







摘 要
为了设计出应用在工业级生产当中,高效、精准的玻璃自动切割机器,改变传统费时费力的人工切割玻璃的方式,实现对不同规格的玻璃进行理想图形切割,减少人工操作带来的风险,提升企业效率和利益,本设计利用PLC作为自动玻璃切割机的控制系统,步进电机作为主要传动装置,PLC发出信号至步进电机驱动器,控制步进电机的正反转和转动速度,步进电机前端的齿轮带动皮带实现前后运动。同时控制三个步进电机,实现玻璃刀头在X、Y、Z三轴中的自由运动以及速度控制。PLC发出旋转刀头信号,通过气压阀带动气压装置,触发90°定位销装置,实现玻璃刀头的0°、90°、180°的旋转功能。能够控制刀头自由运动的方向和速度,便可以满足玻璃切割机对规则图形切割功能。
采用PLC来控制玻璃切割机,能实现切割过程中速度和角度精准把控,对于生产速度以及生产质量也有着显著提升,企业收益也会随着水涨船高。结果表明,玻璃自动切割机控制系统设计在技术上是可行的,符合当今市场上自动玻璃切割机的功能要求,有着良好的市场前景。
关键词:PLC; 步进电机; 自动控制; 角度控制; 速度控制
1 玻璃切割机控制系统设计
1.1系统方案选择
(1)采用PLC作为控制器。
PLC即可编程逻辑控制器,为了迎合现代自动化工业的发展应运而生的电子设备,采用数字运算,内部搭载用于其内部存储程序、执行逻辑运算、顺序控制、定时、计数与算数操作等面向用户的指令的可编程储存器,并通过数字或模拟输入/输出控制各种类型的机械或生产过程。
(2)采用单片机作为控制器。
单片机是一种集成电路芯片,采用超大规模集成电路技术把具有数据处理能力的中央处理器CPU、随机存储器RAM、只读存储器ROM、多种I/O口和中断系统、定时器/计数器等功能集成到一块硅片上构成一个小而完善的微型计算系统。
PLC和单片机优缺点对比:
(1)PLC属于单片机的子产物,但是青出于蓝而胜于蓝,经过长期的应用调试,PLC已经成为技术成熟,效果稳定的独立产品,而且有着较强的通用性。
(2)单片机自身成本低,但是需要和其他元件和软件共同应用,开发任务艰难;PLC成本较高,但在国内工业领域已广泛应用,配套设备更加完善,而且开发周期短,可靠性高。
(3)PLC多在工业生产中作为控制器,作为此次设计的控制器针对性更强;而单片机在各个领域广泛应用,质量却参差不齐,学习、维护都十分困难。
(4)PLC具有一定的互换性,有质量保障,软件编程方面也已经标准化。
综上所诉,结合玻璃切割机的需求,最终选择PLC作为本次设计的控制器最优。
1.2玻璃切割机的工作原理
本设计以PLC作为控制系统的控制核心,步进电机作为驱动系统的驱动核心,切割的玻璃采用真空吸附的方式进行加固,还可实现手动切割与自动切割自由转换的工作方式。
手动方式切割时,通过人工操作确定落刀位置,以及X、Y轴的移动,手动进行刀头0°、90°、180°的旋转控制。
自动方式切割时,根据客户所需产品要求,预先设定参数,玻璃切割机自动运作,把玻璃精准的切割成预先设定的规则图形。
另外在功能设计的基础上还要添加安全装置,如急停开关,急停开关属于主令控制电器的一种,无论发生任何意外状况,急停开关可直接切断电源,让设备停止运作,从而保全设备尤其是保障使用者的安全。还有真空吸附报警装置,当玻璃没有完全吸附时,发生报警,以便及时调整。
在软件设计方面也应有安全设计,比如在机器进行回归原点操作时,刀头应控制在抬起状态,避免损毁刀具和玻璃。
1.3工艺过程
玻璃切割过程中机器原点和玻璃原件的摆放如图1.1所示。
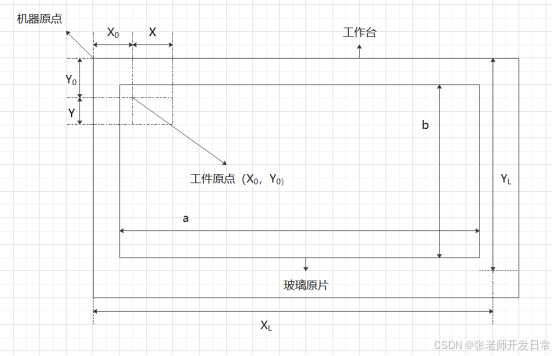
