







【前言】
形状记忆合金(Shape memory alloy, SMA),也叫形态记忆合金、钛镍记忆合金,它是由Ti(钛)-Ni(镍)材料组成,经过多道工序制成的丝,财哥简称钛丝,可以通过电路驱动钛丝发生运动。相比于传统的电机、电磁铁动力,钛丝是一种新型的动力元件。钛丝驱动技术目前已经在航空航天、医疗器械、数码电子、工艺礼品、汽车电子、前端科技等领域投入使用。本文通过分享钛丝驱动的应用案例经验,方便大家在机械电子工业设计等领域快速有效的转化为科技成果。
财哥在前段时间发布的《驱动钛丝(SMA)的应用(1)汽车腰托支撑按摩气阀模块》一文,引发了很多企业的拜访和交流。
目前很多厂家已经启动或正在进行相关研发,同时也遇到了诸如:钛丝选型、驱动位移、响应设计、温度控制、力量设计、点动滞后、铆接工艺、量化生产等问题。
本章节就大家在研发中遇到的常见的典型问题做以下经验分享,避免大家踩坑,提高大家的研发效率。
【钛丝选型】
根据财哥以往的开发经验,钛丝的选型很简单。
采用钛丝径向驱动类型的,我们直接选择0.03mm~0.05mm线径就好;
采用径向垂直或倾斜方向驱动类型的,我们选择0.076mm、0.1mm就好。
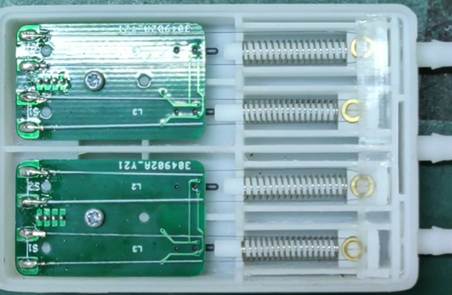
财哥以往设计的径向驱动如下案例:
如果采用钛丝径向方向和驱动堵头的驱动方向一致,只需要考虑堵头的驱动力量、冷却响应时间。
如:堵头驱动力量60g,冷却响应时间100mS,我们直接选0.03mm线径就能满足了。
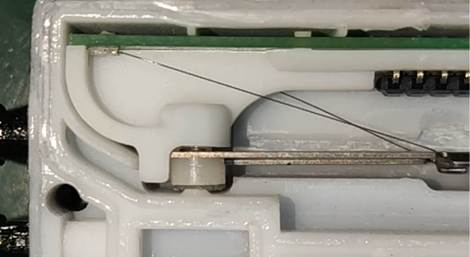
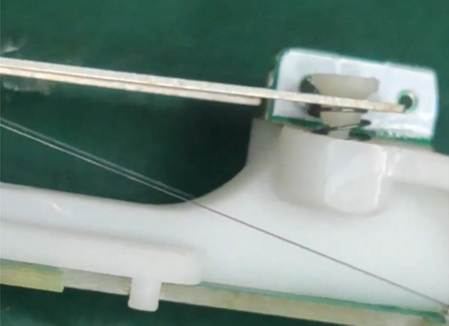
如果采用钛丝径向垂直或倾斜方向和驱动堵头的驱动方向一致,需要考虑力量杠杆和时间杠杆来满足产品的力量需求和响应时间需求。
如:堵头驱动力量60g,冷却响应时间100mS,我们可以选0.1mm线径。
以上两个典型驱动方案和选择,取决于我们的采购供应链资源的可靠性、生产工艺门槛、材料成本来决定,无论选哪种方案,适合各自企业的侧重点需求就好。
【驱动位移】
财哥建议选用额定载荷前提下的收缩率大于4.7%以上位移量的钛丝,驱动机构寿命是第一重点,我们假定100万次的寿命前提下,4.7%的采样位移量,100万次后“还有”3.5-4%的记忆特性。这是基于材料本身的疲劳特性和满足可靠性的冗余设计。
目前市面上有些驱动钛丝收缩率是不满足上述要求的,有些仅有3%,后期很容易出问题,大家在选材中务必注意规避。

