






汇川H3U的一个比较完整的程序框架,已经用于实际的工程中。 汇川的PLC还是性价比挺高,特别是对于伺服的总线。 汇川主打的伺服控制是CANLINK总线。 这个例子有4个总 线伺服轴,用的是轴控指令,
汇川H3U实用程序框架:工程实战与跨品牌借鉴
在自动化控制领域,汇川的PLC凭借其高性价比,尤其是在伺服总线控制方面的出色表现,逐渐崭露头角。今天就给大家分享一个在实际工程中已得到应用的汇川H3U比较完整的程序框架,相信无论是对新手还是经验丰富的工程师,都有一定的参考价值。
一、汇川H3U优势简述
汇川主打的伺服控制是CANLINK总线,在伺服控制方面展现出了独特的魅力。对于追求高性价比的项目而言,汇川的PLC无疑是一个不错的选择,特别是在伺服总线的应用上,能为项目节省成本的同时保证稳定的性能。
二、程序框架具体内容
(一)轴控制
- 总线伺服轴
- 此例中有4个总线伺服轴,采用轴控指令进行控制。轴控指令在汇川H3U中是实现精准位置控制的关键。比如在实际应用中,我们可能会用到类似这样的代码片段来控制伺服轴的绝对定位:
// 绝对定位指令示例
DRVA S1 S2 D1 D2
// S1:指定脉冲数,决定了伺服轴移动的距离
// S2:指定速度,控制伺服轴移动的快慢
// D1:指定脉冲输出端口
// D2:指定方向输出端口
通过这样的指令,我们可以精确控制伺服轴到达指定的位置。在整个工程中,这4个伺服轴可能分别承担着不同的任务,比如在自动化生产线上,有的轴负责物料的搬运定位,有的轴负责产品的加工定位等。
- 步进轴
- 还有3个步进轴,使用DDRVI、DDRVA指令来控制。这两个指令在步进电机控制中十分常用。以DDRVI为例:
// 相对定位指令DDRVI示例
DDRVI S1 S2 D1 D2
// S1:指定脉冲数,决定步进轴相对当前位置移动的距离
// S2:指定速度,控制步进轴移动速度
// D1:指定脉冲输出端口
// D2:指定方向输出端口
步进轴通常用于一些对精度要求稍低,但成本控制严格的场景,在这个程序框架里,它们和伺服轴相互配合,共同完成复杂的任务。
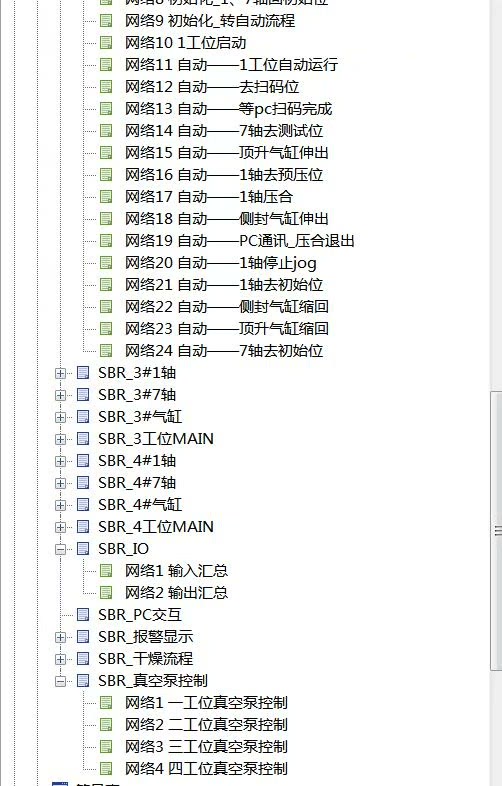
(二)气缸控制
气缸的控制涵盖伸出、缩回、报警等功能。在程序实现上,我们可以通过控制PLC的输出点来控制气缸电磁阀的通断,从而实现气缸的动作。比如简单的气缸伸出代码可以这样写:
// 假设Y0为气缸伸出控制输出点
SET Y0
// 置位Y0,使气缸伸出
而当检测到气缸故障时,比如压力异常等情况,我们可以通过编写报警程序来提醒操作人员。
// 假设X0为气缸压力异常检测输入点,Y10为报警输出点
LD X0
SET Y10
// 当X0检测到压力异常,置位Y10进行报警
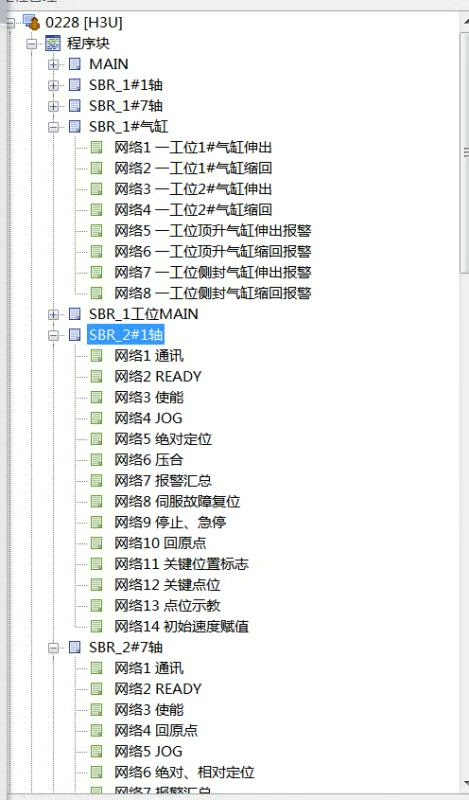
(三)轴控制详细功能细分
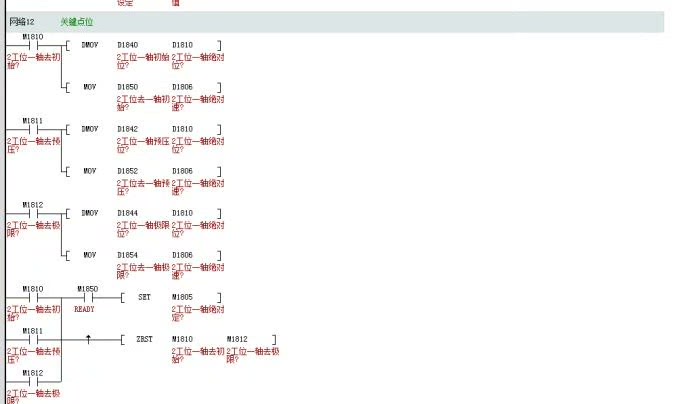
