







文末有 设计原理文件 及 PDF文件 网盘链接
1.通过对红外倒车雷达原理和设计需求分析,通过文献研究等科学方法对电子产品设计方案进行研究,考虑产品指标和成本因素,调研和分析电子信息系统的复杂工程问题的解决方案;
2. 理解典型电子产品结构原理,掌握电子元器件的性能特点、电子产品生产工艺基本知识,具备对电阻器、电容器、电感器、二极管、三极管等常见电子元器件识别选用以及常用电工仪器仪表操作使用的能力;
3.了解印制电路板及其焊接技术;通过导线及印刷电路板的焊接训练,掌握手工锡焊的基本操作技能,培养安全操作意识。
二、预习操作
1.能识别常用电子元器件,理解其表面标注的含义,并用万用表进行验证;对有极性的元器件能正确识别其极性。
2.导线焊接训练;元器件成型及安装、印刷电路板焊接训练;印刷电路板的拆焊训练。
3. 红外倒车雷达电路分析及仿真。
三、预习报告
|
电阻 测量方法 | 色 标 法 | ||||||||||
| 第一位 | 第二位 | 第三位 | 第四位 | 第五位 | 电阻值 | ||||||
| 颜色 | 值 | 颜色 | 值 | 颜色 | 值 | 颜色 | 值 | 颜色 | 值 | ||
 | 黄 | 4 | 紫 | 7 | 黑 | 0 | 红 | 102 | 棕 | ±1% | 47KΩ±1% |
 | 棕 | 1 | 黑 | 0 | 红 | 102 | 银 | ±10% | 1KΩ±10% | ||
 | 棕 | 1 | 黑 | 0 | 绿 | 105 | 金 | ±5% | 2MΩ±5% | ||
 | 红 | 2 | 黑 | 0 | 黑 | 0 | 蓝 | 106 | 棕 | ±1% | 200MΩ±1% |
 | 红 | 2 | 黑 | 0 | 橙 | 103 | 金 | ±5% | 20KΩ±5% | ||
2.说明如何用万用表鉴别三极管的极性,并简单检测其性能。
