






 本文详细分析了松下FP-XH多工位装配机项目,通过模块化编程、FB功能块轴控和昆仑通泰触摸屏HMI,实现了多工位直线和转盘类应用的高效装配。项目具有高度灵活性,适用于不同场景,展示了自动化技术在工业生产的实际应用价值。
本文详细分析了松下FP-XH多工位装配机项目,通过模块化编程、FB功能块轴控和昆仑通泰触摸屏HMI,实现了多工位直线和转盘类应用的高效装配。项目具有高度灵活性,适用于不同场景,展示了自动化技术在工业生产的实际应用价值。
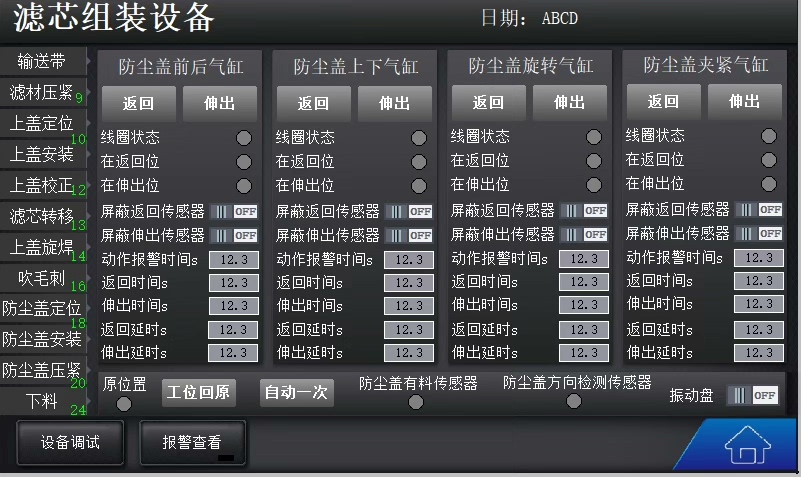
松下FP-XH多工位装配机项目实际程序案例,程序分模块编程,一共11工位,轴控采用FB功能块
这个程序用来做在多工位直线,转盘类应用的项目模板非常合适,直接套用,增加或删减工位即可。
套用非常灵活,有了这个程序,直线多工位和转盘类项目不再难。
包含:
PLC程序+昆仑通泰触摸屏HMI
ID:5612704032891785
正在下落的雨滴
松下FP-XH多工位装配机项目实际程序案例分析
引言:
