









有小伙伴说后面想多出一些插齿刀相关的内容,近期找了一个非常不错的内容,分享给大家。是关于插齿出现乱齿的问题的。
乱齿
乱齿一般是在齿轮加工时,加工出的齿轮的齿数不等于理论的齿数,或者轮齿的轮齿被“啃伤”,一般是由于齿坯和刀具出现了相对运动。
原因分析
对于解决插齿加工问题,首先需要了解插齿加工原理以及插齿机结构,在此基础上才能够根据原理及结构来分析问题、解决问题。
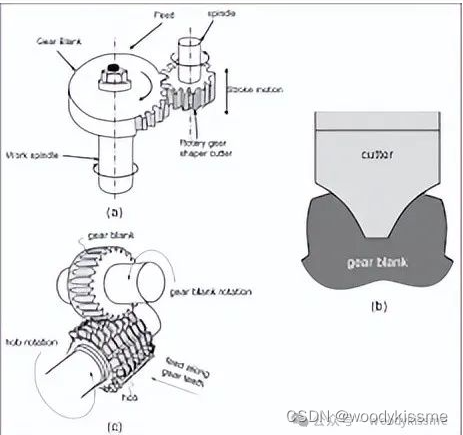
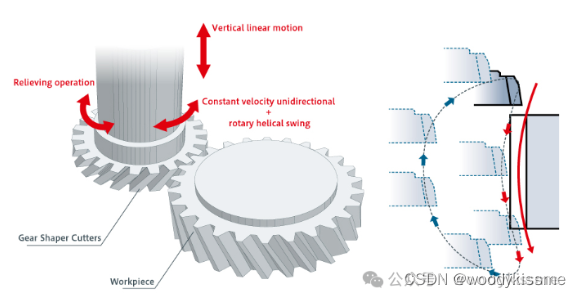
(1)插齿原理。对于插齿加工,首先需要了解插齿机的加工原理。和滚齿机一样,插齿机加工也采用的是展成原理,即齿轮刀具与工件按齿轮副的啮合关系做展成运动,工件齿面由刀具的切削刃包络而成。而不同于滚齿加工的是,插齿刀除了按啮合关系传动外,还需同时做上下运动。为了避免插齿刀刮伤已加工的工件表面,在插齿刀空回行程时,插齿刀相对于工件还必须有一个让刀运动,而在工作行程开始时插齿刀(或工件)必须回复到原来的位置。
插齿能加工外齿轮,又可加工内齿轮,还能加工有台阶的齿轮块、人字齿轮及分段齿轮等,能加工内齿轮是插齿加工的突出特点。
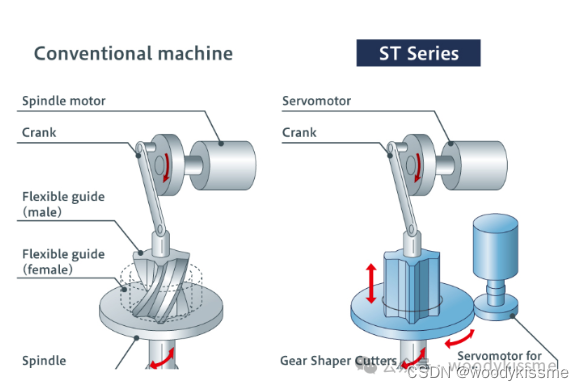
(2)插齿机的结构。为了满足插齿工艺,插齿机必须具备切削运动、圆周进给运动、径向进给运动、展成运动和让刀运动等, 数控插齿机主要传动结构如图1所示。传统的插齿机靠齿轮传动系统实现刀具与工件的展成加工,而如今随着数控技术的快速发展,现代插齿机实现了电子齿轮箱控制展成运动。电子齿轮箱带来的高效、高精的控制方式,不仅简化了机械传动结构,也为插齿加工提供了稳定而高精度的保障。
(3)电子齿轮箱。了解展成切削,需对电子齿轮箱的控制方式进行了解。对机床展成运动的控制是插齿机数控系统设计的关键之一。采用软件电子齿轮箱将伺服电动机1与伺服电动机2的运动联系起来,保证插齿刀与被切齿轮在节圆处作纯滚动。插齿刀轴与工件齿轮回转轴之间的展成分齿运动关系为

式中,f 1为工件齿轮旋转指令脉冲频率;f 2为插齿刀轴旋转指令脉冲频率;Δb 为工件齿轮旋转指令脉冲当量;Δc 为插齿刀轴旋转指令脉冲当量;Z 工为工件齿轮齿数;Z 刀为插齿刀齿数。
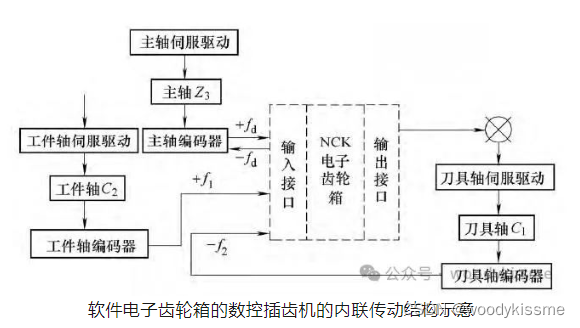
