








🎓作者简介:科技自媒体优质创作者
🌐个人主页:莱歌数字-CSDN博客
💌公众号:莱歌数字
📱个人微信:yanshanYH
211、985硕士,职场15年+
从事结构设计、热设计、售前、产品设计、项目管理等工作,涉足消费电子、新能源、医疗设备、制药信息化、核工业等领域
涵盖新能源车载与非车载系统、医疗设备软硬件、智能工厂等业务,带领团队进行多个0-1的产品开发,并推广到多个企业客户现场落地实施。
专题课程
每日篇行业发展资讯,让大家更及时了解外面的世界。
更多资讯,请关注B站/公众号【莱歌数字】,有视频教程~~
本期给大家带来的是关于水冷板制造工艺及仿真分析案例研究内容,希望对大家有帮助。
水冷板是水冷系统的换热部件,内部具有换热槽道结构。在水冷板的结构设计中需要考虑以下问题:换热性能要求、强度要求、压力要求、防腐蚀要求、泄漏要求、制造成本等。为了满足以上要求,需要从材料、结构设计、制造方法等方面进行综合设计考量。
水冷板材料选取
水冷板的材料影响热管段与冷却水之间的换热,采用具有良好传热特性的材料制作水冷板,能够有效减少散热器的总体热阻。常见散热系数较高的金属材料如下表所示,
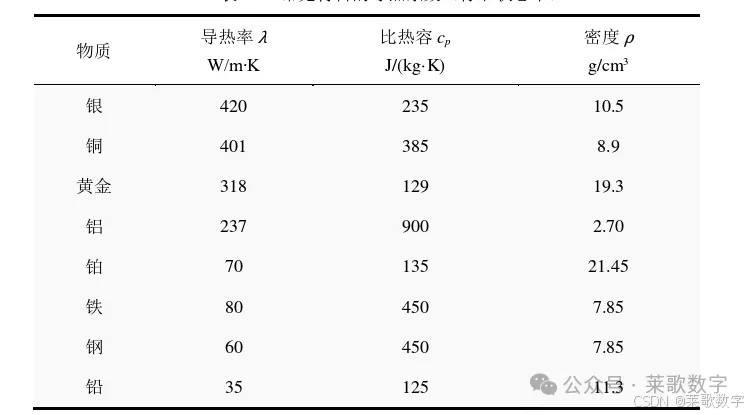
水冷板的材料选取,需要综合考虑材料的导热性能、结构性能、防腐蚀性能、价格等条件。铝合金作为最常用的散热材料,其具有导热系数高、密度小、加工性能好、抗腐蚀性能好、物理和力学性能好等优点。
采用铝合金作为水冷板的材料,在保证水冷板机械强度的同时,保留了铝的高导热性能优点。同时,铝制型材的防腐蚀工艺成熟,能够保证水冷板的长时间可靠使用。
因此,采用铝合金材料作为水冷板的材料,能够在传热性能、制造价格、耐用程度等方面取得较好的平衡,适合大规模推广使用。
电子产品所采用的铝制散热片的材料为AL6063,其具有良好的导热特性,良好的抗腐蚀性能、加工性能,适合阳极氧化,可以挤出成型。
水冷板的加工
常见的水冷板加工方法有CNC流道加工、整体铸造成型、盘管焊接工艺、冲压成型、挤出成型等。
之前我们做的项目采用的是CNC流道加工方法与挤出方法,两个加工方法的特点如下,
CNC加工:通过数控机床对流道进行切削加工,加工出水冷板内部流道,并与上盖板采用密封圈或者焊接的形式,形成密闭的流道结构。
通过CNC加工的流道结构的精度高、可加工复杂流道结构、加工质量稳定。但CNC加工的加工时间较长,切削的金属量与加工时间成正比,对于复杂流道结构,其加工成本较高,适合单件或小批量生产。
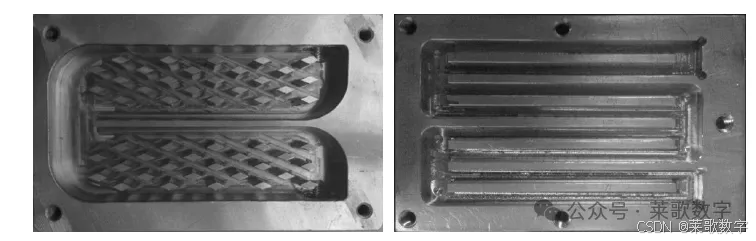
