






基于s7-1200PLC的智能机械手程序
包含:程序,HMI触摸屏动态画面,图纸,设计文档。
博图v16
ID:2569715894862345
轩子兮

基于S7-1200 PLC的智能机械手程序是一项引人注目的技术创新。在当今工业领域中,自动化生产已经成为提高效率和降低成本的重要手段之一。而机械手作为自动化生产线的关键组成部分,其稳定可靠的运行对于整个生产过程至关重要。本文将围绕基于S7-1200 PLC的智能机械手程序展开讨论,旨在探讨其设计原理、功能特点以及应用前景。
在现代工业生产中,基于PLC的控制系统已经成为自动化生产流程的核心。而S7-1200 PLC作为西门子公司的一款先进产品,以其卓越的性能和稳定性受到了广泛的关注和应用。基于S7-1200 PLC的智能机械手程序通过充分利用PLC的强大功能,实现了对机械手运动的精准控制和智能化管理。
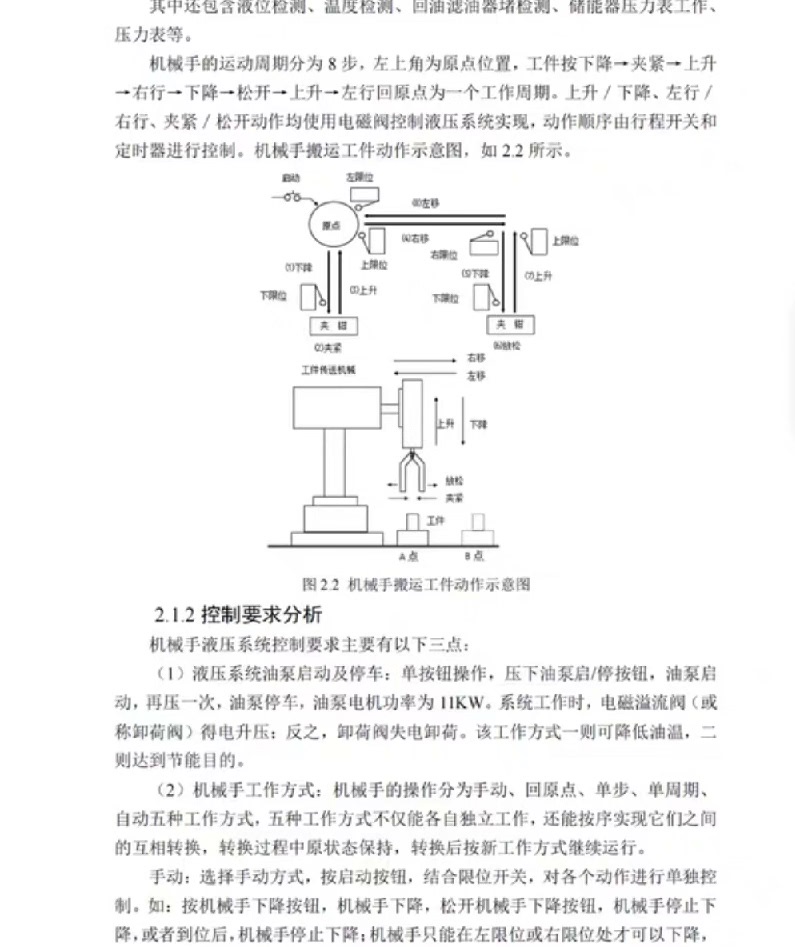
在整个智能机械手程序中,HMI触摸屏动态画面是与操作人员进行交互的窗口。通过友好的人机界面设计,操作人员可以直观地了解机械手的运行状态、控制参数和工作日志等信息。同时,HMI触摸屏动态画面还可以通过图形化的显示方式,直观地展示机械手的运动轨迹和工作过程,提高生产过程的可视化水平。
在设计整个智能机械手程序时,图纸起到了关键作用。图纸是机械手程序设计的基础,包括机械结构的设计和电气线路的布置等方面。通过详细的图纸设计,可以确保机械手的运动轨迹和动作顺序的正确性,从而保证生产过程的顺利进行。此外,图纸还可以用于程序的调试和故障排除,提高生产效率和减少生产成本。
