







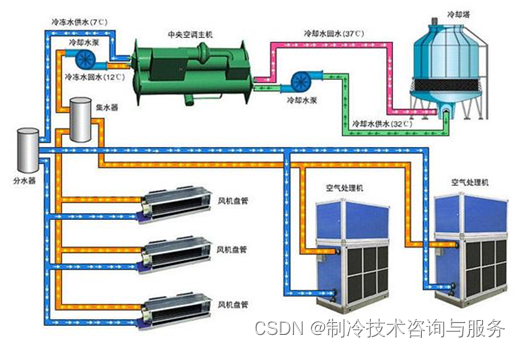
冷热水管:
空调冷热水管道的材质应由业主或使用方明确:
1、普通焊接钢管;
2、无缝钢管;
3、镀锌钢管;
4、PP-R管;
5、紫铜管;
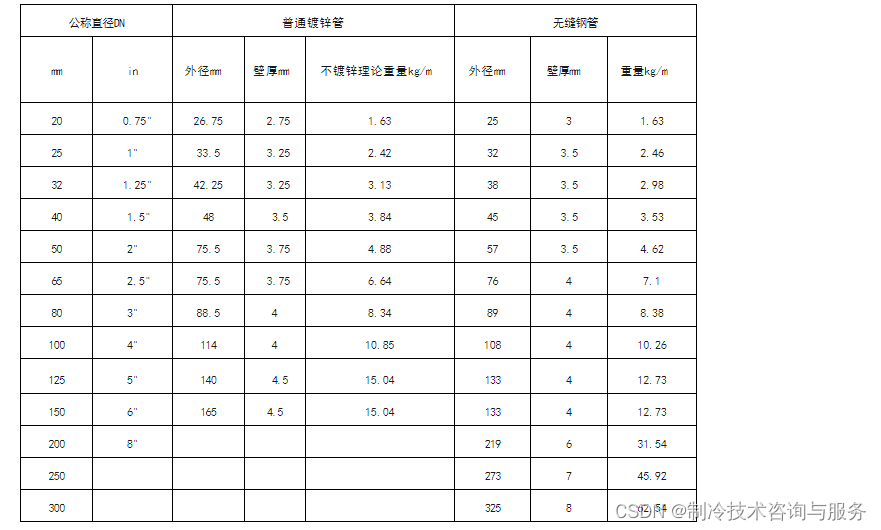
6、水管内外表面应光洁、无疵孔、裂缝、结疤、层裂或气泡。
7、水管壁厚应满足以下标准:
冷凝水管:
冷凝水管材料可用镀锌钢管、PP-R 管、PVC管;
1、冷凝水管一般采用 U-PVC 管道,也可采用镀锌钢管、PP-R管。
2、管材壁厚均匀、表面光洁,无明显压瘪,无划伤等现象。
3、“三证齐全”(品牌/厂家、合格证编号、生产许可证编号、产品检验报告编号)。
4、U-PVC 管材壁厚应满足以下标准:
 电源线、信号线:
电源线、信号线:
1、电源线一般采用BV线 BVR线或VV电缆,其电气技术指标及阻燃性能应符合国标和设计要求。
2、电源线的截面积和电流应保证设备最大工作电流的1.5倍,室内机电源线严格参照产品说明书。
3、电源线信号线为国家正规线缆厂的合格产品。“三证齐全”(种类、截面积、品牌/厂家、合格证编号、生产许可证编号、安全测试报告编号)。
保温材料:
1、冷冻水管及冷凝水管的保温材料多采用橡塑保温管,风管采用橡塑 板材。橡塑保温材料表面应无明显的老化,用力撕扯时,不能轻易撕破。
2、“三证齐全”(品牌/厂家,合格证编号、生产许可证编号、产品检验报告编号)。
3、材料的材质、容量、含水率、导热系数、防火性能等指标应符合国标要求。
4、橡塑保温材料厚度符合下表要求:
空调冷热水管橡塑保温最小厚度表:

镀锌钢板:
1、材料表面应平整光滑,有镀锌层的结晶花纹,厚度均匀,无严重的锈蚀、裂纹、结疤等缺陷。
2、“三证齐全”(品牌/厂家、合格证编号、生产许可证编号、产品检验报告编号)。
3、镀锌钢板厚度符合下表:
镀锌钢板风管板材的厚度(mm)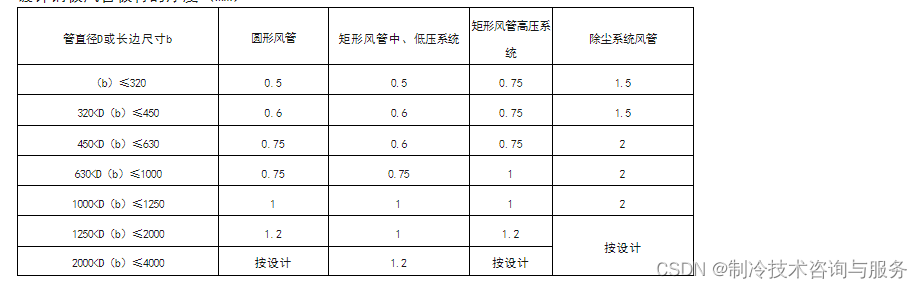
注:
1)螺旋风管的钢板厚度可适当减小10%~15%;
2)排烟系统风管钢板厚度可按高压系统;
3)特殊除尘系统风管钢板厚度应符合设计要求;
4)不适用于地下人防与防火隔墙的预埋管。
空调风口:
