






S7-1200PLC程序PN总线三路V90伺服轴控制实际应用项目
PN总线 S7-1200plc,博图V15编写,程序包含一台机器所具备的所有功能,包含与西门子PN总线伺服定位程序,HMI程序,售出不退,不换,文件与图片一致,V15软件编写还包含EPLAN图纸一套,适合学习使用,实际项目案例.
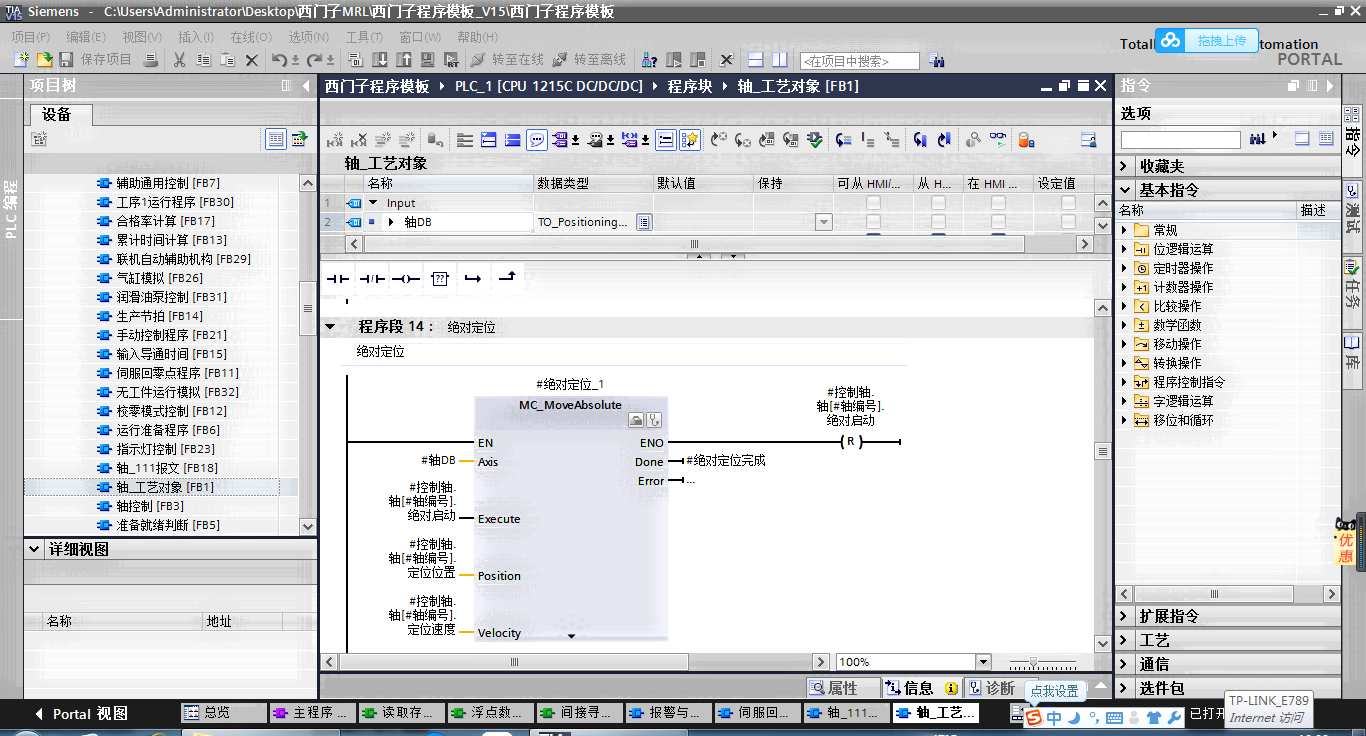
该案例包括1博图程序
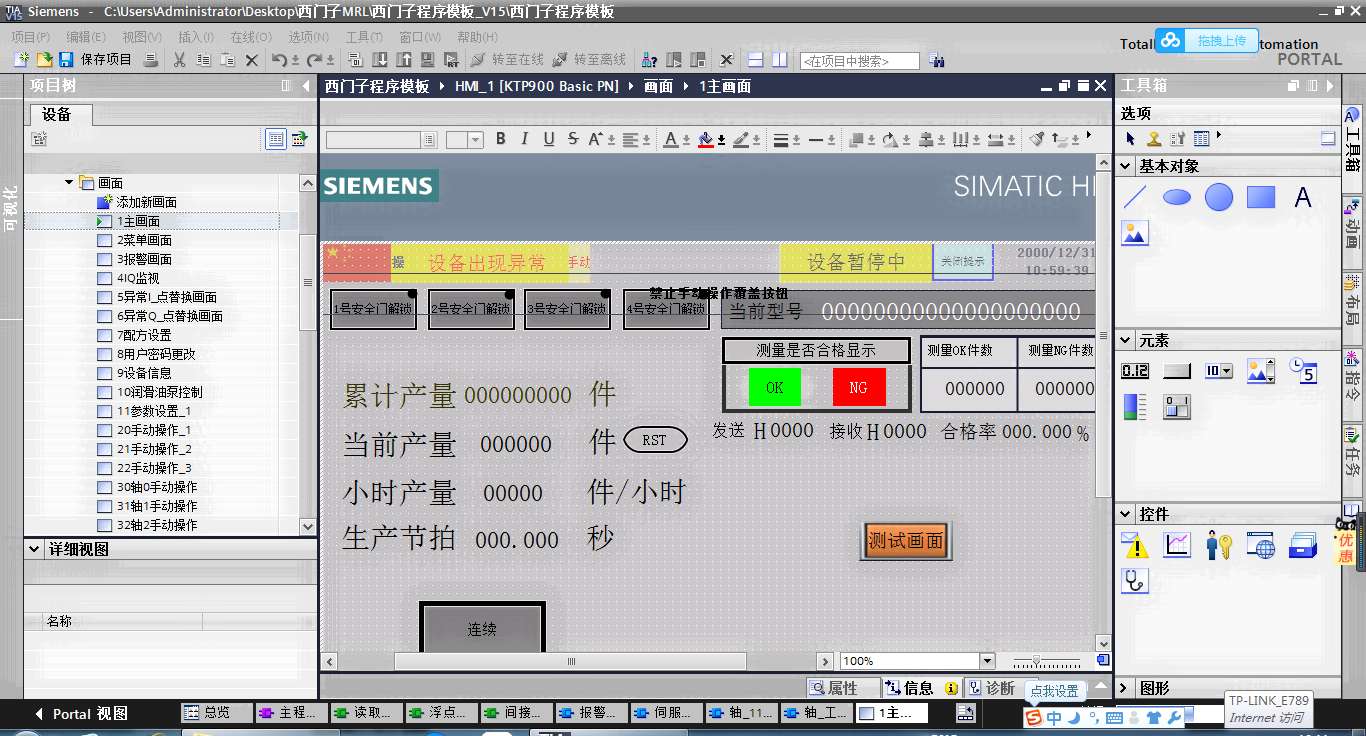