采用三维建模软件,设计出水冷板流道结构,然后通过NC加工中心,使铝合金材料加工成具有流道结构的水冷板基板。加工出来的水冷板流道结构如下图所示。
铝挤成型:铝合金的挤出成型的原理为,通过对铝锭高温加热,使其达到软化的温度而软化,然后在铝挤压机的挤压,通过挤型模具成型成符合要求形状的铝型材产品。
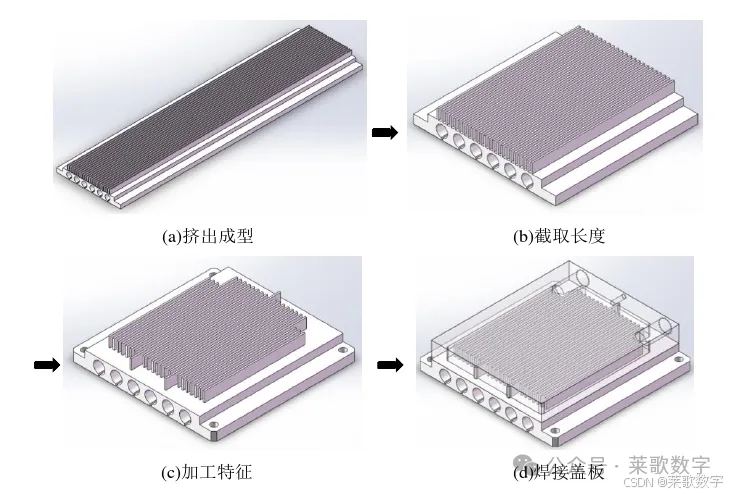
水冷板加工中,通过铝型挤出成型的方法,可以加工出截面一致的分流道翅片结构。铝挤成型加工的工艺过程如下:铝锭加温,铝锭需要加热到460℃-540℃
挤压成型,通过模具将铝材挤压成型,挤出过程中需将模具温度保持在460℃-480℃;拉直,对挤出成型的材料进行一个较直的过程;风淬,温度控制在300℃以下;冷却及时效处理,将时效的温度控制在175-215℃之间,保持4小时,铝型材经过时效处理后,可以加强强度并消除内应力。采用铝挤加工的水冷板的制造工艺过程如下图所示。
水冷板焊接
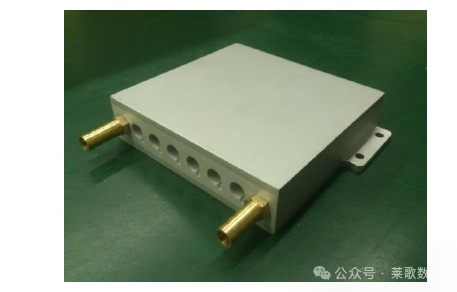
水冷板分基板与盖板两个部分,基板与盖板之间采用真空钎焊进行密封。本文中水冷板采用的是6063牌号的铝型材,该牌号铝型材的钎焊性能较好,同时材料的防腐性能也较好。
钎焊的工艺过程如下:1、清洗:对水冷板基板、盖板进行酸洗、碱洗;2、组装:水冷板基板、盖板在夹具的作用下进行组装;3、进炉:将夹装好的水冷板放进真空钎焊炉里;4、抽真空:利用真空泵使炉内达到一定的真空状态;5、升温焊接:真空炉按预定的温度程序升温,工件焊接部分融化接合;6、出炉:水冷板完成焊接后,随炉进行冷却,冷却时间为3-4h。焊接成型后的水冷板结构如下图所示,
之前的项目分析案例,大家有需要的可自行获取,参考学习。
关注公众号,发送"水冷板仿真",即可获取源文件一份
观看视频:
EFD版本:
https://www.bilibili.com/cheese/play/ss21745?csource=private_space_class_null&spm_id_from=333.999.0.0
FloTHERM版本:
https://www.bilibili.com/cheese/play/ss24258?csource=private_space_class_null&spm_id_from=333.999.0.0



















 9809
9809

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