空调风口表面应平整、线条清晰、无扭曲变径、转角、拼缝处应衔接自然,且无明显缝隙,空调风口材料主要有铝合金风口、木质风口、塑料风口等。
设备进场:
1、空调设备是整个空调系统的心脏,设备质量的好坏直接影响着整个空调系统的使用效果。因此应做好空调设备进场验收工作,认真填写验收记录表,杜绝有质量问题的空调设备进场。
2、进场设备应分批分型号进行抽检,抽检时监理工程师必须在现场,其余设备开箱监理工程师不在现场时,应通知施工单位如设备出现质量问题,施工单位应及时通知监理工程师前来处理。
3、验收记录检验记录应详细记录设备外包装情况是木质还是纸质。包装是否完好,破损情况。随机附件名称、数量,有无缺件,缺件名称、数量并分析原因。
4、设备开箱检验时,应检查设备附件是否齐全,是否有漏油及破损现象。如设备出现问题文字表述不清时,可采用照片说明。
5、空调设备检查结果:根据设备类型不同进行分类,排序,填写各种设备数量、出厂编号,以及检查出现的质量问题。
6、结论:通过对空调设备的进场验收,得出相应的验收结论。没有质量问题,结论合格,同意进场安装;有质量问题,认真填写质量问题反馈表,标明问题严重程度并分析原因,提出解决措施。
空调水管路施工:
管路支吊架:
PPR 管道吊架最大间距(mm)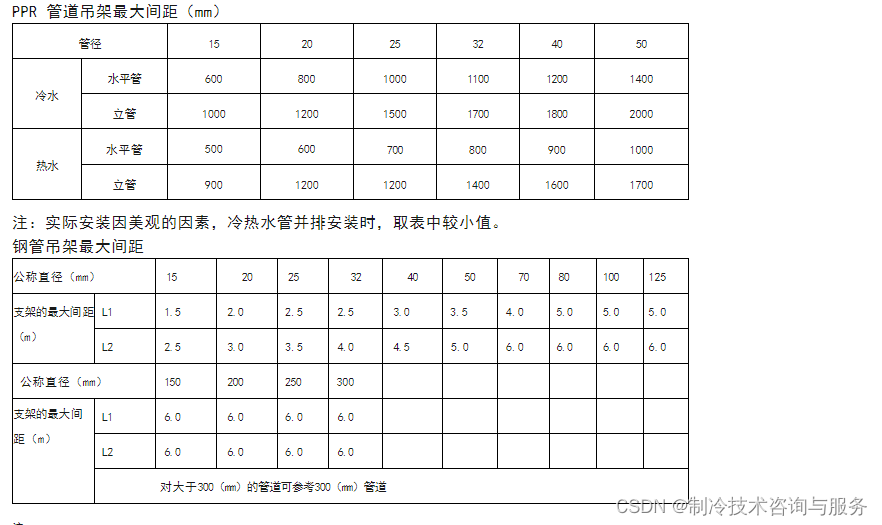
注:
1、适用于工作压力不大于 2.0MPA,不保温或保温材料密度不大于 200kg/m3的管道系统。
2、L1 用于保温管道,L2 用于不保温管道。
3、固定在建筑结构上的管道支、吊架,不得影响结构的安全。
套管制作安装:
1、套管管径应比穿墙板的干管、立管管径大 l~2 号。保温管道的套管应留出保温层间隙。
2、套管的长度:过墙套管的长度=墙厚+墙两面抹灰厚度过楼板套管的长度=楼板厚度+板底抹灰厚度+地面抹灰厚度+20mm(卫生间 30mm)。
3、镀锌铁皮套管适用于过墙支管,要求卷制规整,咬口接缝,套管两端平齐,打掉毛刺,管内外要防腐。
4、套管安装:位于混凝土墙、板内的套管应在钢筋绑扎时放入,可点焊或绑扎在钢筋上。套管内应填以松散材料,防止混凝土浇筑时堵塞套管。对有防水要求的套管应增加止水环,具体做法参照图集S312。穿砖砌体的套管应配合土建及时放入。套管应安装牢固、位置正确、无歪斜。