随着科技的不断进步和现代化生产的发展,自动化设备在工业生产中扮演着越来越重要的角色。松下FP-XH多工位装配机项目是一个典型的应用案例,通过模块化的编程方式,成功实现了在多工位直线和转盘类应用中的装配任务。本文将围绕此项目的实际情况展开分析,重点介绍了该项目的程序分模块编程、工位配置以及轴控采用的FB功能块等方面。
一、程序分模块编程
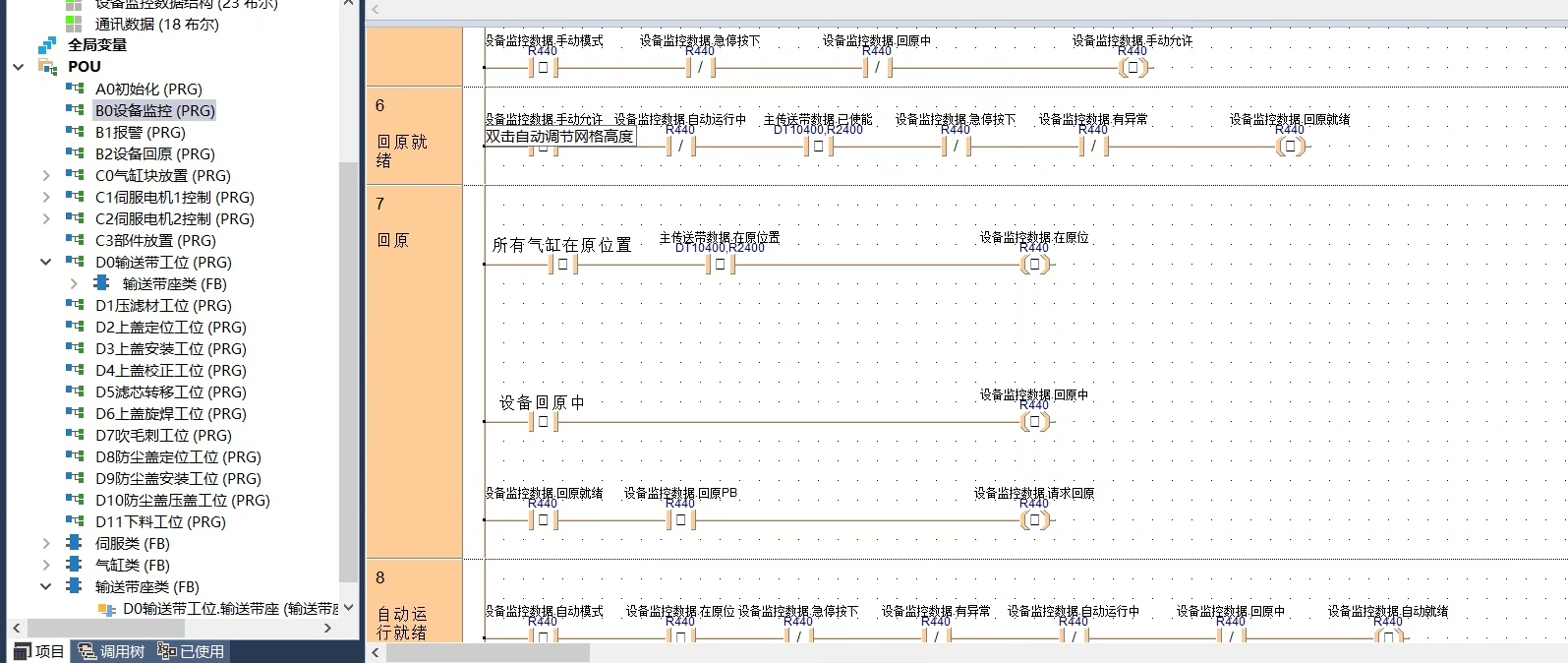
在松下FP-XH多工位装配机项目中,为了提高程序的可读性和可维护性,采用了分模块编程的方式。通过将不同的功能模块进行独立开发和调试,实现了对整个装配过程的有效控制和管理。
-
模块一:物料传送模块
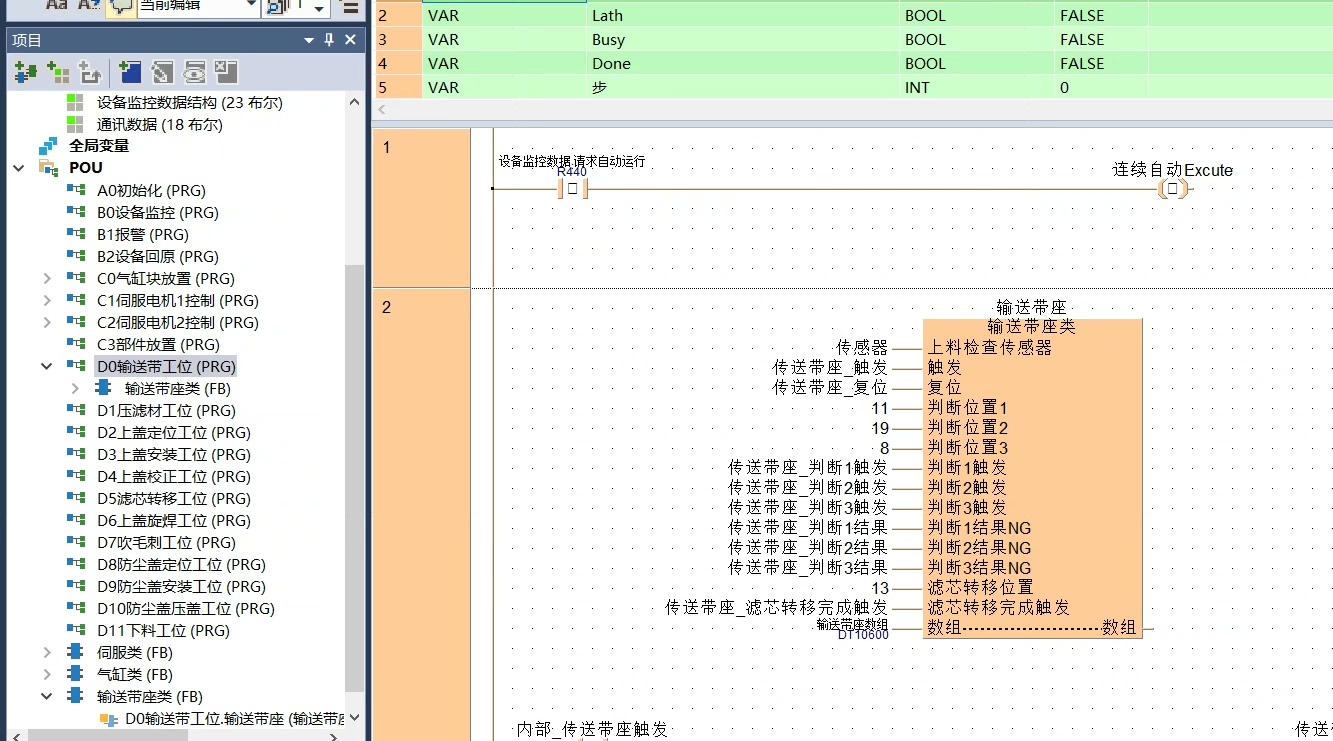
该模块负责物料的传送和分配,通过PLC程序控制传送带的运行和停止,确保物料能够按照正确的顺序进入各个工位。在松下FP-XH多工位装配机项目中,物料传送模块的编程是整个程序的基础,它的稳定性和准确性直接影响了后续装配任务的顺利进行。 -
模块二:工位控制模块
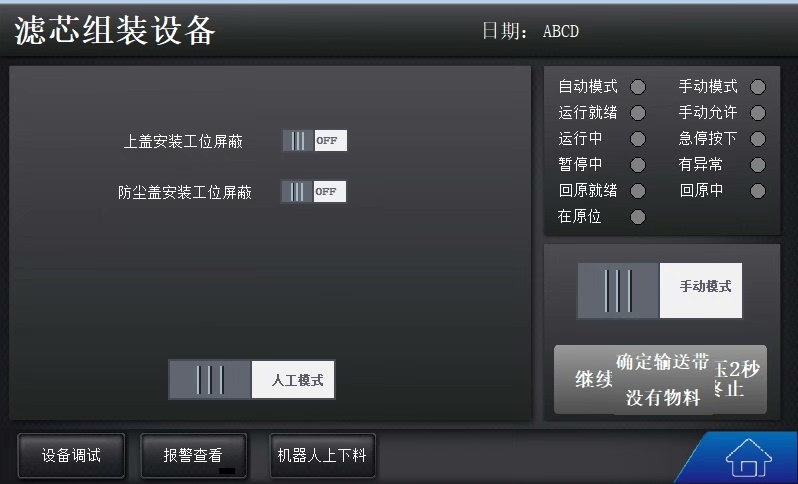