将数字万用表拨至二极管档,红表笔固定任接某个引脚(假设三极管为NPN型)用黑表笔依次接触另外两个引脚,测试PN结的正向压降,如果两次显示值都小于1V,则红表笔所接的引脚为“基极”(或b)。其中数值较大的一次,黑表笔所接的为“发射极”(或e),则另外一个管脚为“集电极”(或c)。若是PNP型三极管,则将红表笔换成黑表笔,方法同上。
①用数字万用表鉴别硅管与锗管:在用数字万用表判断三极管的电极的测试中,若所测的PN结正向压降值在0.2V左右(或小于0.4V),则该管为锗管。若所测的PN结正向压降值在0.6V左右,则该管为硅管;
②用数字万用表测量管子的共发射极电流放大系数hFE或β值:将万用表拨在hFE档,可以测出该管的β值。
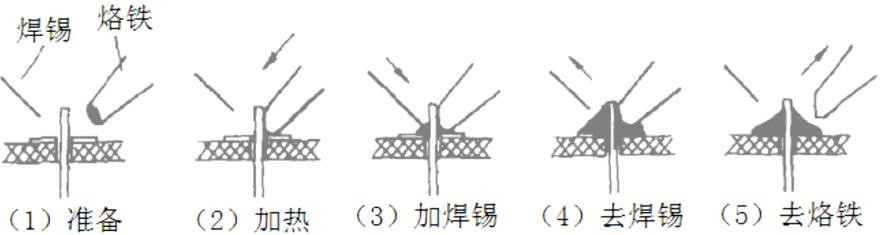
图 焊接五步法
①准备施焊
准备好焊锡丝和烙铁。此时特别强调的是烙铁头部要保持干净,即可以沾上焊锡;
②加热焊件
将烙铁接触焊接点,首先要保证烙铁加热焊件各部分,例如印制板上引线和焊盘都使之受热,其次要注意让烙铁头的扁平部分(较大部分)接触热容量较大的焊件,烙铁头的侧面或边缘部分接触热容量较小的焊件,以保证焊件均匀受热;
③熔化焊料
当焊件加热到能熔化焊料的温度后,将焊丝置于焊点,焊料开始溶化并润湿焊点;
④移开焊锡
当熔化一定量的焊锡后,将焊锡丝移开;
⑤移开烙铁
当焊锡完全润湿焊点后移开烙铁,注意移开烙铁的方向应该是大致45°的方向。
焊接时间应控制在1秒到3秒之间。过短的焊接时间会导致焊料不能充分熔化,容易造成虚假焊,而过长的时间则可能导致焊点质量不佳
产生虚焊点的主要原因是元件脚、印制电路板铜箔表面不清洁,或者电烙铁头温度偏低,元件脚、印制电路板铜箔与烙铁头接触表面太小导致受热太慢,温度不够,也有焊锡用量不当引起的;
使用恰当的焊接工具和设备,并确保焊接区域的清洁。使用放大镜或显微镜进行检查,并对焊接点进行测试,确保其连接牢固。使用高质量的焊锡丝和焊剂,确保焊接连接的稳定性和可靠性。同时,也要确保焊接材料与元器件和电路板材料相容。选择适当的焊接技术可以降低虚焊的风险;
①根据出现的故障现象判断大致的故障范围;②外观观察,重点为较大的元件和发热量大的元件;③放大镜观察;④扳动电路板;⑤用手摇动可疑元件,同时观察其引脚焊点是否出现松动;
