







 本文通过Autoform软件对商用车后围外板拉延仿真分析,揭示了拉延筋微调修磨在解决开裂、隐裂和褶皱等质量问题中的重要作用。通过建立仿真模型,调整拉延筋阻力系数,成功改进了模具,减少了质量问题,提高了生产效率。
本文通过Autoform软件对商用车后围外板拉延仿真分析,揭示了拉延筋微调修磨在解决开裂、隐裂和褶皱等质量问题中的重要作用。通过建立仿真模型,调整拉延筋阻力系数,成功改进了模具,减少了质量问题,提高了生产效率。
以现场生产过程为依据,在实践中摸索和总结经验,基于某商用车车型后围外板,通过autoform有限元分析软件建立拉延仿真模型,并根据仿真模拟的分析结果制定了后围外板开裂、隐裂和褶皱质量缺陷的解决方案,提供了一种通过拉延筋的微调修磨解决质量问题的快捷便利新方法。
在当前商用车领域,针对生产过程中出现的质量问题,技术人员需要对模具的维修方案进行反复研讨、论证、调试和试生产,特别是对于开裂、隐裂和褶皱等产品型面变化及外观类问题,由于问题产生原因的复杂性和冲压行业本身的特点,主要依赖于技术人员在生产实践中长期积累的经验,如果经验与实际出现偏差,就会造成大量人力、财力和物力的浪费,大大延长了生产周期。随着计算机技术、仿真技术的发展和应用,目前广泛采用的塑性成形理论、数值分析技术、冲压技术和计算机技术为分析冲压成形过程提供了更直观、更便利的方法,为直观快捷地查找冲压质量问题原因、解决冲压产品关键质量问题提供了可能。
1. 冲压拉延工序常见缺陷及原因分析
大型外覆盖冲压件拉延工序成形形状很复杂,通常延周成形深度较大,内部存在较多造型、加强筋等,由于成形面积大、成形深度不同,内部型面很大程度上依赖于材料塑性变形,对材料成形性能有较高要求。此外由于成形深度深、形状复杂,容易出现制件翘曲变形、表面擦(拉)伤、拉裂及褶皱等质量缺陷。
2. 仿真分析模型的建立与验证
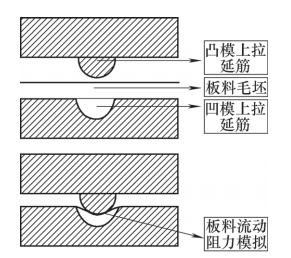
(1)拉延筋布置 在冲压成形中,autoform r7安装方法为了限制板料的流动,需要设置各种形状的拉延筋。Autoform中不需要建立实际的拉延筋有限元模型,而是采用一些曲线来模拟拉延筋行为,当板料流过时,施加拉延筋阻力。本文采用等效拉延筋方式(见图1),在分析时可以很方便地调整拉延筋阻力,节省分析时间,分析完成后再根据相应的拉延筋阻力系数来确定真实拉延筋的几何形状。
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 5355
5355

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