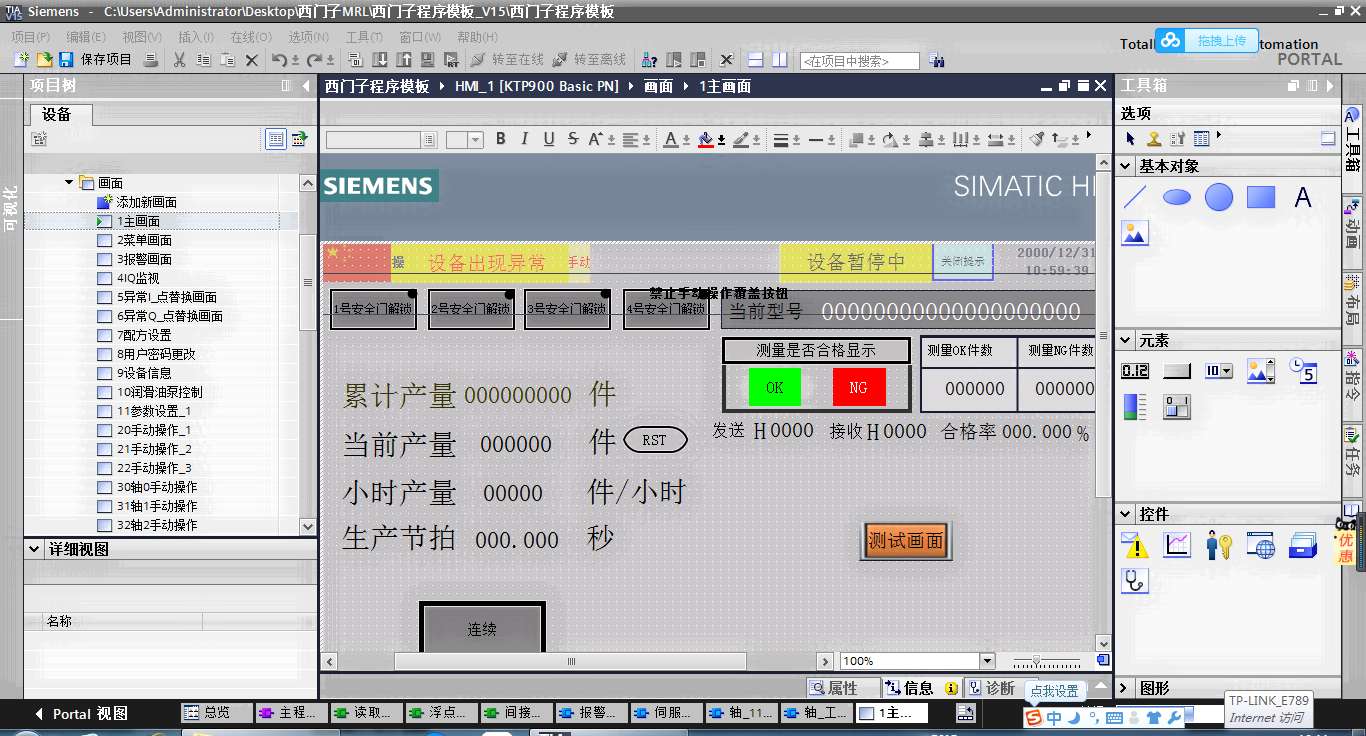
2触摸屏程序
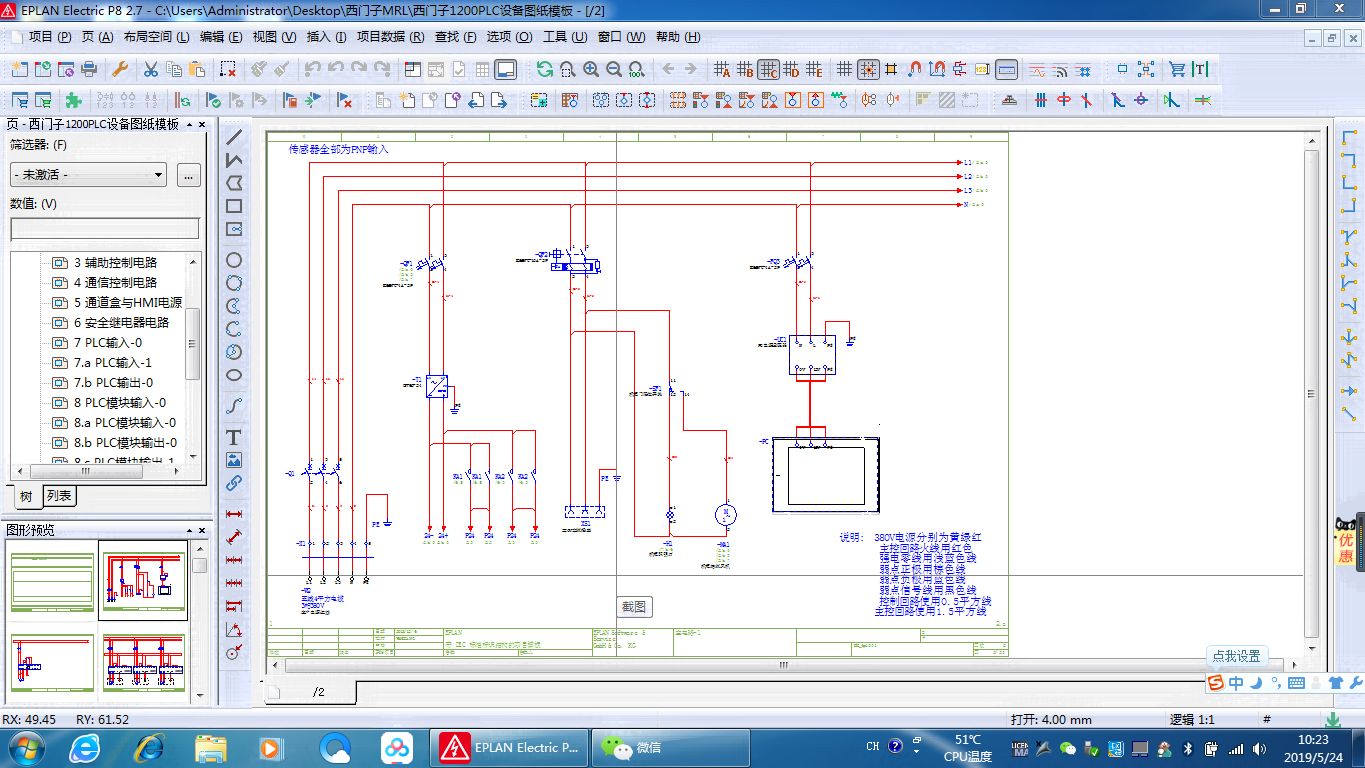
3电路图纸
4博图V15软件EPLAN P8 2.7软件
ID:2614601373721632
哇咔咔io
S7-1200PLC程序PN总线三路V90伺服轴控制实际应用项目
摘要:
本文介绍了一个实际应用项目,使用西门子S7-1200PLC和博图V15编写的PN总线三路V90伺服轴控制程序。该项目包含了机器的所有功能,并包括了与西门子PN总线伺服的定位程序和HMI界面。