立焊:特点是焊接时工件垂直放置,采用从上往下的焊接方式,可以高效地连接金属材料,且焊接质量稳定可靠。
烙铁焊接:这是一种常见的手工焊接方法,适用于小规模或精细的焊接工作。通过使用电烙铁加热焊点,使焊料与被焊件熔合。
脉冲热压焊接:通过短时间内的高温来实现焊接,适用于需要快速且稳定的焊接过程。
锡丝定量熔滴焊:利用锡丝在特定位置产生的热量进行焊接。
高频焊接:通过高频电流产生的热量来完成焊接,这种方法可以实现快速且自动化的生产过程。
微点焊接:这种焊接方式通过极小的热量点焊,适用于对焊接质量要求极高的场合。
激光焊接:利用激光束的高能量密度进行焊接,可以实现连续或脉冲激光束的焊接,适用于各种材料和复杂结构的焊接。
电阻焊:通过施加在电极上的压力以及焊接电流所产生的电阻热来实现接合,包括点焊、缝焊、凸焊等多种形式。
电子束焊接:利用加速和聚焦的电子束轰击置于真空或非真空中的焊件所产生的热能进行焊接,不用焊条、不易氧化、工艺重复性好及热影响区小。
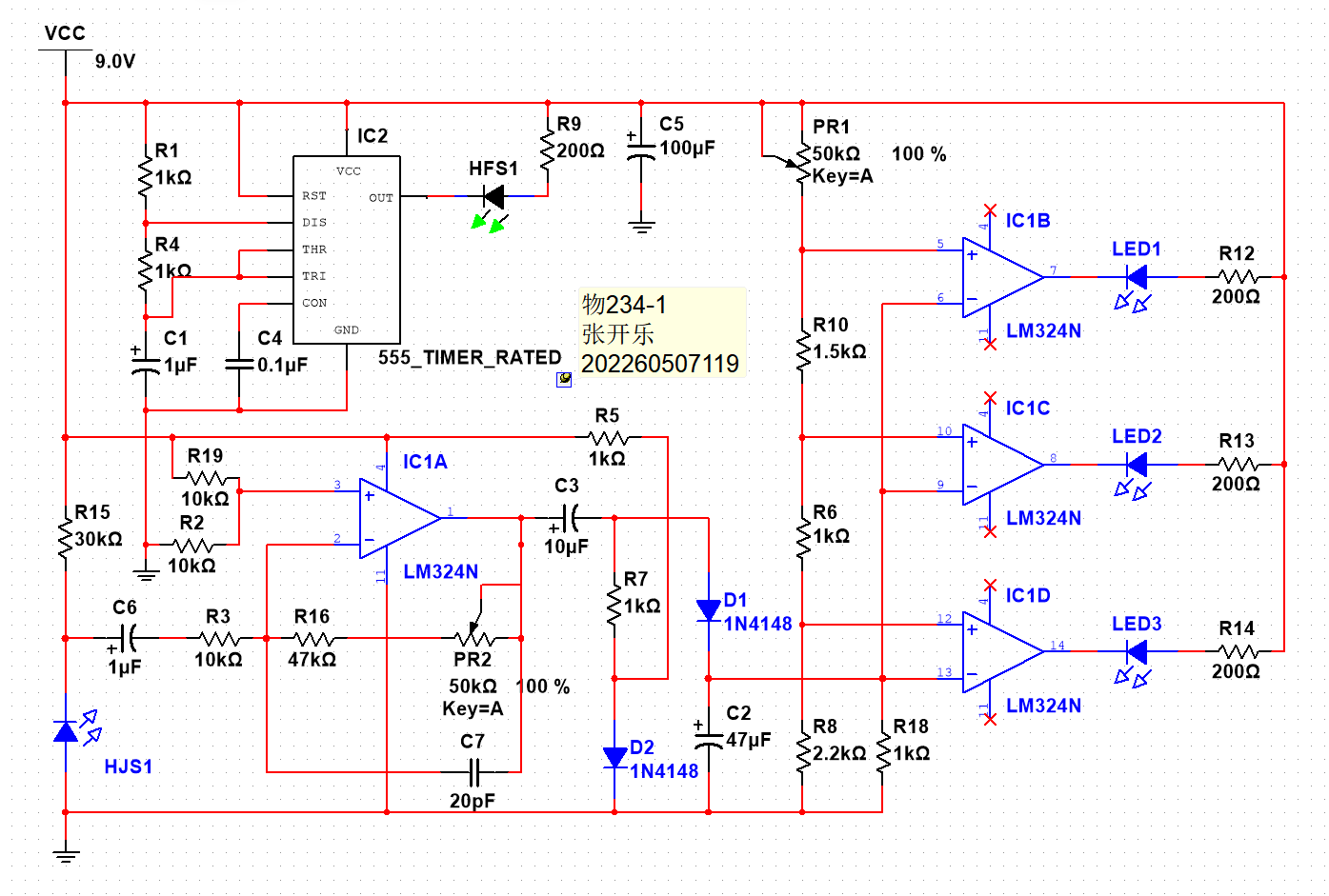
红外倒车雷达电路使用红外发射管和红外接收管作为传感器件,电路的核心元件包括NE555和运放LM324。NE555构成多谐振振荡电路发射红外波信号,LM324主要用来放大红外接收信号和构成电压比较器电路,发光二极管用来指示倒车距离范围。
红外倒车雷达主要由发射器、接收器、控制电路、显示器等组成。其工作原理是通过发射红外光束,使其照射到车后方的障碍物上,障碍物反射回来的红外光被接收器接收,并转化成电信号,经过控制电路处理后,通过显示器显示出来。
1.熟练使用焊接工具,掌握电子设备的焊接、装配技能,能够完成电子设备的焊接、装配、调试和简单故障的排除;培养分析问题、解决问题的工程能力。
2.通过红外倒车雷达的安装、调试,严格遵守电子产品设计规范和职业道德规范,具备初步的工程师职业素养以及团队协作和沟通能力。
二、实习操作
1.红外倒车雷达安装准备;