设计文档是整个智能机械手程序的重要组成部分。设计文档包括程序的逻辑图、控制设备的参数配置和调试记录等信息。通过详细的设计文档,可以确保程序的可靠性和稳定性,提高整个系统的工作效率。设计文档还可以用于后续的维护和升级工作,保证机械手程序的长期稳定运行。
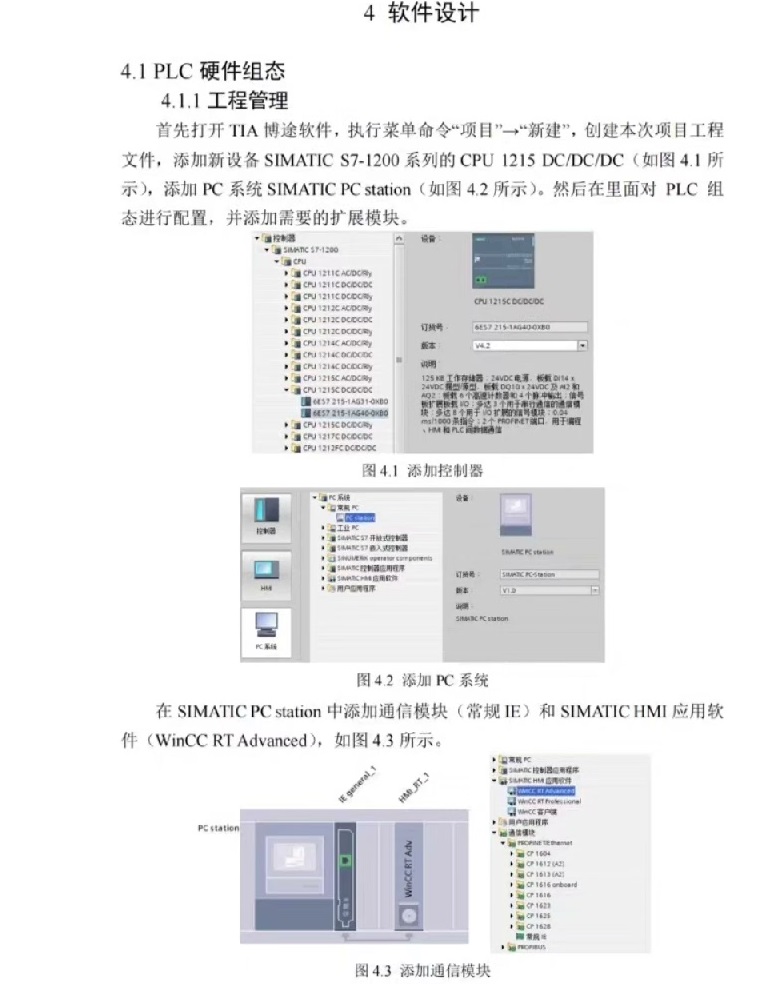
博图V16作为一款专业的PLC编程软件,为基于S7-1200 PLC的智能机械手程序提供了强大的支持。博图V16软件具有用户友好的界面和丰富的功能模块,使程序的编写和调试变得更加简单和高效。通过博图V16软件,程序员可以快速搭建机械手程序的逻辑框架,并进行相关参数的设置和调试。
综上所述,基于S7-1200 PLC的智能机械手程序是一项充满挑战和机遇的技术创新。通过充分利用PLC的强大功能和博图V16软件的支持,可以实现机械手运动的精准控制和智能化管理。这将为工业生产带来更高的效率和更低的成本,推动自动化生产向更高水平发展。未来,基于S7-1200 PLC的智能机械手程序在各个领域的应用前景将更加广阔。
以上相关代码,程序地址:http://wekup.cn/715894862345.html















 1462
1462

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