图1.1玻璃切割位置图
如图1.1所示,X0和Y0分别表示机器原点与工件原点在X、Y轴上的距离,默认设置机器向右的和向下运动的方向分别为X、Y的正方向。图中a、b是待切割玻璃的长度和宽度,X、Y是玻璃切割成品的长度和宽度。XL和YL是自动工作状态下刀头在X、Y直线方向上的最大距离。实际的生产制造时,a、b的值应小于XL和YL的值。
在实际工作中处于自动方式切割时还存在一个参数限制,设置刀头在X方向的切割次数为n1和Y方向的切割次数为n2,n1和n2的值取决于切割的玻璃块数,由于n1的数值影响着设备的抬刀与落刀,所以要判断其为奇数还是偶数,以执行不同的抬、落刀程序,Y方向由于处在X方向运动后,没有这种限制。
整个工艺过程关系图如图1.2所示。
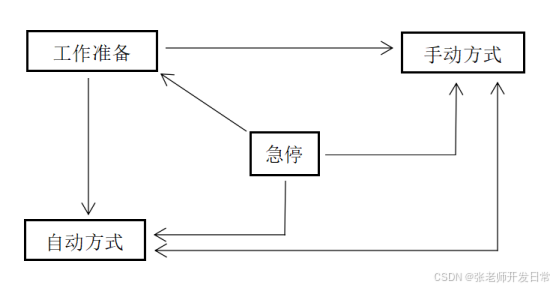
图1.2整个工艺关系图
图示中的工作准备就是要完成开机上电,切割刀头回原点和玻璃的固定,无论是手动还是自动操作,想要进行都要在完成工作准备之后。急停操作在工作准备、手动方式切割、自动方式切割时都可以进行。
2硬件设计
2.1控制部分设计
由于是使用PLC作为控制器,所以控制部分设计的主要内容就是以选择符合设计要求的PLC型号为主。
PLC选型主要考虑以下方面:
(1)I/O点数。计算系统预计需要多少输入量,多少输出量;
(2)计算系统对于PLC响应时间的要求(扫描速度);
(3)根据设计要求选取是否需要附加功能,如高速计数器等;
根据本设计系统中控制对象的输入/输出量判断所需I/O点数如下:
步进电机(4个):输出量4个、高速脉冲输出4个;
气压装置:输出量1个、高速脉冲输出1个;
位置传感器:输入量2个;
数字开关(设定速度、角度、时间):输入量12个;
控制按钮:输入量4个;
指示灯:输出量3个;
计数器:输出量1个;
总计:输入量18个,输出量9个,脉冲输出5个。
根据本次设计的控制条件,首先将目光锁定在了三菱Fx-3U系列PLC,但是由于Fx-3U主要是用于小型设备开发,而同为三菱电机出品的Q系列PLC则是应用在大中型设备中的,虽然在价格上Fx-3U占据一定优势,但是在工业中指令处理速度应该是重点考虑因素之一,而Q系列PLC在这方面显然做的更为优异,所以最终应选用三菱QD77MSPLC作为控制器,它是三菱电机推出的大中型PLC产品,具有1024个IO点数,16个脉冲输出口,十分适用于做大型设备的控制器,另外他还具有控制精密度高,可拓展性强等优势。
2.2驱动部分设计
2.2.1步进电机及驱动器的选型
PLC接收回原点或切割指令时,向步进电机驱动器发出脉冲列,通过步进电机驱动器进而控制步进电机按接收到的脉冲信号进行运动。
上诉元器件除了脚踏开关、电磁阀、气缸和步进电机以外,其余都布置在电控箱上。
根据上诉内容设计控制箱面板如图2.5,控制箱面板上装有设备总开关、计数器、手动/自动转换按钮,时间BCD数字开关,速度BCD数字开关,角度BCD数字开关,启动指示灯,切割指示灯,停止按钮。
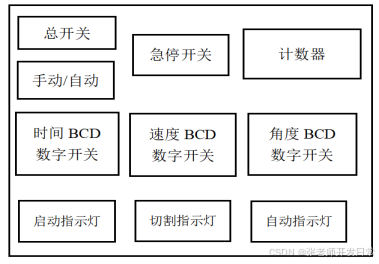
图2.5电控箱面板图
控制部分需要频繁使用的元器件都布置在电控箱面板上,除了脚踏开关同样使用较多,但是为了方便使用,需要将其接线从电控箱引出,放置到地面上。对于PLC和步进电机驱动器,将其直接放置在电控箱内即可,可以保持外型美观,还能防止误触导致接线松动。
驱动部分的接线则从电控箱引出,接到相应器件上。电磁阀的控制线接到PLC上后另一端从电控箱内引出,接到电磁阀上,步进电机的控制线接到步进电机驱动器上,另一端从电控箱引出,接到步进电机上。