2.红外倒车雷达的组装;
3.红外倒车雷达的综合调试。
三、实习报告
《电子工艺实习》是通信工程专业的一门专业实践课程。通过本课程的学习,熟悉电子仪器仪表的使用,掌握电子工艺的基本操作技能,强化利用理论知识解决实际问题的工程实践能力,培养电子工程师基本素质,为后续课程学习和从事电子技术工作打下必备的基础:
①熟练使用焊接工具,掌握电子设备的焊接、装配技能,能够完成电子设备的焊接、装配、调试和简单故障的排除;培养分析问题、解决问题的工程能力;
②通过红外倒车雷达的安装、调试,严格遵守电子产品设计规范和职业道德规范,具备初步的工程师职业素养以及团队协作和沟通能力。
(1)为了防止触电,应遵守的安全操作习惯如下:
①在任何情况下检修电路和电器时都要确保断开电源,仅仅断开设备上开关是不够的,还要拔下插头;②不要湿手开、关、拔、插电器;③遇到不明情况的电线,先认为它是带电的;④尽量单手操作电工作业;⑤遇到较大体积的电容器先放电,在进行检修;⑥触及电路任何金属部分之前都应进行安全测试;⑦不在疲倦、带病等不利状态下从事电工作业。
(2)在电子装接工作中,除了注意用电安全外,还要防止机械损伤和防止烫伤,相应的安全操作习惯:
①用螺丝刀拧紧螺钉时,另一只手不要握在螺丝刀刀口方向;②烙铁头在没有确信脱离电源时,不能用手摸,以免烫伤;③烙铁头上多余的锡不要乱甩;④在通电状态下不要触及发热电子元器件(如变压器、功率器件、电阻等),以免烫伤。
①根据电阻器上的标志识别电阻器的阻值:
色环颜色代表的数字:黑0 、棕1、红2、橙3、黄4、绿5、蓝6、紫7、灰8、白9。
色环颜色代表的倍率:黑*1、棕*10、红*100、橙*1K、黄*10K、绿*100K、蓝*1M、紫*10M、灰*100M、白*1000M、金*0.1、银*0.01。
a.四色环电阻
第一条色环:阻值的第一位数字;第二条色环:阻值的第二位数字;第三条色环:代表倍率,阻值乘数的10的幂数;第四条色环:表示误差。
色环颜色代表的误差等级:只有金5%、银10%两种。
b.五色环电阻
