






No.81 西门子s7-200 mcgs基于PLC的三轴机械手控制系统
带解释的梯形图程序,接线图原理图图纸,io分配,组态画面
ID:6250673638869832

《基于PLC的三轴机械手控制系统实例》
摘要:
本文介绍了一种基于PLC的三轴机械手控制系统,该系统基于西门子S7-200 PLC,并使用MCGS人机界面进行操作。文章详细阐述了梯形图程序的编写过程,解释了接线图原理图图纸以及IO分配和组态画面的设计。本系统充分发挥了PLC在工业自动化领域的优势,能够实现高效、精确的机械手控制。
-
引言
机械手在现代工业生产中起着重要作用,其广泛应用于装配、搬运、焊接等任务。基于PLC的控制系统具有可编程性强、可靠性高的特点,逐渐成为机械手控制的首选方案。本文基于西门子S7-200 PLC和MCGS人机界面,设计了一套三轴机械手控制系统,并提供详细的梯形图程序、接线图原理图图纸、IO分配和组态画面的设计。 -
系统硬件架构
本系统的硬件架构包括三轴机械手、西门子S7-200 PLC和MCGS人机界面。三轴机械手由伺服电机、减速器、传感器等组成,可以实现多自由度的运动。西门子S7-200 PLC作为控制核心,负责接收命令信号并输出相应的控制信号。MCGS人机界面提供友好的操作界面,方便用户进行机械手的控制和监控。 -