本文将详细介绍该项目的设计思路、实现过程和功能特点,并提供了该项目的博图程序、触摸屏程序、电路图纸以及博图V15软件EPLAN P8 2.7软件。本项目适合用于学习和实践,也可作为实际项目案例的参考。
-
引言
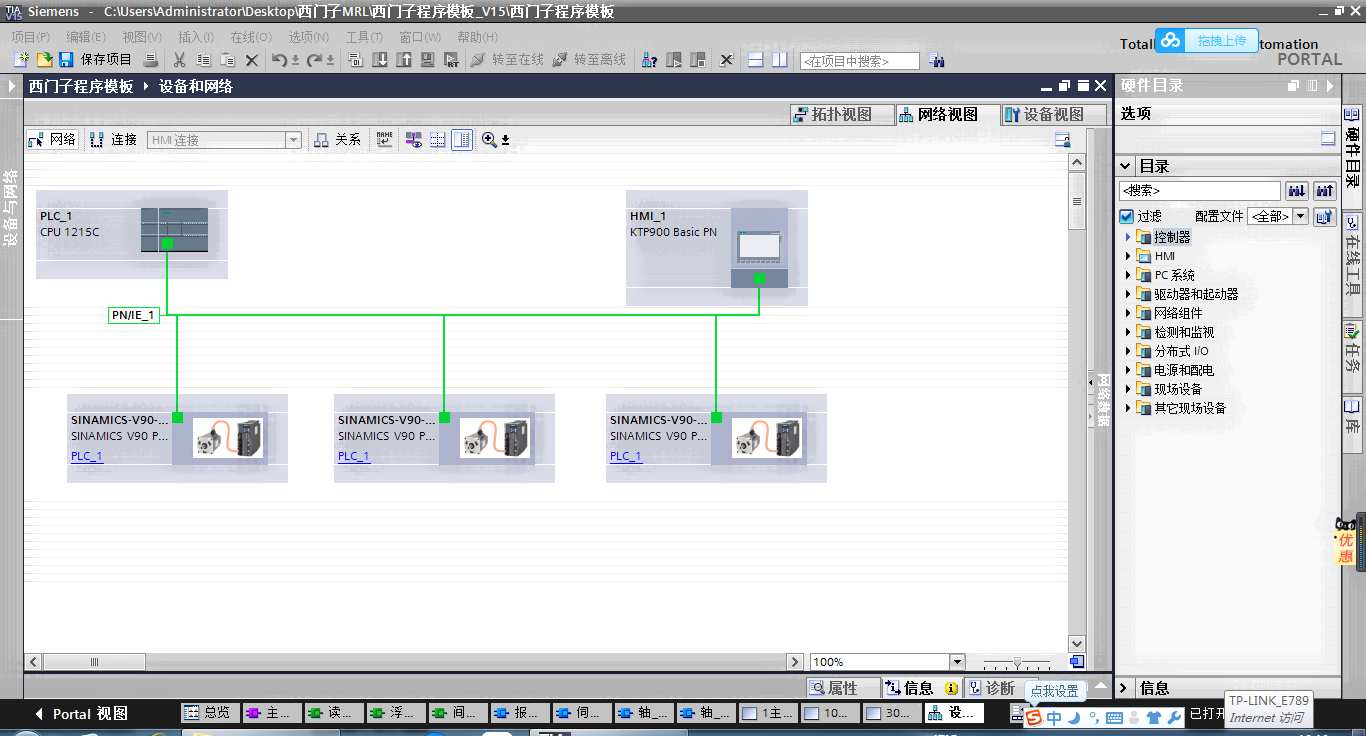
V90伺服轴控制是现代工业自动化领域中的重要技术之一,它广泛应用于机械设备的运动控制和定位控制中。本项目使用了西门子S7-1200PLC和博图V15软件编写的PN总线三路V90伺服轴控制程序,是一个集成化的控制方案,具有高效、稳定和灵活性等优点。 -