第一条色环:阻值的第一位数字;第二条色环:阻值的第二位数字;第三条色环:阻值的第三位数字;第四条色环:代表倍率,阻值乘数的10的幂数;第五条色环:表示误差。
色环颜色代表的误差等级:金5%、银10%、棕1%、红2%、绿0.5%、蓝0.25%、紫0.1%、灰0.05%、无色20%。
②用万用表准确测量电阻器的阻值;
①根据电容器的标志识别电容器的容量。
②用万用表(具有电容测量档的数字万用表)测量电容器的容量。
③小电容(C≤0.1μF)可测短路、断路、漏电故障。常用测电阻的方法:正常情况下,电阻为无穷大,若电阻接近或等于零,则电容短路;若为某一数值,则电容漏电。
④电解电容正负极性的判断
a.引脚较长的一端为“+”极,引脚较短的一端为“−”极。
b.标有“−”标志的一端为“−”极。
c.用万用表判断:用红、黑表笔接触电容器的两引脚,记住漏电电流的大小。然后将电容器的正、负引脚短接一下,将红、黑表笔对调后,再测漏电电流,漏电电流小的一 次,与黑表笔相接的引脚为“+”极。
⑤注意:由于电容器具有储存电荷的能力,因此,在测量或触摸大电解电容器时,要先将两个引脚短路一下(方法是:手拿带有塑料柄的螺丝刀,然后用金属部分将引脚短路),以将电容器中存储的电荷泻放,否则,可能会损坏测试仪表或出现电击伤人的意外情况。
①二极管的识别
普通二极管:在电路中常用“VD”或“D”表示,有标记的一端为“−”极。
稳压二极管:在电路中常用“ZD”表示,有标记的一端为“−”极。
金属封装二极管:螺母部分通常为“−”极。
发光二极管:通常用引脚长短来识别,长脚为“+”极,短脚为“−”极。还可以用内部电极来识别,一般来说,电极较小、个头较矮的一个为“+”极,电极较大的一个为 “−”极。对于贴片发光二极管,有缺口的一端为“−”极。
②二极管的测试
a.测试二极管的正向压降:用数字万用表的二极管档测试二极管时,红表笔接二极管的“+”极,黑表笔接二极管的“−”极,此时显示屏上即可显示二极管的正向压降值。不同材料的二极管,其正向压降值不同,一般锗管为0.15~0.30V,硅管为0.4~0.70V。