【响应设计】
目前国内的几家正在研发或试产的气阀产品,有些可能忽略了这个问题,很容易导致产品响应时间过大,进而导致“点动滞后”等现象。这个响应指标是对标电磁阀(20-50ms)的。钛丝的冷却响应指标并没有电磁阀的高,在满足用户体验的前提下,最大响应指标需要小于100-150mS范围。
这需要根据不同的产品方案特性,参考钛丝线径选型,做好驱动结构设计。
【温度控制】
汽车配套的产品有温度范围要求-40-85°,这是国标和行业标准定义的,所以我们选型钛丝的相变温度属性必须明确。参考《驱动钛丝(SMA)的可靠性设计(2)不同厂家的钛丝区别》,这里钛丝的产品选择至关重要。

目前全球钛丝供应商资源中能够满足这个环境温度的并不多,财哥研究国内外各厂家的钛丝多年,对各家的钛丝的特性比较了解,有需要的可以向财哥索取。
另外对温度的控制过程中,随着驱动机构的内部温度上升,驱动的响应会变得不稳定,我们可以采用有效的温度反馈设计来补偿或位移反馈设计来解决。大家可以参考《财哥说钛丝》系列文章《驱动钛丝(SMA)的可靠性设计》中找到合适自己的设计方案。
【力量设计】
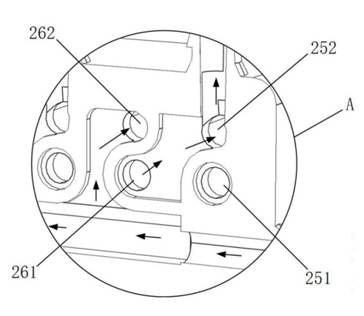
气路的堵头压力会随着气压的变化。
在我们的驱动方案设计过程中,我们一般采用正压设计(气压高的时候,堵头容易漏气,弹簧的压力需求较大,钛丝的驱动力量要求较大)和负压设计(气压高的时候,堵头越密封,弹簧的压力需求较小,钛丝的驱动力量要求较小),大家可以根据自己产品的特性,选择满足自己的产品设计。
正压设计时,我们可以选较粗的钛丝;
负压设计时,我们可以选较细的钛丝;
设计力量余量不足时,我们可以选负压设计方案
设计力量余量充足时,我们可以选正压设计方案
【点动滞后】
单纯按摩功能的气阀可以忽略点动滞后的问题,通过软件做掩饰补偿设计就可以解决了。
具备腰托功能的气阀,必须解决点动滞后问题,这是钛丝冷却恢复过程中的时间较长导致的。
大家可以参考响应设计中提到的时间来调整设计。
例如:我们为了获得较好的舒适坐姿,在手动调整腰部高度的过程中,需要点动控制腰部高低,但是由于点动滞后现象,我们往往觉得高度合适了,但是气囊还在继续增高或降低,这样会造成用户反复调来调去都调不准舒适的位置,从而大大的降低了用户操作体验,特别是急性子的用户群体。
【铆接工艺】
财哥总结铆接工艺分两类:一类是单边铆接,一类是双边铆。
其中单边铆接是指铜片折弯压接包裹钛丝;

其中双板铆接是指铜片环抱折弯包裹钛丝;
铆接型材的材质不一定是铜片,也可以是不锈钢电镀镍质;
为了实现批量工业化生产,铆接型材会采用带材切割或冲压来实现其连续性。但是铆接设备、铆接工序没有设计到位,容易造成钛丝在铆接根部受损而发生断裂的现象。
主要的问题是,钛丝受损几乎无法通过观察发现问题。
这个断裂现象可能出现在铆接生产、品质检验和用户体验的过程中。

所以我们在气阀设计过程中需要对其生铆接设备的可靠性进行严格的批量老化,来验证铆接工艺的可靠性。
【量化生产】
做这类相对精密工业化产品研发,需要在设计前期充分考虑量化生产的阶段性思路;
例如:
我们的目标将钛丝驱动部件做全自动化生产,在产品设计前期需要同步考虑相似自动化生产设备的可行性,而不是脱离自动化生产的情况下盲目设计。
我们的目标是人工流水线生产,在产品设计前期需要同步考虑相应的生产工序流程和生产工艺的流畅性来设计。
财哥在此方面有丰富的经验,可以提供相应的设计方案。
希望本章节可以对感兴趣的朋友带来一些启发,欢迎大家的关注和交流,请点赞收藏转发!
钛丝科技 出品
作者 财哥说钛丝

















 1995
1995

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









