







 本文详细介绍了倒盘机在电缆制造业中的应用,涉及其组成部分(放线、牵引、收线和排线)的工作原理,特别是如何通过PID控制和PLC实现线速调整和张力稳定。作者分享了放线轴和牵引轴的控制策略,并讨论了排线轴的换向方式和排线方式选择。
本文详细介绍了倒盘机在电缆制造业中的应用,涉及其组成部分(放线、牵引、收线和排线)的工作原理,特别是如何通过PID控制和PLC实现线速调整和张力稳定。作者分享了放线轴和牵引轴的控制策略,并讨论了排线轴的换向方式和排线方式选择。
一、倒盘机应用介绍
倒盘机的应用一般是用于线缆厂对于供应商提供的线进行后续工艺加工时,由于供应商提供的线轴和后续工艺机器线轴直径大小不一致,导致无法直接进行加工处理,所以倒盘机就用于线的换轴工作。虽然用途简单,但其中设计的工艺知识点都是线缆行业普遍需要使用到的。
二、倒盘机拓扑图
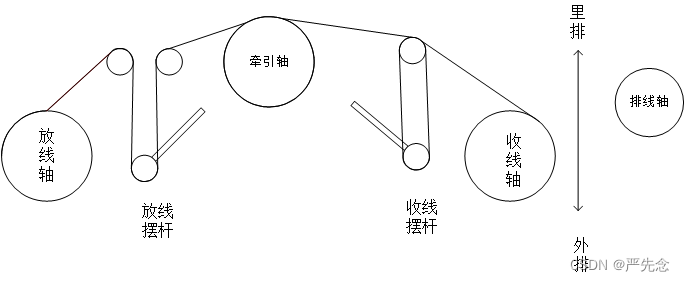
倒盘机由四部分组成:放线,牵引,收线和排线。
后续我也会从这四块工艺去仔细剖析。整个工艺就是控制收放线张力摆杆的稳定性,保持张力摆杆至设定位置,保持收放线过程中张力大小和稳定。
三、倒盘机各部分工艺
1、放线轴
放线轴走速度模式,PLC通过采样放线摆杆的电压大小作为反馈值,采用PID的方式去控制放线轴的速度。可以使用纯PID的方式去调节速度,也可以用主+辅的方式,我比较喜欢用主+辅的方式去做,因为这种方式PID的调节量小,系统会相对可控稳定。主就是根据系统的线速度以及当前放线轴的卷径大小计算出理论上当前放线轴所需要的转速,误差和其他感染靠辅助PID去调节就好了,这样PID的调节量会很小。卷径具体的测量和计算后续会有专门的章节去描述。
放线主速度的计算方式:

R:放线电机转速 r/min
V:系统线速度 mm/min
D:放线轴卷径 mm
i:减速比
放线辅助速度为PID的输出值,PID的给定为张力摆杆保持位置对应电压值(张力摆杆根据机械安装取值范围会有不同,也有电压型和电流型的,但总体核心思路是一样的),反馈为张力摆杆实际位置电压值,一般用P比例增益和I积分时间两个参数就行。
所以最后得出放线的速度=主速度+PID输出值
2、牵引轴
牵引轴主要是给整个系统提供稳定的线速度,放线轴和收线轴的线速度都要和牵引轴保持一致,同时也要保证系统的加减速平稳,一般设置加减速时间偏长。
牵引轴的线速度给定为:
![]()
V:系统线速度 mm/min
D:牵引轴直径 mm
R:牵引电机转速 r/min
i:减速比
3、收线轴
收线轴和放线轴的工艺基本一致,计算方式也可以完全套用。需要注意的是,放线轴和收线轴的PID方向是相反的,可以看到放线摆杆在低于设定位置时放线轴是要减速去让牵引轴拉高摆杆的,反之高于设定位置时,放线轴则需要减速。而收线轴正好相反,低于设定位置时加速,高于设定位置时减速。
4、排线轴
排线轴的作用是收线轴收线时能够使线均匀分布在收线卷筒上。需要注意的工艺细节有两点:
1、换向方式
换向是指排线轴在走到收线卷筒最里侧或者最外侧时,需要切换方向使线排下一层至卷筒上。
换向方式一般有光电开关换向以及电子换向。
光电开关换向顾名思义,在卷筒两侧的对应排线位置加两个光电换向开关用作里边和外边位置的换向,一般来说还会在里外两边最外侧加装两个极限开关作为保护,此时的换向边是固定的,只能使用同一种收线卷筒。
电子换向则是通过控制器设定两边的执行位置,此时需要先确定原点,装原点光电或者使用绝对值伺服,确定好原点才能具体计算出两边设定位置电机所要执行的圈数,到达里外边设定位置时换向。在开环控制的情况下,可能或多或少都会有累计误差的存在导致两个换向边有偏移,此时可以用原点光电去做工作时的修正,但是如果是不带高速探针的控制器,在不同速度下的原点检测位置也会不一致,不过在大多数场合是不影响的,因为控制不需要那么精准。在闭环控制的情况下就比较好了,用电机编码器的反馈去换向,这样就不会存在累积误差。电子换向兼容性就比较强了,可以通过配方制定好每个卷筒的双边位置,换不同卷筒时进行切换就好。
2、排线方式
首先是定速排线,有些场合对排线的要求没那么高,尤其是在线很细的情况下,只要排线速度均匀就行,细线排线速度均匀出来的效果就会很好看。
然后是紧密排线,在一些特定场合排线就需要每根线排很整齐,无论收线速度加速还是减速,排线都要跟着同步变化,保证每根线的排距一致。此时排线就要根据实际收线的转速以及设定的排距去计算速度:
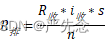
R排:排线电机转速 r/min
R收:收线电机转速 r/min
i收:收线轴减速比
S:排距 mm
n:丝杆螺距 mm
四、总结
线缆行业大部分工艺基本一致,方法都是通用的,上面是我现在的处理方法,所有不当或者能改进指出望能指出。

















 758
758

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