b.用万用表的电阻档测试二极管的正、反向电阻值,可以判断二极管的极性和好坏。
c.发光二极管LED 的测试:将数字万用表拨至二极管档,红表笔接LED 的正极,黑表笔接LED 的负极,LED 发光。也可以将数字万用表拨至HFE 档,LED 的正、负极分别插入NPN 的C、E 孔,LED 发光。(注意:由于电流较大,点亮时间不要太长)。
用测量小电阻的方法,可检测开关和连接器的好坏和性能,接触电阻越小越好,接触电阻通常小于1Ω。用高阻档可检测开关和连接器的绝缘性能。
 |
表 红外倒车雷达元器件清单
(1)电路安装、元件焊接需严格按照元件清单表。
(2)元件安装、焊接遵照从小到大、从低到高的原则来进行。
(3)电阻插装焊接,电阻元件较多,要区别不同阻值的电阻,不要相互混淆,色环朝向保持一致,紧贴电路板插装焊接。
(4)有极性元件如电解电容,焊接前请先判断极性,确认无误后再焊接。
(5)红外发射管(HFS)、红外接收管(HJS)在焊接前请先判断自身极性,确认无误后再焊接。安装方向可以向上,也可以朝侧面。
(6)发光二极管、二极管1N4148有极性,安装前先确定极性方向。
(7)双列直插式集成块,先焊接底座,再安装集成块。
(8)电路没有电源极性保护,接通电源前确定正负极,板上有标注。
在焊接时,不仅必须要做到焊接牢固,焊点表面还要光滑、清洁,无毛刺,要求高一点还要美观整齐、大小均匀。避免虚焊、冷焊、漏焊、错焊。
①电烙铁以及焊锡丝的握法
a.烙铁一般应距鼻子的30-40cm,防止操作时吸入有害气体;
b.左手拇指和食指捏住锡丝,当连续焊接时,将多余锡丝置与手心一侧;断续焊接时,将多余锡丝置于虎口一侧。
②对元器件管脚进行整形以及插装
a.所有元器件引线均不得从根部弯曲,一般应留1.5mm以上,弯曲可使用尖咀钳和镊子,也可借助圆棒;
b.弯曲一般不要成死角,圆弧半径应大于引线直径的1-2倍;
c.要尽量将有字符的元器件面置于容易观察的位置。
①准备施焊;②加热焊件;③熔化焊料;④移开焊锡;⑤移开烙铁。
①一般电阻、电容等管脚不多,且每个引线可相对活动的元器件可用烙铁直接解焊;
