






MES系统,即制造执行系统,位于上层计划管理系统与底层工业控制之间,是制造业数字化转型的关键环节。
它就像一座桥梁,将计划层的指令传递到执行层,并将执行层的数据反馈给计划层,实现信息的双向流动。
MES系统的核心价值在于数据的采集、分析和应用。
它能够实时采集生产过程中的各种数据,例如产量、质量、设备状态、人员工时等,并通过数据分析,为生产管理和决策提供科学依据。
系统功能
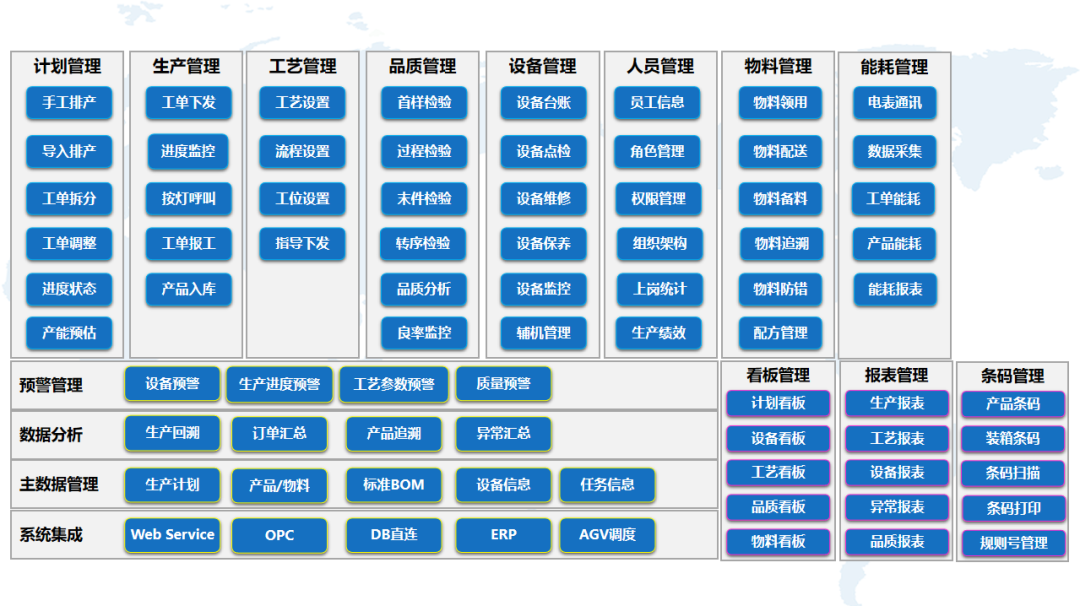
1.生产管理
• 多维度的生产班组及员工管理
• 生产指令自动分派至工位及设备
• 支持PC、PDA、手机和Pad移动端的生产报工
• 完善的多层级物料BOM管理
• 电子化安灯体系实时监控异常
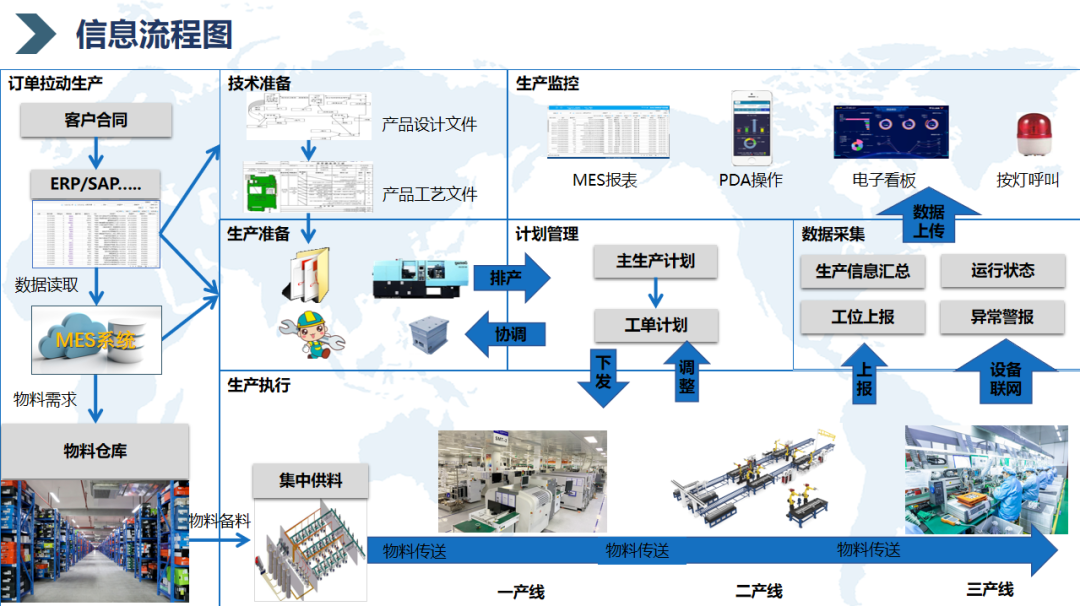
2.排程管理
• 基于需求拉动的计划排程模式
• 基于安全库存的物料补货计划
• 支持按批次、单件等多维度的计划排程运算
• 产线、订单优先级管理,灵活设定规则
• 可视化生产排程管理,生产进度数字化展示

