







✅ 博主简介:擅长数据搜集与处理、建模仿真、程序设计、仿真代码、论文写作与指导,毕业论文、期刊论文经验交流。
✅论文数据下载:工业工程毕业论文【数据集】
✅题目与创新点推荐:工业工业毕业论文【题目推荐】
(1) 生产线现状分析
H公司作为一家装配制造型企业,专注于空气压缩机的生产,近年来无油型空压机的市场需求激增,订单数量不断增加。然而,公司的生产效率并未随之提升,产能不足、生产成本偏高的问题日益显现,严重影响了公司的盈利能力和市场竞争力。经过内部分析,发现生产线的平衡问题是造成这些问题的主要原因之一。
生产线平衡是指将生产任务合理地分配到各个工位,使得每个工位的作业时间和节拍尽量一致,以减少生产周期,提高产能并降低成本。H公司无油型空压机的生产过程中,存在多个工序,涉及到多种技术要求,其中一些工序的时间分配不均,导致某些工位的负荷过重,而另一些工位的负荷则过轻。通过对生产流程的详细分析,发现生产线存在以下几个主要问题:
- 瓶颈工位的存在:某些关键工序的作业时间远超过其他工序,造成了瓶颈工位的形成,限制了整体产能的提升。
- 不平衡的作业分配:各工位作业时间不均,导致生产效率低下,且部分工位存在人力资源浪费。
- 工序之间的协调不足:工序衔接不流畅,导致停工、等待等不必要的时间浪费,影响整体生产节奏。
(2) 生产线平衡目标的确定与优化方法
为了改善H公司生产线的平衡问题,首先需要明确生产线平衡优化的目标。优化的主要目标包括:
- 提升生产线的整体产能:通过平衡各工位的工作负荷,提高生产效率,从而提升产量。
- 降低生产成本:通过减少不必要的等待和停工时间,降低人力成本和物料浪费。
- 提高工位时间的均衡性:通过对各个工序的时间进行合理分配,使得每个工位的作业时间尽量接近生产节拍,从而提高生产线的流畅度。
在确定了优化目标后,采用了工业工程的方法对生产线进行分析和改善。具体方法如下:
-
工艺程序分析法:首先,采用工艺程序分析法对无油机的生产流程进行详细的梳理。通过对每个工序的工艺要求进行评估,确定各工序的时间消耗。
-
秒表法:通过在生产线上实际测量工序的操作时间,运用秒表法得到每个工序的实际作业时间,为后续分析提供数据支持。
-
瓶颈分析:通过对工序时间的统计分析,找出当前生产线的瓶颈工位。瓶颈工位的识别是生产线平衡优化的关键步骤,因为瓶颈工位直接限制了生产能力的提高。
-
人机作业分析:对每个工序进行人机作业分析,找出可能的浪费和低效操作环节,从而提供改进的方向。
-
ECRS与5W1H技术:运用ECRS(消除、合并、重排、简化)方法和5W1H(什么、为什么、谁、何时、在哪里、如何)分析技术,对生产流程进行细化和改进,找出改善点并消除瓶颈。
-
工序重排与合并:根据分析结果,对工序进行重排或合并,确保各工位的负荷更加均衡。
通过以上方法,H公司可以实现以下目标:
- 生产线负荷均衡:通过合理分配各工序的时间,减少生产线的不平衡现象。
- 优化工位数量:合并和重排工序,减少不必要的工位,降低人工和设备的浪费。
- 提高生产效率:通过消除瓶颈工位,提升整体生产效率。
(3) 数学建模与仿真分析
为了评估优化效果,并寻找最优的生产线平衡方案,本文进一步运用数学建模方法对生产线平衡问题进行求解。
-
0-1整数规划模型:建立0-1整数规划模型,考虑每个工序的作业时间、工位数量、生产节拍以及工序间的依赖关系,求解最优的工序安排。通过LINGO软件对模型进行求解,得到最优的生产线平衡方案。
-
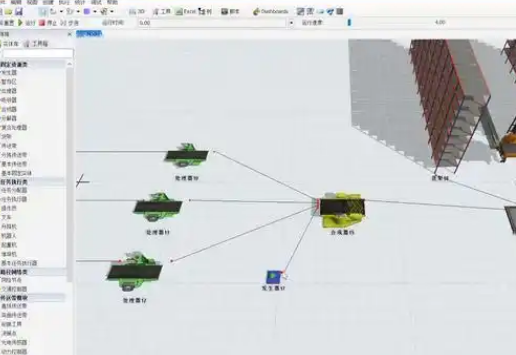
Flexsim仿真建模:为了验证优化方案的实际效果,采用Flexsim仿真软件对优化后的生产线进行建模。仿真模型考虑了生产线的每个工位、物料流转、操作时间和人员安排,能够模拟生产线在实际运行中的表现。
-
数据分析与评估:通过仿真得到的运行数据,导入Excel进行统计分析。通过分析各个工位的负荷情况、作业时间分布等数据,评估优化方案的效果。结果表明,优化后的生产线在各工位之间负荷均衡,作业时间得到有效调整,生产线的平衡率显著提高。
MODEL:
SETS:
PROCESSORS /1..5/;
TASKS /1..10/;
ENDSETS
! 工序时间
TIME(TASKS) = @OLE(0);
! 工位负荷
LOAD(PROCESSORS) = @OLE(1);
! 生产线负荷平衡约束
FOR(t in TASKS)
SUM(p in PROCESSORS: TIME(t) * LOAD(p)) <= MAXLOAD;
END
! 优化目标:最小化生产线负荷
MIN = SUM(t in TASKS: TIME(t) * LOAD(t));
SOLVE
DISPLAY SOLUTION;
END



















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