直线如上 图所示,以LIEBHERR插齿机为例,驱动工作台回转的工件轴伺服驱动产生脉冲序列,该脉冲序列的频率与工件齿轮转速成正比,脉冲数与工件齿轮转角成正比。工件轴编码器对工件轴伺服驱动产生的脉冲序列进行计数,用软件算法进行Δb·Z 工倍频处理,刀具轴编码器对刀具轴伺服驱动产生的脉冲序列进行计数,用软件算法进行Δc ·Z 刀倍频处理,将两路倍频数值送微处理器进行比较,获得的偏差值经放大后通过D/A转换输出,由伺服驱动电路放大,从而完成对工件轴C 2的运动控制。
3. 根本原因
通过了解插齿原理、插齿机结构以及生成展成切削的电子齿轮箱控制方式理论基础之后,出现乱齿现象的主要原因就是工件与刀具啮合时出现偏差,工件转速与刀具转速不同步,即不成比例。由此,对于乱齿的原因可从以下四部分查找:
①刀具轴的运转状况。
②工件轴的运转状况。
③刀具轴与工件轴的联动状况。
④液压及工件夹紧环节状况。
根据乱齿的形状、乱齿的类型(见下图)可以分为三类:全齿规则性乱齿、全齿不规则性乱齿以及部分齿乱齿。由此分类可以
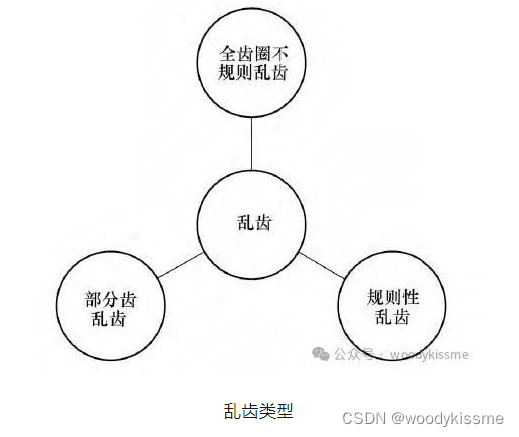
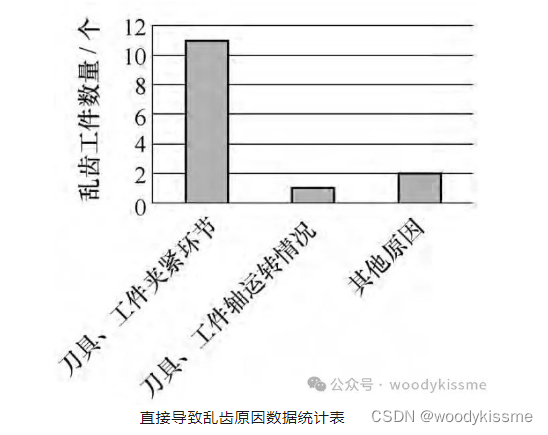
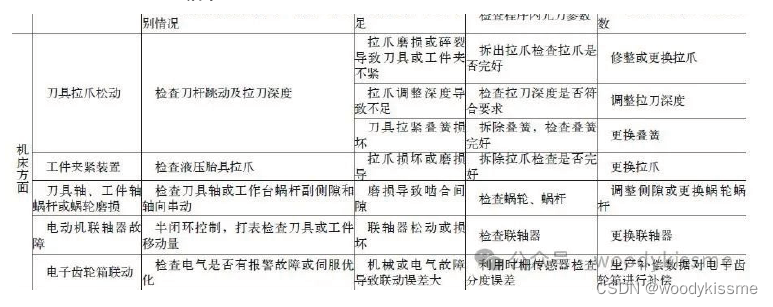
初步判定乱齿的原因。全齿规则性乱齿,一般是指齿圈内齿齿数不对,或齿数正确而齿面损伤较大,该原因一般为加工参数与实际参数不一致导致。全齿不规则形乱齿,一般是指整个齿圈内齿被啃烂,该问题为展成切削时联动运动环节出问题导致。部分齿乱齿,一般是指整个齿圈部分齿出现缺陷而其他齿完好,问题一般因刀具损伤或刀具轴与工件轴分度机构缺陷导致。根据乱齿产生的直接原因,我们进行总结(见下图),由此可见,工件与刀具的夹紧环节是导致故障率较高的原因,其次为刀具轴、工件轴运作状况和其他原因。我们可以根据乱齿原因去分析,梳理出检查步骤以及预防措施。
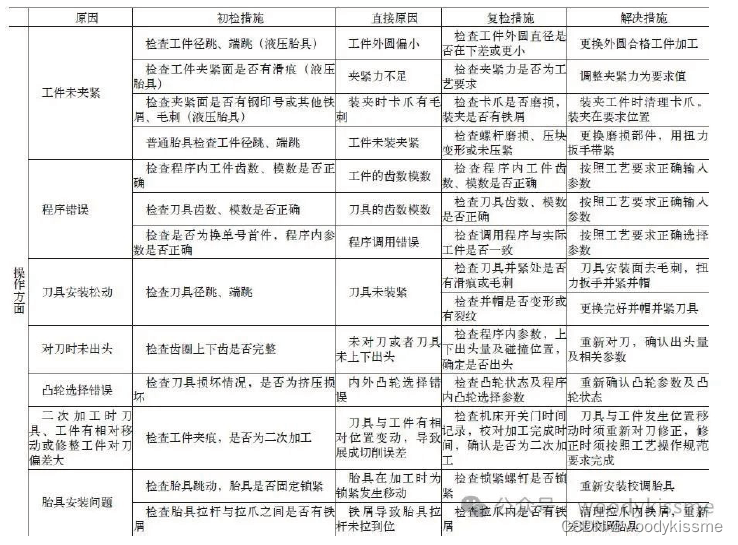
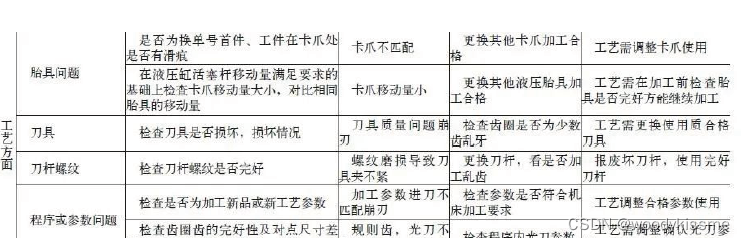
4. 流程梳理
由于插齿乱齿原因很多,面对插齿问题出现时,我们总是束手无措,不知从何查起,只能一项项按部就班地检查所有可能导致的原因。如此处理问题,既低效又不可靠,耽误了大量的精力和设备的可利用率,为此在梳理乱齿处理原因的同时,根据故障率的高低,将检查的先后顺序和相关的处理措施,制作了一个流程图(见下图):