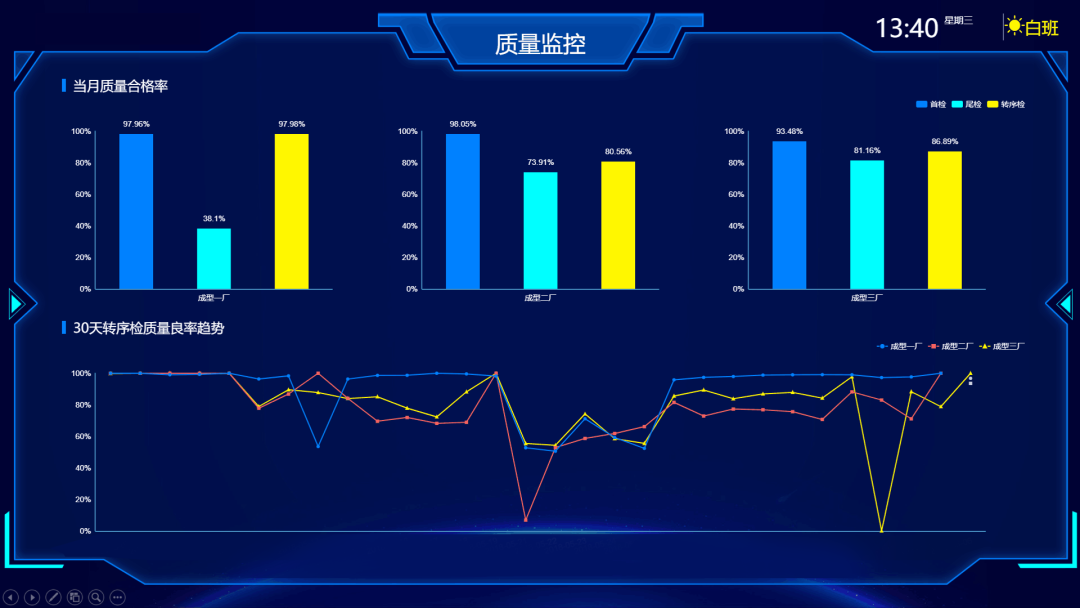
3.质量管理
• 可灵活定义的检验项目、质检标准等
• 基于质检标准的自动质量判定
• 支持移动端(手机/Pad)便捷录入质检结果
• 自定义的不良品代码管理
• 可视化的质量标准及质检结果分析
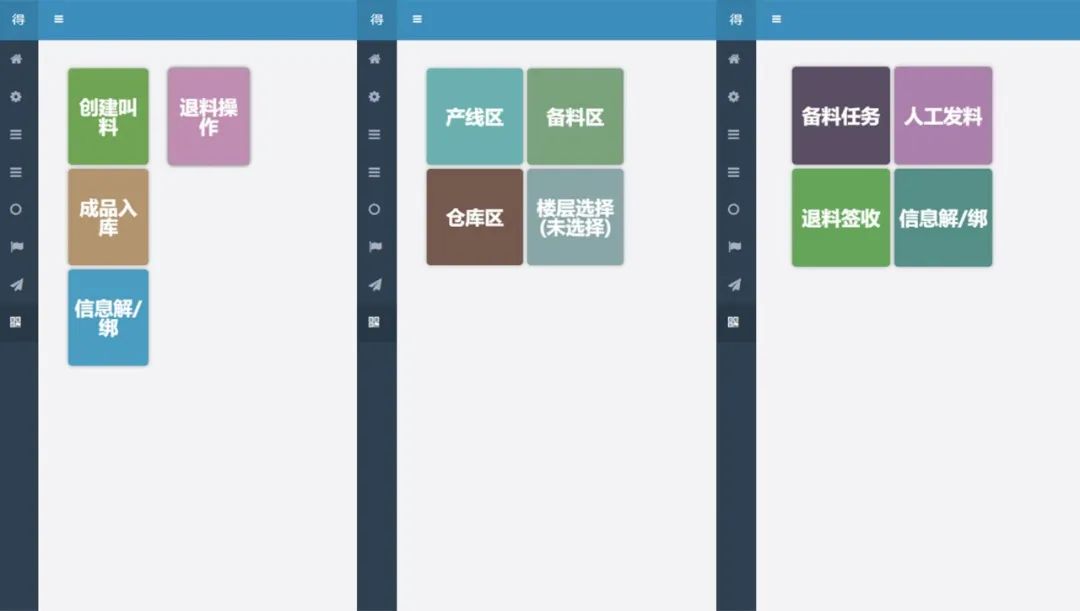
4.仓储管理
• 对原料仓、以及线边仓全面管理
• 原料入库支持一维码、二维码等条码生成
• 原料领用、出入库均可通过扫码完成快速出入库,统计更新库存信息
5.设备管理
• 提供完善的设备台账全生命周期管理
• 自动分派维保作业书,维保作业准确到人、机
• 优化检修计划,分析设备故障原因
• 支持多种类型数据交互方式的设备互联
• 实时采集的设备运行状况,故障及时预警