②集成块,中频变压器等就可用专用工具,吸焊烙铁或吸锡器。
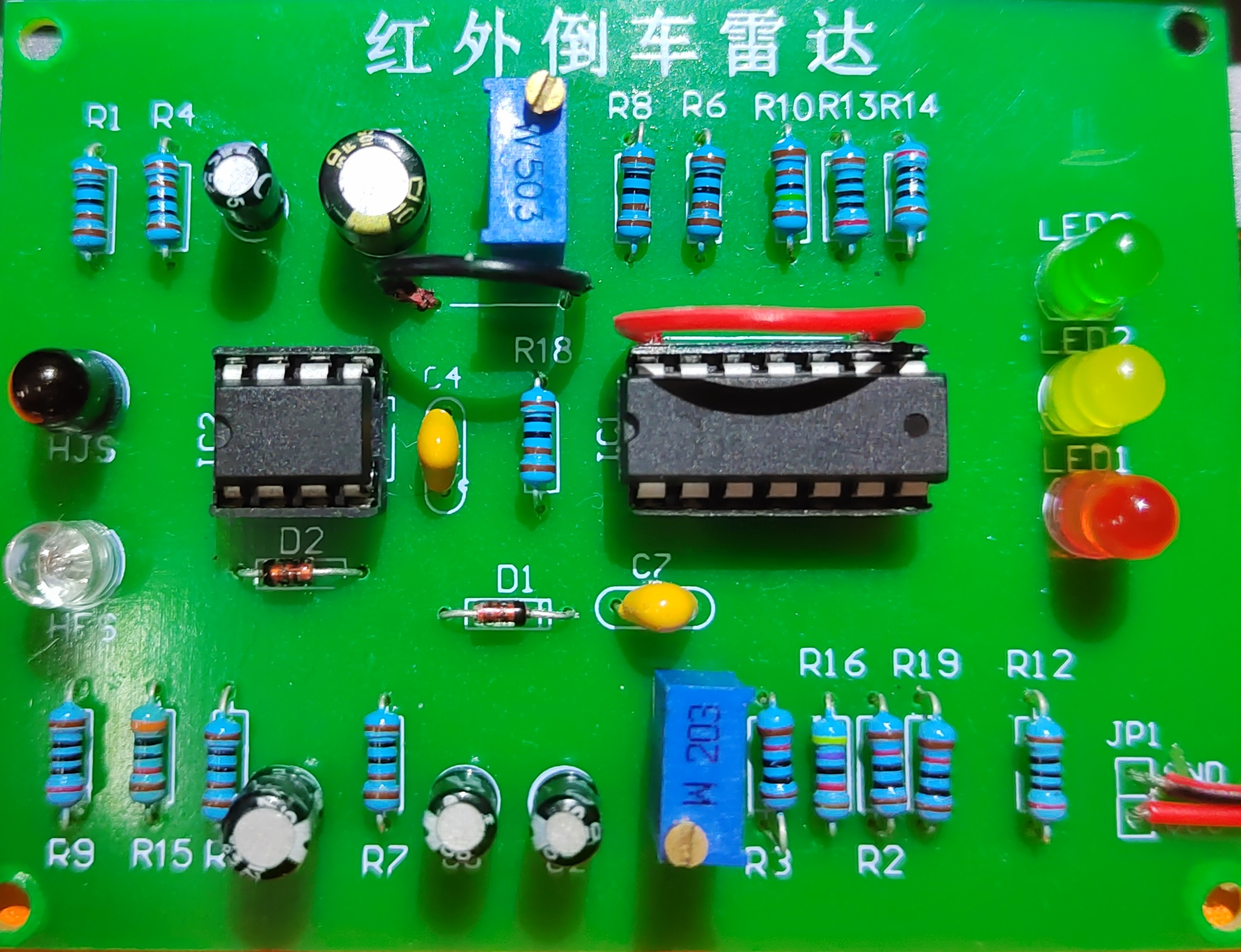
图1 红外倒车雷达焊接实物图(正面)
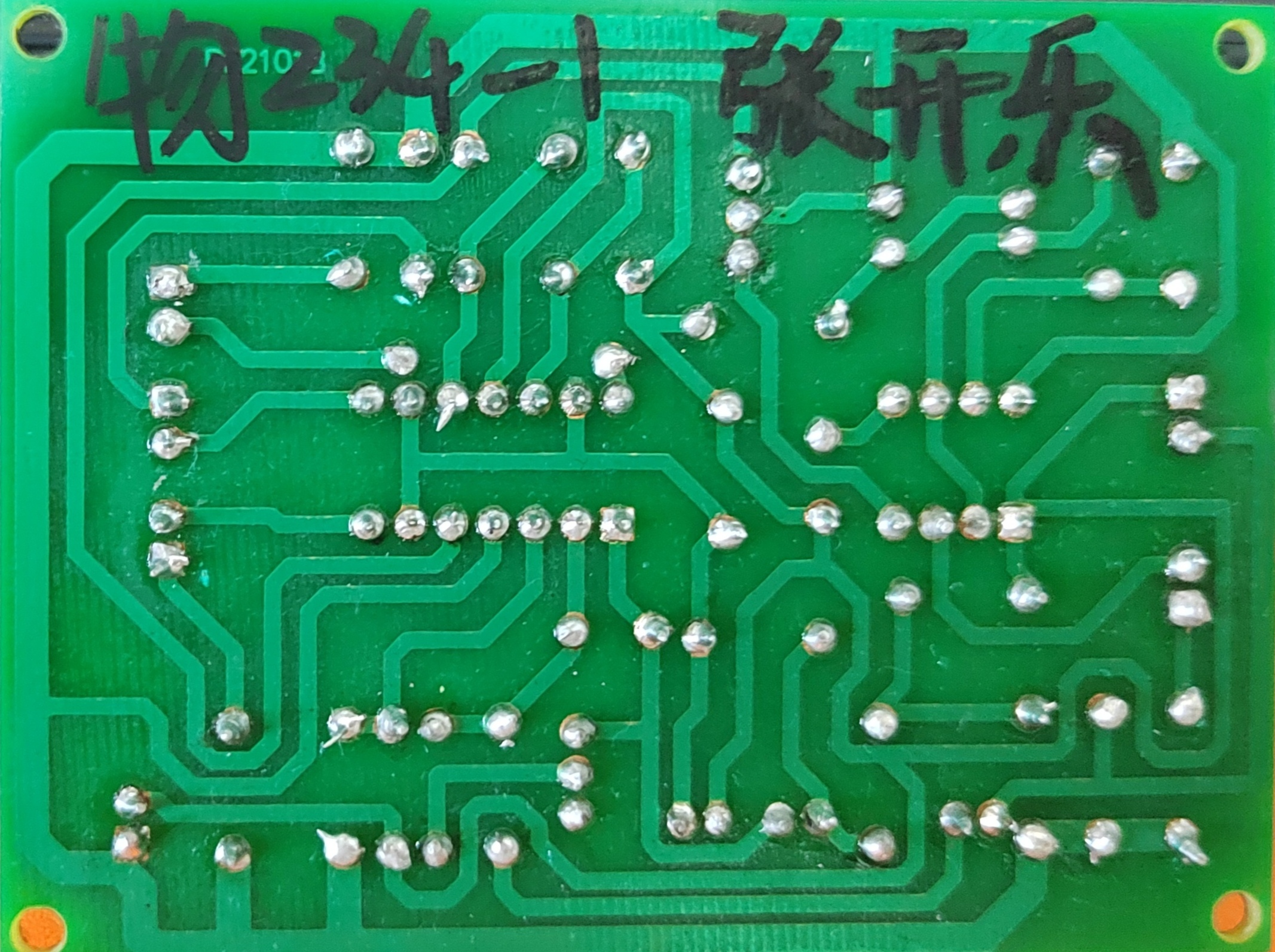
图2 红外倒车雷达焊接实物图(反面)
(1)目视检测:安装焊接完毕后,按照原理图及工艺要求检查整机安装情况,检查输入、输出连线是否正确、可靠,相邻导线及焊点有无短路及其它缺陷。
(2)电路安装完成后,检查电路安装无误后,接通9V电源,观察电路有无异样(如元件发热等)。
(3)如果电路安装正常,使用调试工具调整电路相关元件。最终的效果是当传感器上方遮挡物不同距离时,显示的LED 数量不同,距离越近时,发光二极管亮的越多,无遮挡物时则不亮。Rp1调节反射距离,Rp2调节灵敏度,可以尝试30cm一盏灯亮,20cm二盏灯亮,10cm三盏灯亮。传感器上方用白纸遮挡,对红外波的反射效果最好。
在焊接之前,仔细深入地了解了红外倒车雷达的原理图,并用Multisim软件进行了原理图的仿真,方便了后续的焊接工作。在焊接期间,我有机会仔细了解红外倒车雷达的各个元器件及其检测工具,这让我对焊接板的制作有了更清晰的认识。
在实习过程中,我遇到了一些的问题,例如二极管正负极反接、某些焊接点过于饱满等。通过临场发挥解决这些问题,我学会了快速反应、灵活应对,并提出改进建议,以此提高制作效率和焊接作品质量。
焊接期间,我不仅学到了技术知识和工艺技能,还培养了良好的职业素养。这段经历不仅让我在专业上有所成长,也提升了我的自信和责任感。
总之,《电子工艺实习》这门专业实践课程给了我一个宝贵的机会,让我在实践中学习、成长,并为未来的职业发展奠定了坚实的基础。我将珍惜这段经历,并将所学应用于未来的工作中。


















 8544
8544

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