轴的控制功能丰富,分为通讯、READY、使能、JOG、绝对定位、压合、报警、故障复位、停止、急停、回原、点位示教、初始速度赋值等等。
- 使能控制:只有使能后,轴才能正常运行,就像给轴一把“启动钥匙”。在程序中一般通过对特定寄存器或输出点的置位/复位操作来实现。
// 假设M0为轴使能标志位
SET M0
// 置位M0,使轴使能
- 故障复位:当轴出现故障报警后,通过故障复位功能可以尝试恢复轴的正常运行。这通常涉及到对故障标志位的清零操作。
// 假设M10为轴故障标志位
RST M10
// 复位M10,清除轴故障标志
三、程序框架的通用性
这个程序框架条理分明,注释清楚,不仅适用于汇川H3U,就算应用到其他品牌如三菱、台达、永宏、信捷等PLC上,也是很实用的。虽然不同品牌PLC的指令集可能有所差异,但整体的控制逻辑是相似的。比如在三菱PLC中,绝对定位指令是DRVA,但在台达PLC中,类似功能的指令可能是PLSR,只要我们根据不同品牌的指令手册进行适当的调整,就可以轻松移植这个框架。
总之,这个汇川H3U的程序框架在实际工程中的应用效果良好,无论是对伺服和步进轴的控制,还是气缸等其他设备的管理,都提供了清晰的思路和实用的方法,希望能对大家的自动化项目有所帮助。
凌晨三点盯着汇川H3U的触摸屏,突然发现程序框架这事儿就跟搭乐高似的——零件得标准化,拼装要够灵活。这次在锂电设备上落地的H3U框架,算是把总线伺服和步进电机的控制玩明白了。
轴控制模块直接拆分成12个状态机,每个状态对应黑色方框里那排指示灯。注意看伺服使能这段:
//轴使能程序段
IF bAxisEnable THEN
AXIS_SERVO_ENABLE(轴号, TRUE); //总线伺服使能
rStatusWord := GET_SERVO_STATUS(轴号); //实时读取伺服状态
tAlarmTimer(IN:=TRUE); //报警监测计时器
ELSE
AXIS_SERVO_OFF(轴号); //急停时强制断电
END_IF
这里藏着两个关键点:1.状态字必须用异步方式持续读取 2.使能信号要配合独立计时器做超时保护。新手常犯的错误是把状态检测做成单次读取,结果设备跑着跑着就丢信号。
绝对定位的实现比想象中直白:
CASE nStep OF
10: //压合工位定位
AXIS_ABS_MOVE(轴号, fTargetPos, 200.0); //200mm/s速度
nStep := 20;
20:
IF AXIS_IN_POSITION(轴号) THEN
tDwellTimer(IN:=TRUE); //到位后保压计时
END_IF
END_CASE
重点在速度参数处理——这里的200不是固定值,程序开头专门做了速度参数初始化模块,把设备参数与运动指令解耦。这种设计让后期调试改参数不用翻遍整个程序。
步进电机控制反而更讲究时序,DDRVI指令用出花:
//送料步进控制
IF bFeedStart THEN