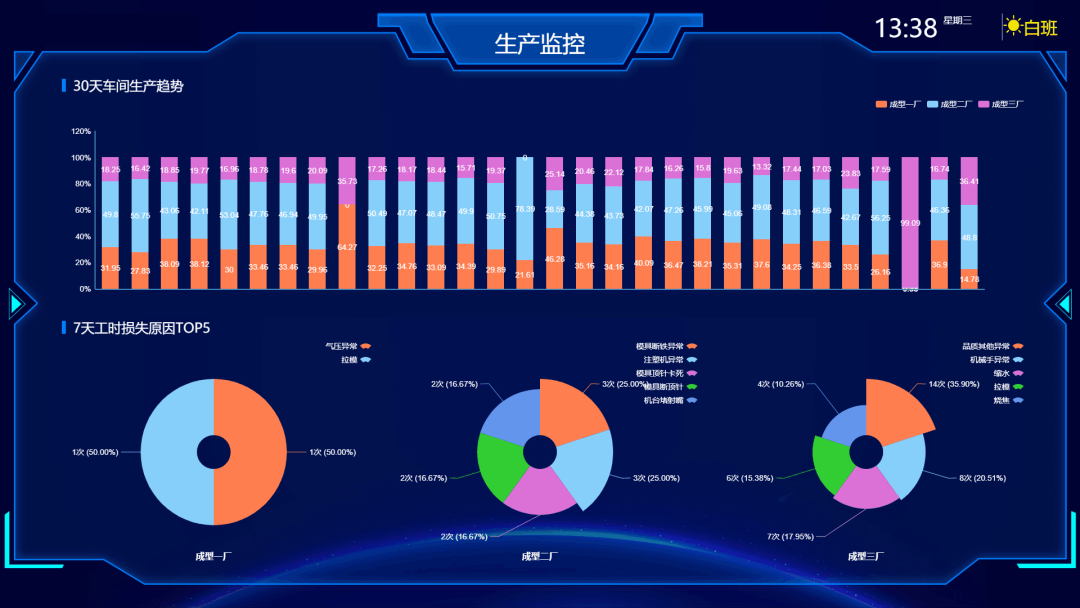
6.报表分析
• 多维度数据报表统计展示
• 支持更多层次的决策分析
• 支持跨系统集成的综合数据展示分析

应用领域
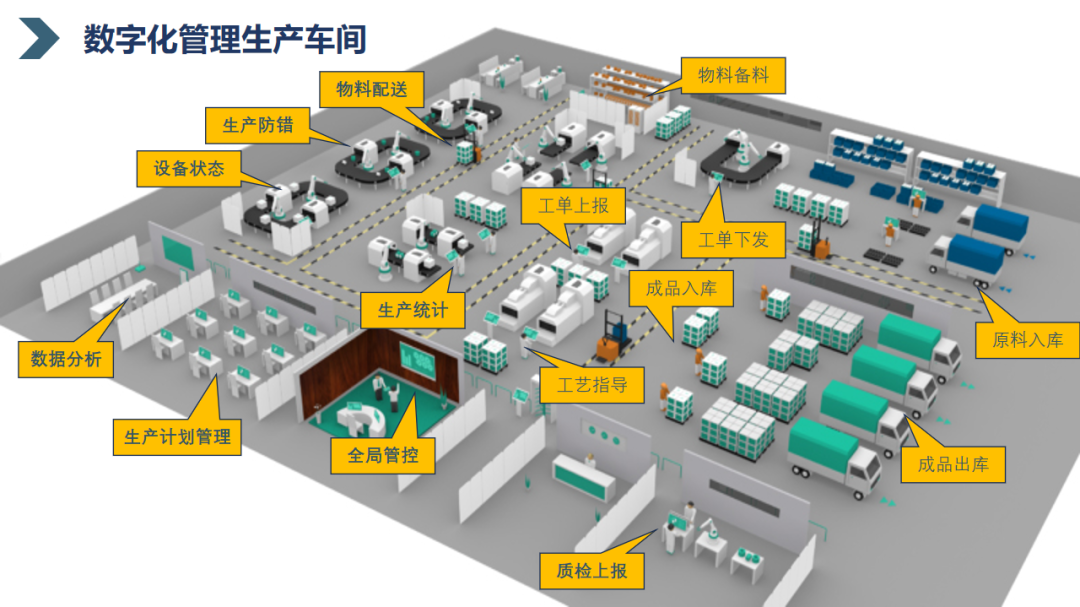
MES系统可实现生产过程的全面优化,广泛应用于各种类型的制造企业,如汽车制造、电子制造、机械制造、化工、制药、冶金等行业,帮助企业实现生产过程的透明化、可控化和智能化。

















 5688
5688

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









