










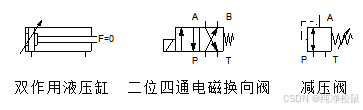
自动轧钢冲压模拟装置是一种用于模拟钢材轧制和冲压工艺的设备。它通过模拟真实的轧制过程,可以帮助工人了解轧钢冲压工艺的原理和操作要点。自动轧钢冲压模拟装置由传输单元、轧制单元、顶料单元、冲压单元组成。传输单元通过液压马达进行物料传输;轧制单元包括轧辊和辊台,用于模拟钢材的轧制过程。轧钢过程中,钢材通过轧辊的压力和摩擦力而变形,最终得到所需的形状和尺寸;顶料单元顾名思义就是将物料顶起来进行冲压;冲压单元包括上模和下模,我们这里介绍上模,用于模拟钢材的冲压过程。冲压过程中,钢材被放置在上模和下模之间,然后施加压力,使钢材发生塑性变形,最终得到所需的孔洞、凸起或形状。
设计要求:
选用叶片泵油路系统供油 ,物料传输单元油路系统在满足如下要求时,进行液压系统安装与调试,注意安装及调试工艺须规范。
要求1:采用三位四通电磁换向阀中位泵卸荷缸浮动。
要求2:液压马达正转方向速度可调。
要求3:液压马达具有正、反转过载保护功能。
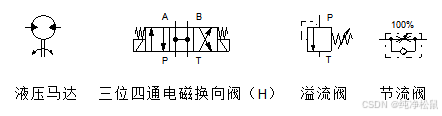
采用元件:
采用执行元件液压马达进行物料的传输、根据要求1选用三位四通电磁换向阀(H型)、根据要求2选用节流阀进行正转调速、根据要求3选用溢流阀进行过载保护。
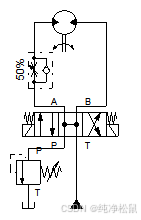
回路设计:
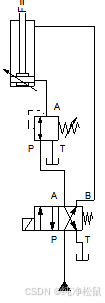
物料传输单元的整体回路图如下图所示。
2.双缸轧制单元
本单元采用液压双缸带动轧辊,实现物料的滚轧。
选用柱塞泵油路系统供油,双缸轧制单元油路系统在满足如下要求时,进行液压系统安装与调试,注意安装及调试工艺须规范。
要求1:换向阀采用三位四通电磁换向阀,换向阀在中位时,液压泵不卸荷,执行机构被锁紧。
要求2:液压双缸下行到底,液压缸无杆腔压力可调且系统压力同步变化。
要求3:液压双缸下行采用进油调速,且液压双缸上行速度基本不受负载波动影响。
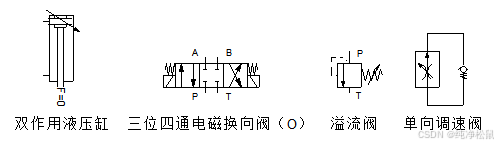
采用元件:
采用执行元件双作用液压缸进行物料的轧辊、根据要求1选用三位四通电磁换向阀(O型)、根据要求2选用溢流阀进行下行液压缸调压、根据要求3选用单向调速阀进行调速。
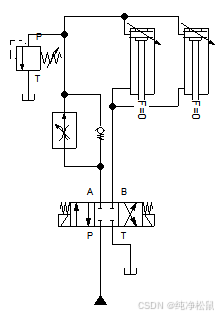
回路设计:
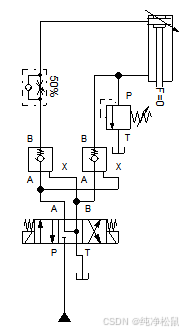
双缸轧制单元的整体回路图如下图所示。
3.顶料单元
选用柱塞泵油路系统供油,顶料单元油路系统在满足如下要求时,进行液压系统安装与调试,注意安装及调试工艺须规范。
要求1:换向阀采用二位四通电磁换向阀。
要求2:顶料缸仅上行到底,液压缸无杆腔压力可调,且不影响系统压力。
采用元件:
采用执行元件双作用液压缸进行顶料、根据要求1选用二位四通电磁换向阀、根据要求2选用减压阀进行上行液压缸调压。
回路设计:
顶料单元的整体回路图如下图所示。
4.物料冲压单元
选用柱塞泵油路系统供油,物料冲压单元油路系统在满足如下要求时,进行液压系统安装与调试,注意安装及调试工艺须规范。
要求1:换向阀采用三位四通电磁换向阀,换向阀在中位时,液压泵不卸荷,执行机构浮动。
要求2:物料冲压单元油路系统断电时,液压缸能在任意位置可靠锁紧。
要求3:冲压缸仅上行到底,有杆腔压力可调且系统压力同步变化,且电磁阀失电时,有杆腔具有负载冲击保护功能。
要求4:冲压缸上行采用节流阀回油节流调速,且不受溢流阀过载保护压力调节影响。
采用元件:
采用执行元件双作用液压缸进行冲压、根据要求1选用三位四通电磁换向阀(Y型)、根据要求2选用液控单向阀进行液压缸锁紧、根据要求3选用溢流阀进行调压、根据要求4选用节流阀调速。

回路设计:
冲压单元的整体回路图如下图所示。
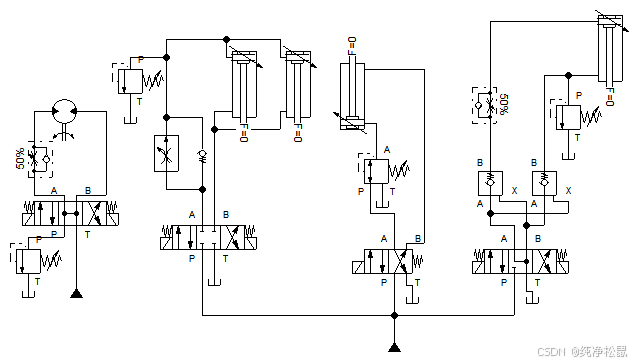
5.整体回路
现将物料传输单元、双缸轧制单元、顶料单元、冲压单元合并,整体回路设计图如下。
友友们看到这里首先辛苦大家了,小编的分享也接近尾声了,感兴趣的友友们可以给小编一个关注么?后续小编会继续努力为大家分享更多关于气动回路设计、液压回路设计、电气回路设计、三菱PLC程序设计(PID程序等等)、MCGS触摸屏设计。

















 1147
1147

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