设计思路
该项目的设计基于S7-1200PLC和博图V15软件,采用PN总线和V90伺服轴控制技术。在设计之初,我们充分考虑了机器的功能需求和控制要求,确定了使用三路V90伺服轴进行控制,并结合PN总线技术实现伺服定位控制的方案。 -
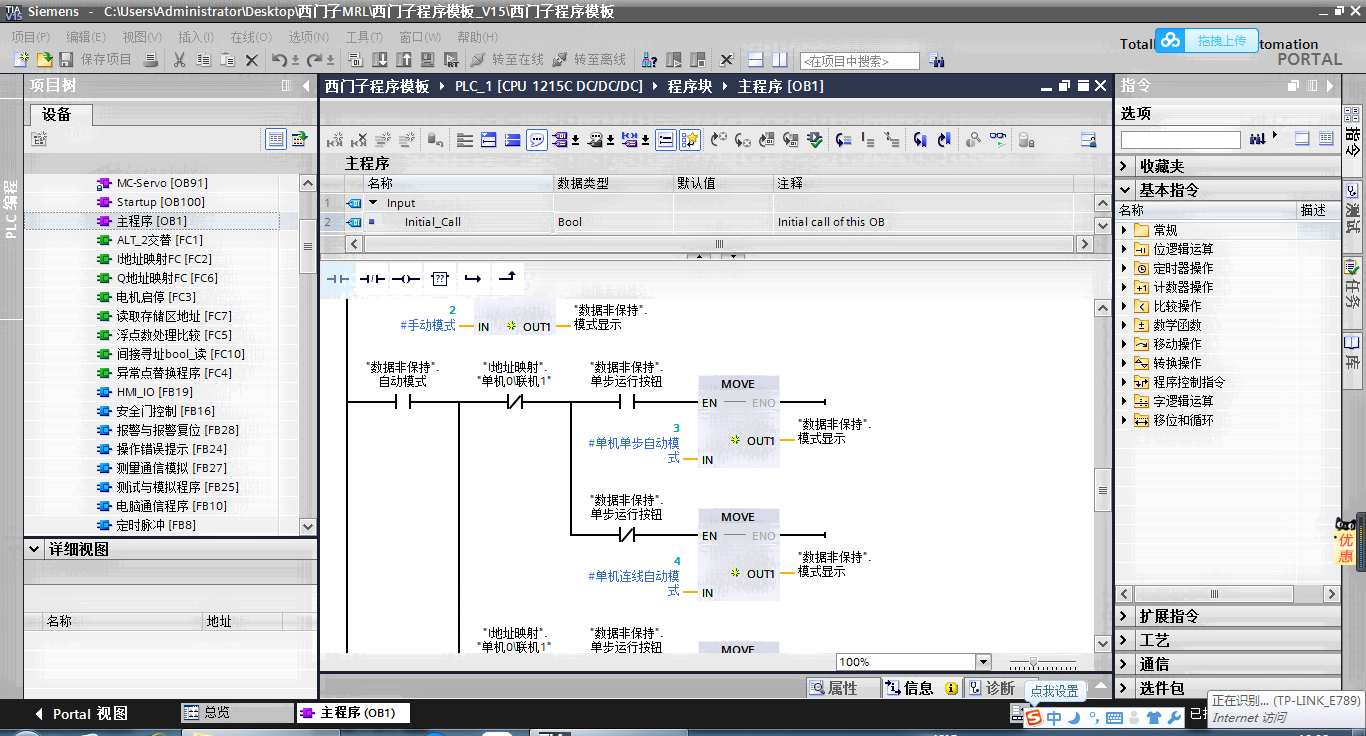
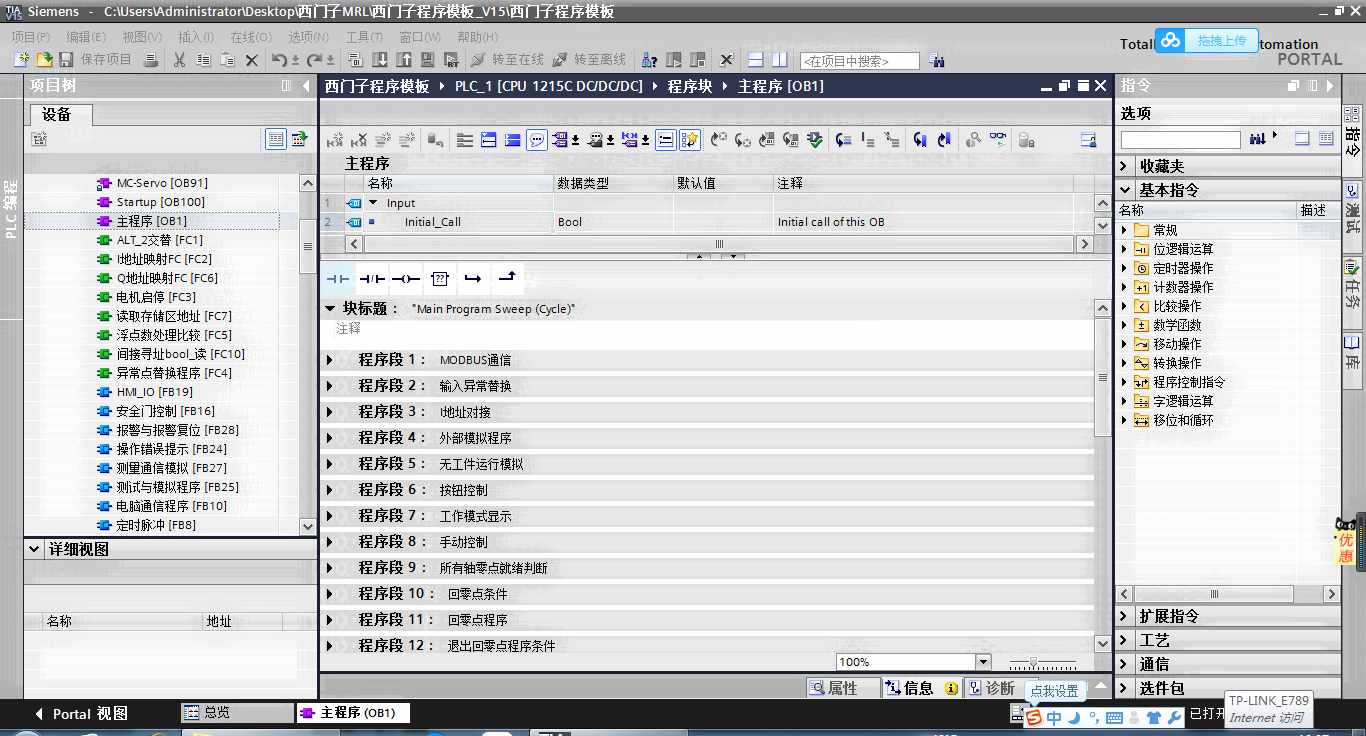
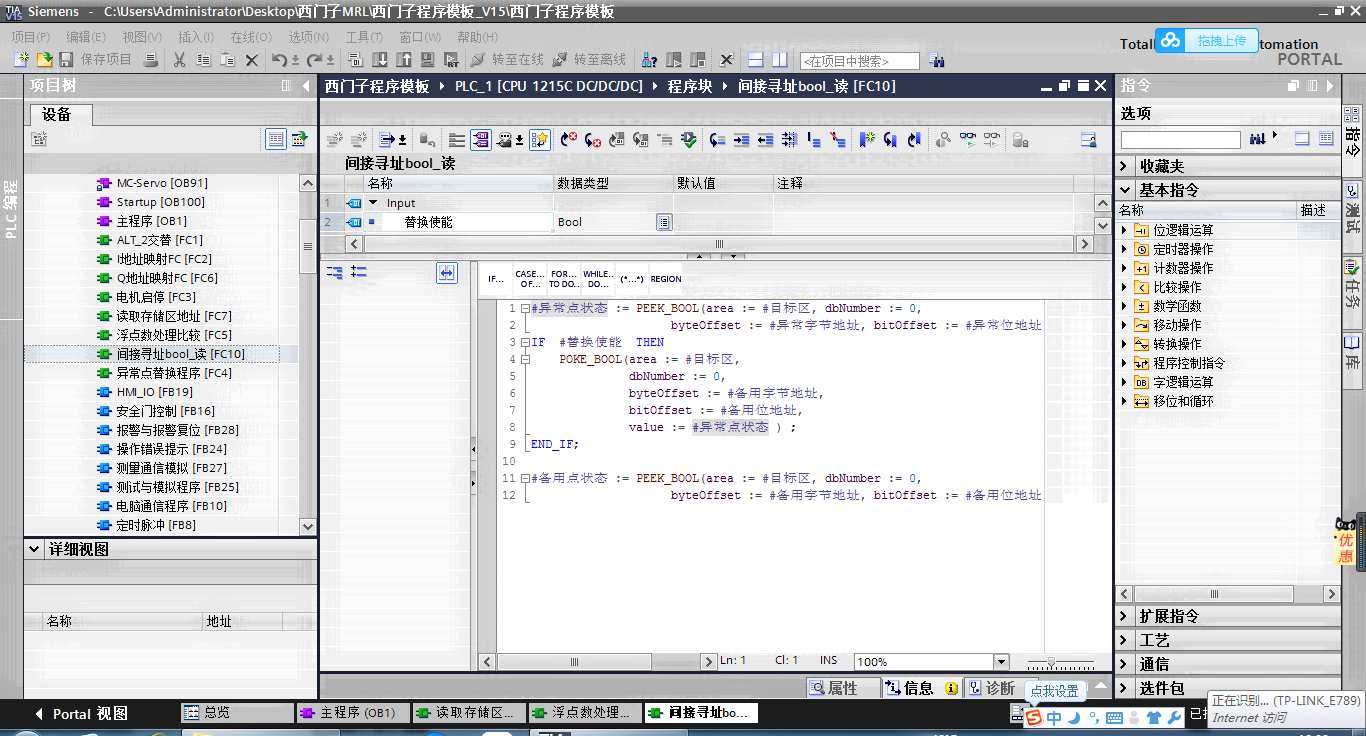
实现过程