5、穿楼板的套管应把套管与管子之间的空隙用油麻和防水油膏填实封闭,穿墙套管可用石棉绳填实。
管道预制:
1、下料:要用与测绘相同的钢盘尺量尺,并注意减去管段中管件所占的长度,注意加上拧进管件内螺纹尺寸,让出切断刀口值。
2、套丝:用机械套扣之前,先用所属管件试扣。
3、调直:调直前,先将有关的管件上好,再进行调直。
4、清除麻(石棉绳)丝:将丝扣接头处的麻丝头用断锯条切断,再用布条等将其除净。
5、编号、捆扎:将预制件逐一与加工草图进行核对、编号,并妥善保管。
管道支架制作安装
1、下料:支架下料一般宜用砂轮切割机进行切割,较大型钢可采用氧乙炔切割,切割后应将氧化皮及毛刺等清除干净。
2、开孔:开孔应采用电钻加工,不得采用氧乙炔割孔。钻出的孔径应比所穿管卡直径大2mm左右。
3、螺纹加工:吊杆、管卡等部件的螺纹可用车床加工,也可用圆板牙进行手工扳丝。
4、组对、点焊:组对应按加工详图进行,且应边组对边矫形、边点焊边连接,直至成型。
5、校核、焊接:经点焊成型的支、吊架应用标准样板进行校核,确认无误方可进行正式焊接。
6、矫形:宜采用大锤、手锤等在平台或钢圈上进行,然后以标准样板检验是否合格。
7、防腐处理:制作好的支、吊架应按照设计要求,及时作好除锈防腐处理。
8、安装支、吊架:用水冲洗孔洞,灌入 2/3 的 1∶3 的水泥砂浆,将托架插入洞内,插入深度必须符合设计要求。找正托架使其对准挂好的小线,然后用石块或碎砖挤紧塞牢。再用水泥砂浆灌缝抹平,待达到强度后方可安装管道。固定在空心砖墙上时,严禁采用膨胀螺栓。
管道安装:
1、干管安装:
A、干管若为吊卡固定时,在安装管子前,必须先把地沟或顶棚内吊卡
按坡向顺序依次穿在型钢上,安装管路时先把吊卡按卡距套在管子上,把吊卡子抬起将吊卡长度按坡度调整好,再穿上螺栓螺母,将管安装好。
B、托架上安管时,把管先架在托架上,上管前先把第一节管带上U形卡,然后安装第二节管,各节管段照此进行。
C、管道安装应从进户处或分支点开始,安装前要检查管内有无杂物。在丝头处抹上铅油缠好麻丝ÿ
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章




















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