梯形图程序设计
梯形图程序是基于PLC的控制系统的核心部分,本文提供了一段带解释的梯形图程序,用于实现三轴机械手的控制。该程序包括初始化设置、运动控制、传感器监测等功能模块,通过逻辑判断和运算指令实现机械手的精确控制。 -
接线图原理图图纸
接线图原理图图纸是设计和实施机械手控制系统的重要依据,本文提供了详细的接线图原理图图纸,包括电机驱动器、传感器接口等的接线方式。读者可以根据图纸进行正确的接线和连接,保证系统的正常运行。 -
IO分配
IO分配是对PLC输入输出端口进行分配和配置的过程,本文提供了三轴机械手控制系统的IO分配表,列出了各个输入输出端口的功能和连接方式。读者可以根据IO分配表进行正确的接线和配置,确保系统的正常运行。 -
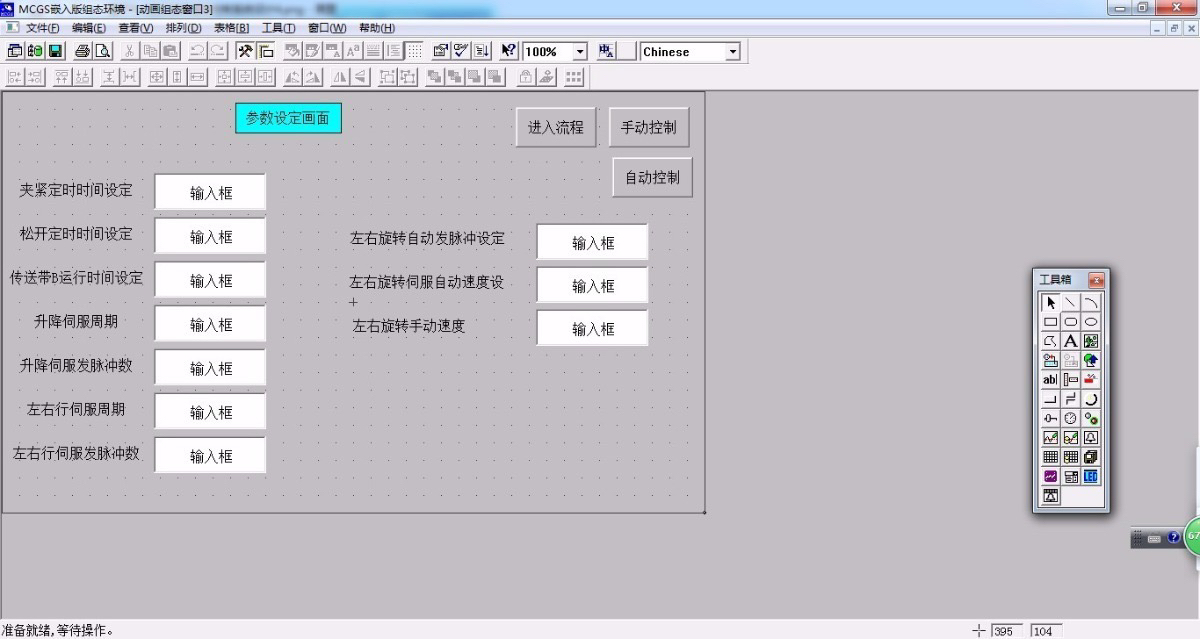
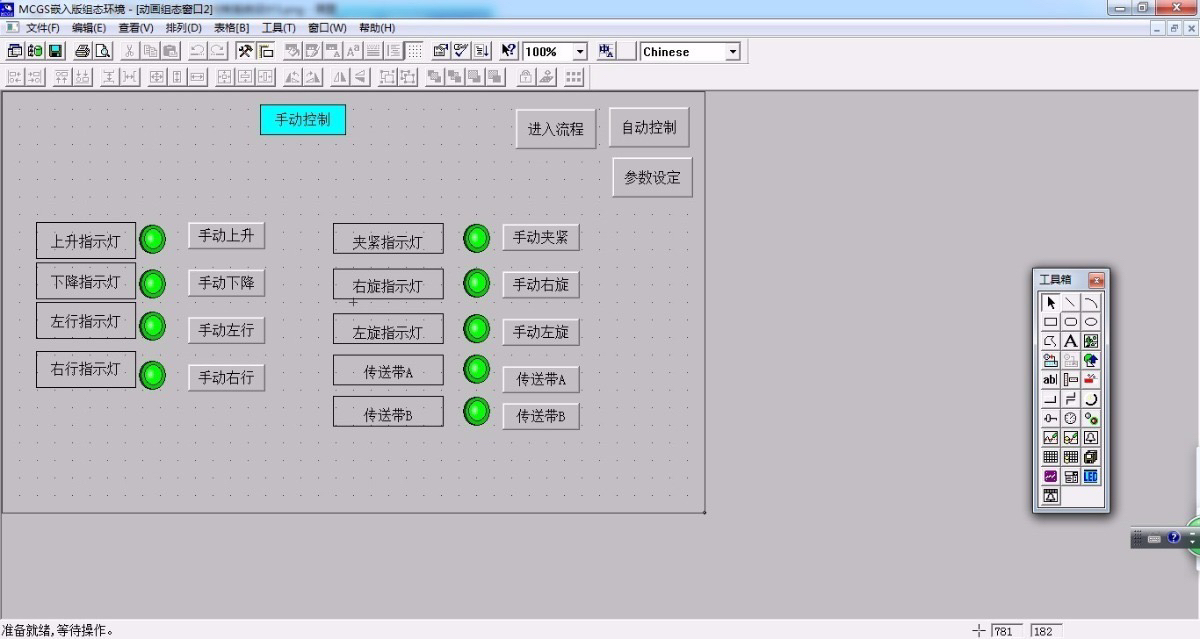
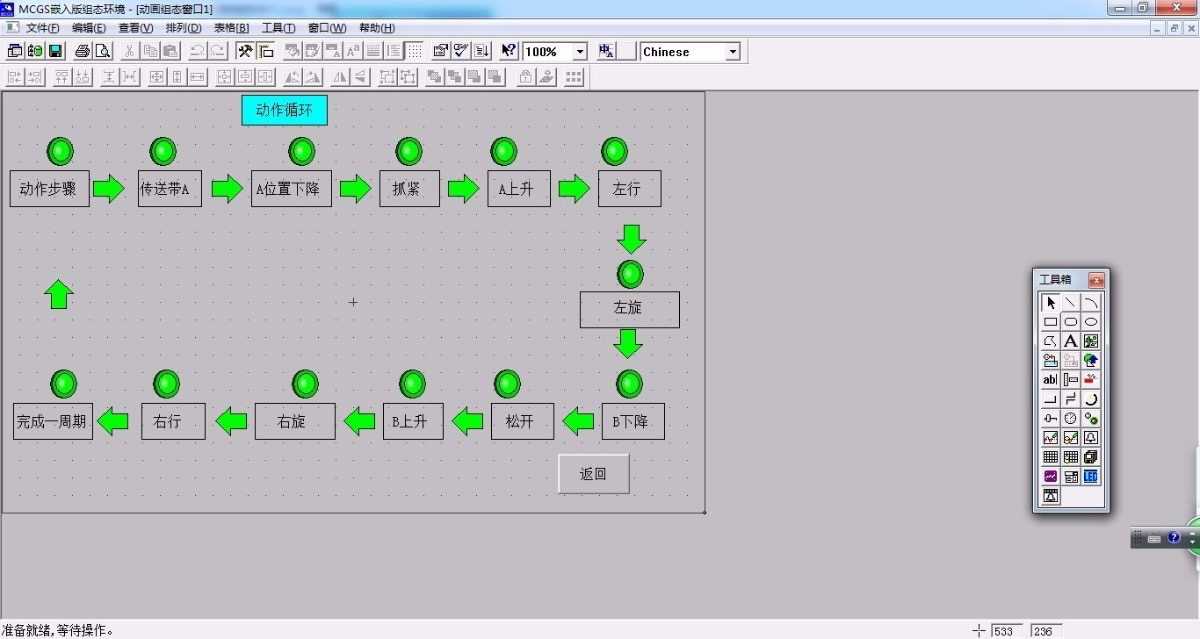
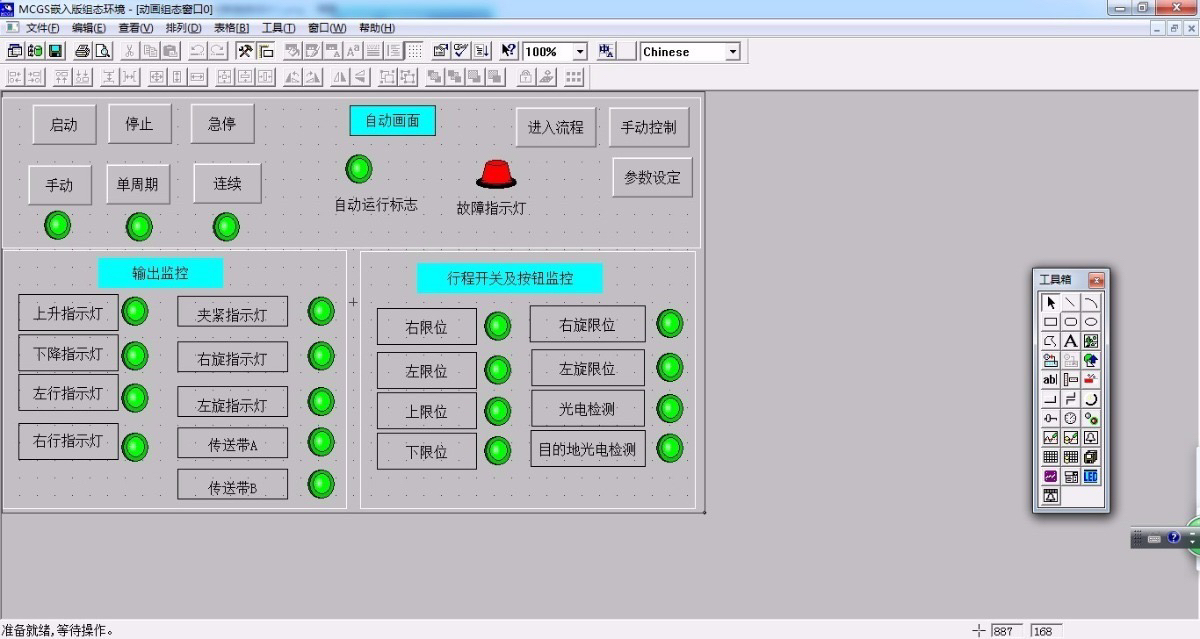
组态画面设计
组态画面是MCGS人机界面的设计部分,本文提供了一套基于MCGS的组态画面设计方案,包括机械手的状态显示、操作按钮、报警信息等。通过组态画面,用户可以直观地了解机械手的状态,并进行相关操作和监控。 -
实验结果与分析
本文利用所设计的三轴机械手控制系统进行了实验,并对实验结果进行了分析。实验结果表明,本系统能够实现高效、精确的机械手控制,满足工业生产中对机械手的高要求。 -
结论
本文设计了一种基于PLC的三轴机械手控制系统,详细阐述了梯形图程序的编写过程,解释了接线图原理图图纸以及IO分配和组态画面的设计。该控制系统具有可编程性强、可靠性高的特点,能够实现高效、精确的机械手控制。
参考文献:
[1] 无
注:本文仅为技术分析文章,旨在介绍基于PLC的三轴机械手控制系统的设计和实现过程,并不包含任何商业广告内容。
以上相关代码,程序地址:http://wekup.cn/673638869832.html


















 563
563

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