3 实物模型设计
3.1 实物模型的选型和安装
(1)部件选型
实物设计无需达到工业级那种精密的水平,所以最终选用了性价比较高的三个SST43D2125型号和一个T7308-01型号的两相混合式步进电机,搭配三组滑台导轨和一个丝杆导轨。将一个SST43D2125型号步进电机与一个滑台导轨相连组成X轴,将另两个SST43D2125型号步进电机与另两个滑台导轨相连组成两个Y轴,T7308-01型号与丝杆导轨相连组成Z轴。原本Y轴只需要设置一个,但是考虑到实物装置不同于工业设备,为了完善其稳定性,在垂直于X轴的两端分别固定了一个Y轴。
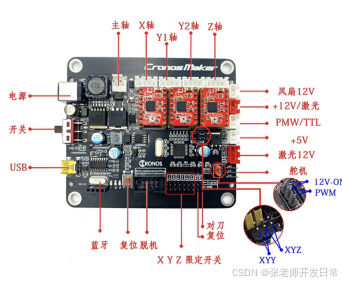
实物控制部分设计中原定的是三菱Q系列PLC,但考虑到实际不易获取,所以采用了和其类似控制原理的尚跃微控制器,其内部搭载了驱动器,但是其只能接受路径指令,所以我们需要把位图(常见的jpg、png图片)转换成控制板能理解的G-Code代码或.svg格式的矢量图。G-Code代码可通过JediMaste、InkScape等软件生成,.svg格式的矢量图可通过VectorMagic软件生成,将生成的G-Code代码或.svg格式的矢量图导入到微控制器中,就可以实现对切割形状的设计,虽然舍弃了一定的控制精度,但是操作更加简单,方便自动玻璃切割机的功能展示。
(2)部件安装
步进电机的接线一般根据线的颜色来区分即可,但是不同公司生产的步进电机线的颜色有所差异,所以为了保险起见,接线应该用万用表打表。2相4线步进电机没有com公共抽线,所以a组和b组是绝对绝缘的,只需用万用表将a组和b组分开,不接通的是一组。
接线完成的X、Y轴的步进电机前方的齿轮通过齿带连接,将步进电机固定在滑台导轨上,此时电机正反转就可以实现在滑台上的左右移动。Z轴的步进电机通过丝杆与滑台相连,电机正反转可实现丝杆导轨的上下移动,最后将玻璃刀固定在Z轴导轨前端。装置有效行程180-180-10(mm),外部结构370-310-50(mm)。
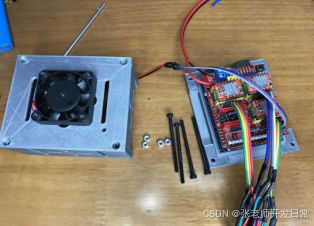
驱动部分实物接线及拼接完成图如下:

控制部分的接线要求如下图:
由于两个Y轴电机是正对着摆放的,所以在接线时一定要把一组线圈对调下。
控制部分实物接线完成图如下图:
4 结论
根据以上分析,确定了此次设计的可行性,进而也确定了其在实际生产中的实用性,以及本次设计对玻璃切割工业产生的便利和收益。PLC因为可靠性高而且操作起来十分简便,已经被广泛应用在了当今的工业领域。此次采用PLC作为控制器,实现对玻璃切割机的控制,采用以步进电机为主的驱动装置,使得整体设备运行起来更加精准。设计的工控箱及其上面的控制按钮以及BCD数字开关,则使得装置针对不同情况可以随意调节数值,工作方式自由选择,操作起来十分便捷。同时相应的配备了安全措施,急停按钮和真空吸附报警装置,保障了设备和操作人员以及玻璃原片的安全。
这款全自动玻璃切割机不仅可以进行各式各样不同规格的玻璃切割,还能达到切割过程中对于速度和角度的精准把控,提升了产品的精度,更提高了生产的速度,节约了人工成本,还一定程度上减小了安全隐患,最大限度的增加了企业的收益,可用于工业中普通玻璃和深加工玻璃等的切割工作,拥有广阔的应用前景。

















 5531
5531

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