DDRVI(相对位移, 脉冲频率, 输出口); //相对定位指令
WHILE 执行中标志 DO
WDT_REFRESH(); //看门狗刷新
DELAY_MS(5); //防止CPU过载
END_WHILE
END_IF
这段隐藏的坑是脉冲频率的单位转换。H3U的脉冲单位是kHz,但触摸屏上设置的是mm/s,需要根据丝杆导程在全局数据块做自动换算。见过有人直接把屏上的数值填进去,结果电机直接起飞…
气缸控制别看简单,报警逻辑才是精髓:
//气缸伸出监控
tCylinderTimer(IN:=bCylinderOut);
IF tCylinderTimer.Q THEN
sAlarmMsg := CONCAT('气缸',轴号,'伸出超时');
SET_ALARM(1001);
END_IF
每个气缸都配了独立计时器和报警代码,关键是报警信息用CONCAT函数动态生成。调试时见过最骚的操作是把报警记录自动生成Excel报表,直接在HMI上导出。
这个框架最妙的是状态切换模块——用二维数组实现了模式切换矩阵。自动/手动/维修三种模式各自对应不同的操作权限,甚至考虑了模式切换时的运动缓冲。移植到三菱FX5U上时,只需要把总线指令替换成对应的指令库,架构完全不用动。
程序结尾处那个"速度参数初始化"子程序,用指针玩出了花:
FOR i:=0 TO 6 DO
pSpeedParam := ADR(fBaseSpeed) + i*4; //获取参数地址
fAxisSpeed[i] := pSpeedParam^ * rSpeedFactor; //带系数调整
END_FOR
这种内存操作在PLC编程里算是高阶玩法了,但确实比传统的逐个赋值清爽得多。不过要记得在注释里写明指针偏移量的计算方式,不然三个月后自己都看不懂。
说到底,好框架的标准就两条:1.功能模块像俄罗斯方块一样能随便组合 2.报警处理像蜘蛛网似的全覆盖。这套东西在锂电设备上跑了半年多,最大的收获是发现注释比代码更重要——每个报警代码后面都标了解决方案,连新来的电工都能照着注释处理大部分故障。
汇川H3U的一个比较完整的程序框架,已经用于实际的工程中。
汇川的PLC还是性价比挺高,特别是对于伺服的总线。
汇川主打的伺服控制是CANLINK总线。
这个例子有4个总 线伺服轴,用的是轴控指令,还有PID指令的控制。
还有3个步进,用的是DDRVI、DDRVA来控制
程序写的条理分明,清晰易懂,注释清楚,对于初次使用汇川的总线控制有很好的参考价值,。
气缸的控制宝库伸出、缩回、报警
轴的控制是分为通讯、READY、使能、JOG、绝对定位、压合、报警、故障复位、停止、急停、回原、点位示教、初始速度赋值等等。
这个真的是一个很好的程序框架,就算用于其他的三菱、台达、永宏、信捷等等。
这个的框架也是很实用。




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