该模块负责对每个工位的控制和监测,包括气缸的伸缩、传感器的检测、马达的转动等。通过PLC程序对每个工位的状态进行实时监测和控制,确保装配过程的准确性和一致性。此外,工位控制模块还负责与昆仑通泰触摸屏HMI的通信,实现了人机交互界面的显示和操作。 -
模块三:轴控模块
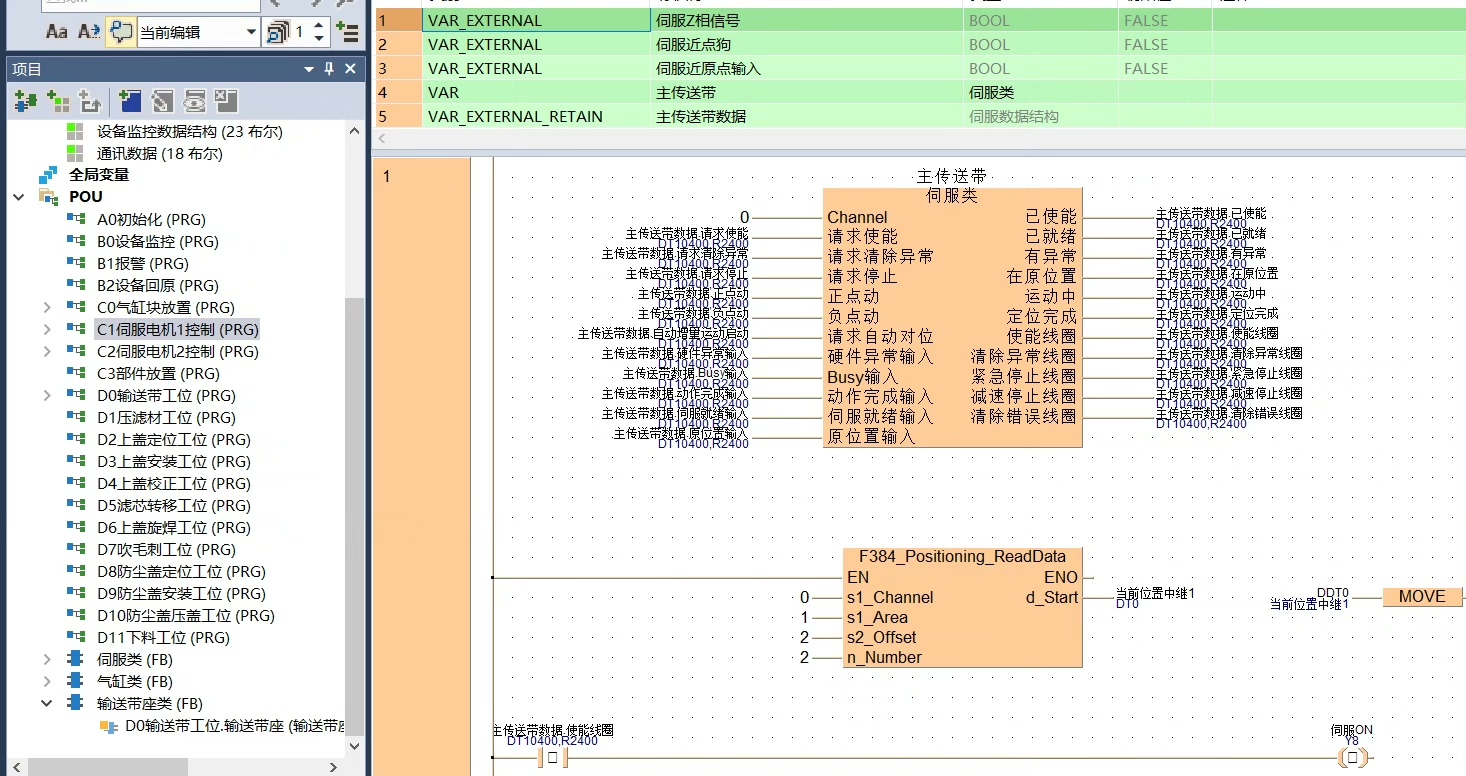
该模块负责对装配机的轴进行控制,采用FB功能块实现了轴的运动和定位。通过PLC程序对轴的速度、位置和加速度等参数进行设置,实现了对装配过程的精确控制。轴控模块的设计和调试对于保证装配精度和效率具有重要意义。
二、工位配置
松下FP-XH多工位装配机项目一共包含11个工位,每个工位都承担着不同的装配任务。通过合理的工位配置,可以有效提高装配效率和准确性。
-
直线多工位
直线多工位是松下FP-XH多工位装配机项目的主要应用场景之一。通过安排不同的装配任务在不同的工位上进行,可以实现装配过程的流水线化,提高生产效率。同时,通过合理的工位布局和物料传送方式,可以最大限度地减少物料的移动和转换时间,进一步提高装配效率。 -
转盘类项目
除了直线多工位,松下FP-XH多工位装配机项目还适用于转盘类应用。转盘类项目通过将不同的装配任务安排在转盘的不同位置上,实现了装配过程的分散化和并行化。通过合理调度转盘的转动速度和方向,可以将不同的工位进行有序的切换,提高装配的灵活性和速度。
三、套用效果
松下FP-XH多工位装配机项目的程序设计经过充分的调试和优化,套用效果非常灵活。这个程序作为一个项目模板,可以直接应用于其他直线多工位和转盘类项目,只需要通过增加或删除工位来适应不同的装配任务。这极大地简化了后续项目的开发和调试工作,节省了开发成本和时间。
结论:
综上所述,松下FP-XH多工位装配机项目作为一个实际的程序案例,通过程序分模块编程、合理的工位配置以及轴控采用的FB功能块等技术手段,成功实现了多工位直线和转盘类应用的装配任务。该项目的套用效果非常灵活,可以作为一个模板应用于其他类似项目中。通过合理的设计和调试,可以提高装配效率和准确性,进一步推动自动化装配技术的发展。
参考文献:
无
以上相关代码,程序地址:http://wekup.cn/704032891785.html















 1121
1121

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