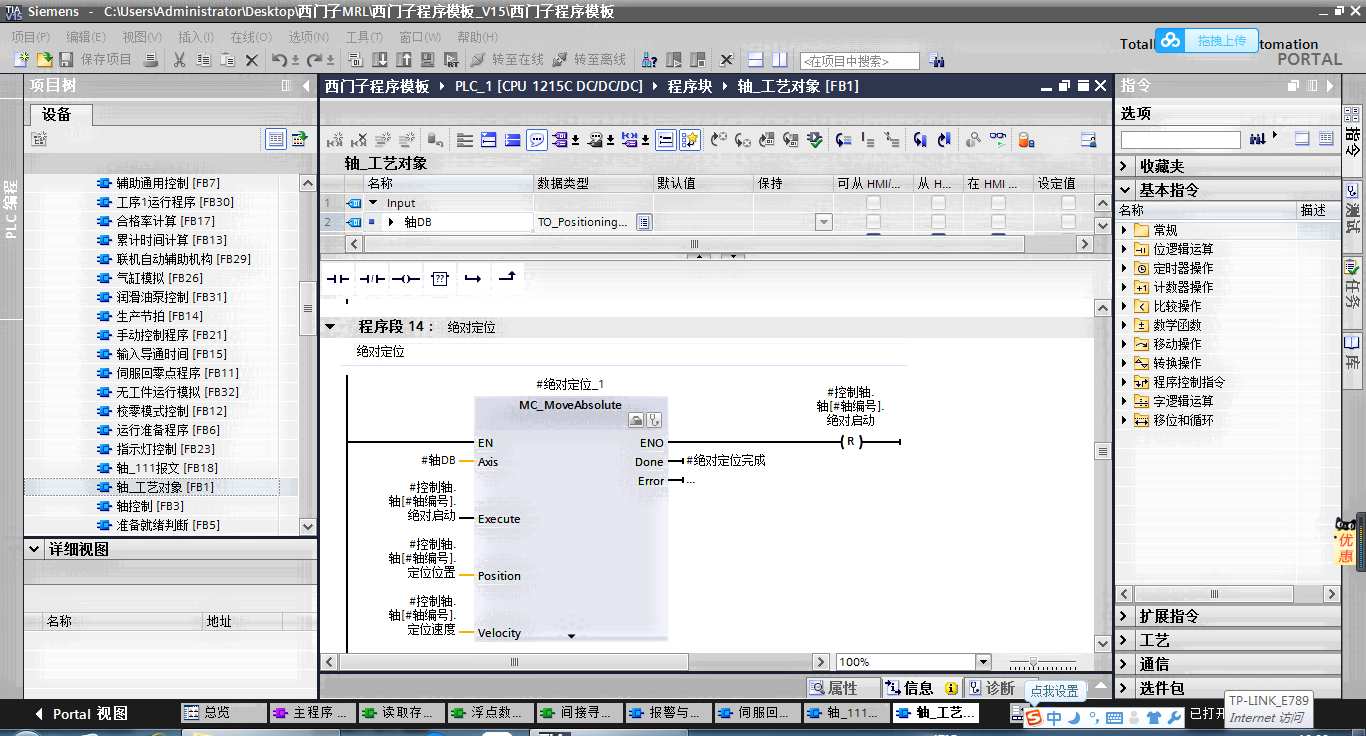
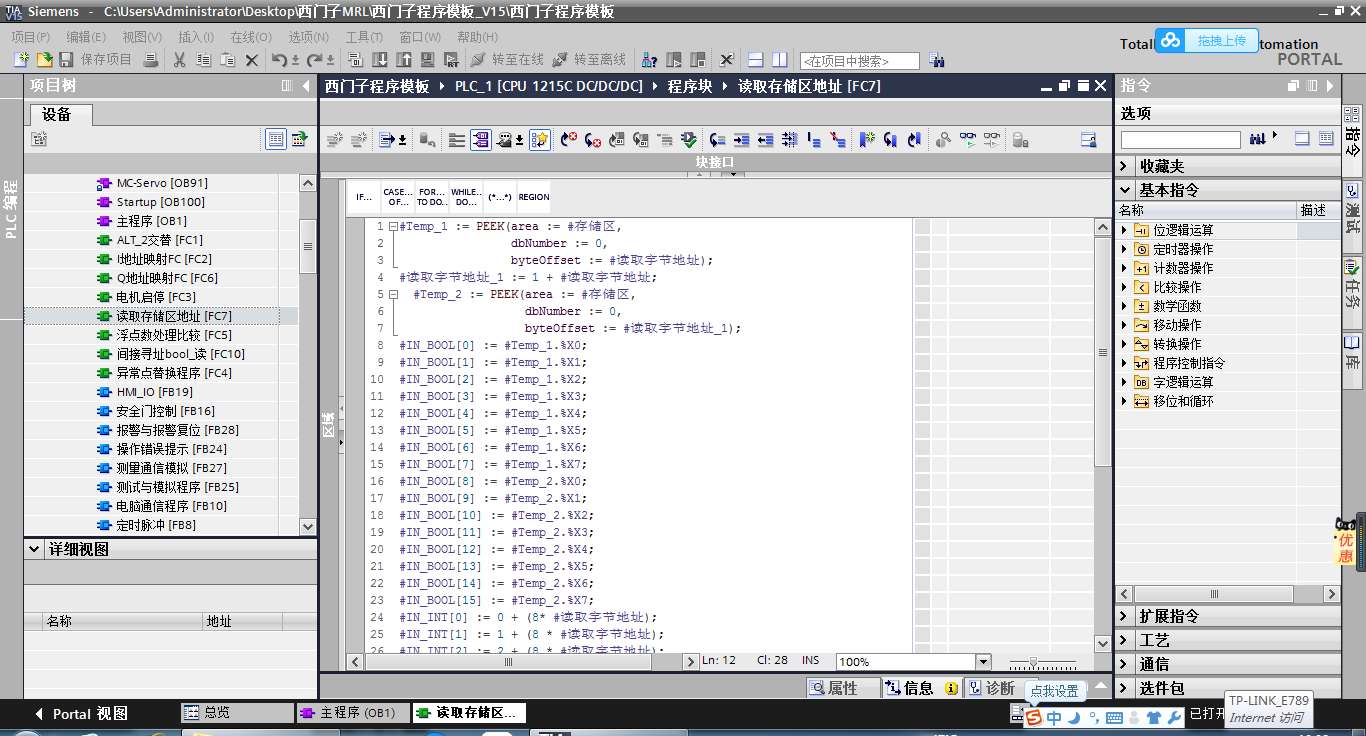
为了实现该项目的功能,我们分别编写了博图程序、触摸屏程序和电路图纸。博图程序是在博图V15软件中编写的PLC程序,它实现了机器的各项功能,并通过PN总线与V90伺服轴进行通信和控制。触摸屏程序则是在HMI界面上实现了人机交互功能,用户可以通过触摸屏界面对机器进行操作和监控。电路图纸包含了机器的电气连接和控制电路的设计,它是整个系统的基础。 -
功能特点
该项目具有以下功能特点:
4.1 V90伺服轴控制
通过使用V90伺服轴控制技术,实现了对机器的准确定位和运动控制。V90伺服轴具有高精度、高速度和高可靠性的特点,可以满足复杂的控制需求。
4.2 PN总线通信
使用PN总线技术实现了PLC与V90伺服轴之间的通信和控制。PN总线具有高速传输、可靠性强和连接灵活等优点,可以实现高效的数据传输和控制。
4.3 集成化控制
该项目将机器的各项功能集成到一个控制方案中,实现了高效、稳定和灵活的控制。通过博图V15软件的编写和PN总线的应用,实现了系统的集成化控制,简化了系统结构和操作流程。
-
实际应用案例
该项目的实际应用案例包括博图程序、触摸屏程序、电路图纸以及博图V15软件EPLAN P8 2.7软件。博图程序包含了机器的所有功能,能够满足各种控制需求。触摸屏程序实现了人机交互功能,可通过触摸屏界面对机器进行操作和监控。电路图纸包含了机器的电气连接和控制电路的设计。博图V15软件EPLAN P8 2.7软件是用于设计和绘制电路图纸的专业软件。 -
结论
通过本项目的实际应用,我们验证了西门子S7-1200PLC和博图V15软件在PN总线三路V90伺服轴控制方面的高效性和稳定性。该项目具有高度集成化的控制方案,能够满足机器的各种功能需求,并提供了博图程序、触摸屏程序、电路图纸等相关资源,适合学习和实践使用。希望通过本项目的介绍,能够给读者带来对于V90伺服轴控制和PN总线技术的理解和应用启示。 -
致谢
感谢西门子提供的S7-1200PLC和博图V15
以上相关代码,程序地址:http://matup.cn/601373721632.html















 1871
1871

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









