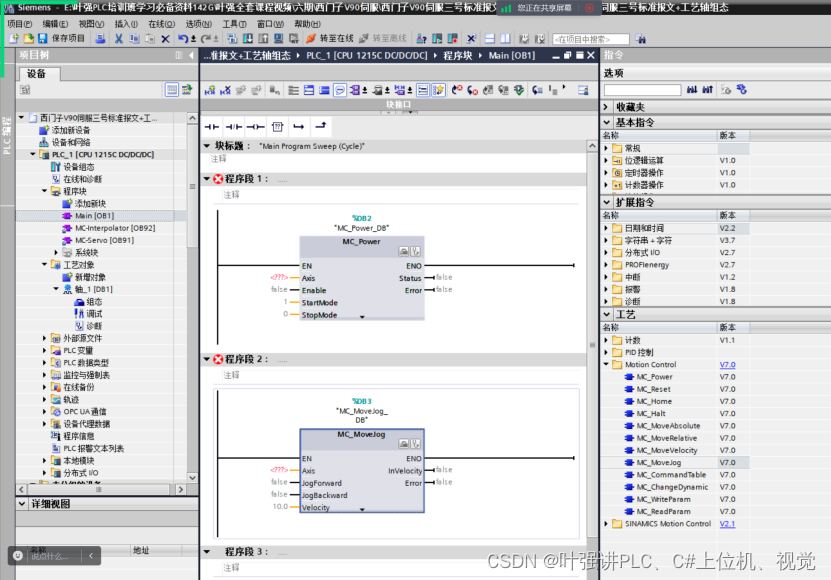
程序监控调试


















 280
280

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