- 预防措施
(1)从设备维护的角度而言:
①设备维护人员须制定预防性维护计划,定期检查刀杆、工作台的拉爪及深度, 以防止拉爪、叠簧等损坏, 而存在的隐患。
②设备维护人员须按照机床保养计划,按要求保养,检查机械精度,相关电气检测元件的完好,相关液压系统的稳定,并督促操作者按要求完成相关部位的保养,保障机床稳定生产。
③设备维护人员须增加巡检,避免隐患而导致的故障。
(2)从制造工艺、控制的角度而言:
①工艺人员须制定胎具保养计划表,操作者须按要求定期保养胎具,以保证胎具的完好性、稳定性。
②工艺人员在试验新品加工时,须对刀具质量、夹紧压力、进刀量、进给速度进行准确分析论证,再进行试验,操作者严格按照工艺要求加工,不得擅自改参数。
③工艺人员须定期检查刀杆、锁紧螺母及锁紧扭力扳手的完好,避免刀具松动导致的乱齿。
(3)从操作者角度而言:
①操作者须按照点检基准书要求点检,保证机床在使用前完好。
②操作者在加工前,须注意夹紧面有无毛刺、铁屑,防止异物导致夹不紧。
③操作者须严格按照工艺人员要求,不得擅自改夹紧压力,参数等。
④操作者安装刀杆、胎具时,须清理干净拉爪内的铁屑,防止异物导致拉爪拉不紧。
⑤操作者更换单号首件时,须有他人复检程序、参数及刀具等,防止出现相关错而导致的乱齿。
⑥操作者在加工中断或二次加工时,须重新对刀,并请他人复检,工艺人员确认对刀精度,再进行加工,以提高二次加工精度。
⑦操作者做好交接班记录,防止彼此之间相关问题没交代清楚而出现的问题。只有生产环节的各个人员充分做好本职工作,努力协同设备维护保养、质量控制及操作规范等工作,才能从根本上预防问题的发生。
** 我是woodykissme,定期分享有关,机械传动及齿轮加工方面的内容,对这方面感兴趣的小伙伴,可以关注我。希望能够与大家讨论一下:**
齿轮的设计及加工方法,加工齿轮所用的刀具设计、制造及使用方面的相关问题。
齿轮刀具设计计算方法,相关应用程序的开发,CAD二次开发自动绘图等的相关技术问题。
刀具应用方面,刀具的切削参数、涂层和使用寿命,加工中遇到的问题和解决办法等问题。
今天就分享到这,感谢您抽出宝贵的时间阅读!


















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











