






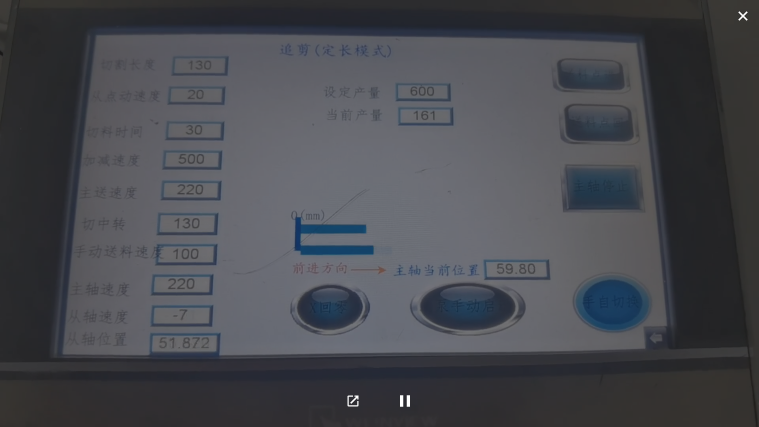
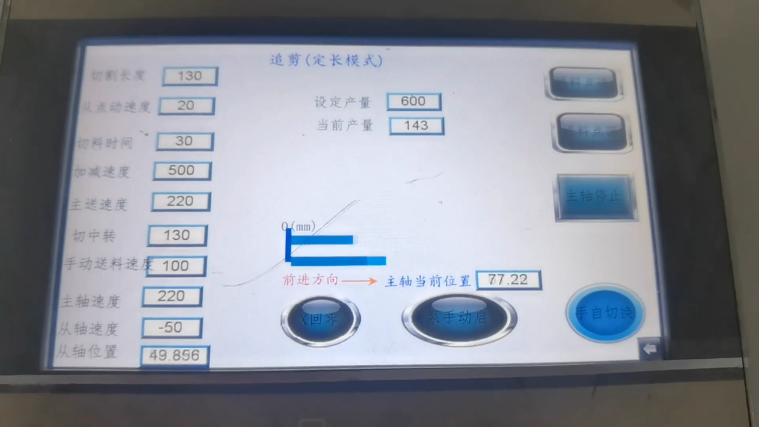
高速追剪程序,定长追剪,威纶触摸屏+汇川5u全套程序,注释清楚。
ID:71261701666098953
t***8

高速追剪程序是指在数控机床加工过程中,通过对程序进行优化和改进,达到提高机床加工效率的目的。本文将围绕高速追剪程序展开分析,并结合定长追剪和威纶触摸屏+汇川5u全套程序进行详细讨论。文章将从以下几个方面进行阐述:追剪程序的基本原理及其应用、定长追剪技术的优势和实现方法、威纶触摸屏+汇川5u全套程序的特点和应用案例。
首先,追剪程序的基本原理及其应用是本文的重点之一。追剪程序是一种将加工工艺和切削参数等信息编写成指令,通过数控系统的解释和执行,实现对机床和刀具的自动控制的技术。通过追剪程序,可以提高机床的加工效率和加工精度,降低材料的损耗和工时成本。此外,追剪程序还广泛应用于各种数控机床中,如车床、铣床、刨床等,实现对不同工件的高效加工。
其次,定长追剪技术是提高追剪程序效率的重要手段之一。定长追剪技术是指在切削加工过程中,通过设定一个固定的切削长度,使得每次切削的材料都保持相同的长度。这种技术可以避免材料反复进给和回退,减少机床的空闲时间,提高机床的利用率。定长追剪技术的实现方法可以通过编写合理的追剪程序和选择适当的切削参数来实现。
最后,威纶触摸屏+汇川5u全套程序是一种常用的高速追剪系统。威纶触摸屏是一种具有高度可靠性和稳定性的人机界面设备,可以实现对数控机床的操作和监控。而汇川5u全套程序是一种专业的追剪程序开发和管理软件,可以实现对追剪程序的编写、修改和执行等功能。威纶触摸屏与汇川5u全套程序的结合,可以有效地提高追剪程序的开发效率和运行稳定性。
综上所述,高速追剪程序、定长追剪技术和威纶触摸屏+汇川5u全套程序是提高数控机床加工效率和精度的重要手段。通过合理编写追剪程序,应用定长追剪技术和威纶触摸屏+汇川5u全套程序,可以实现对机床和刀具的自动控制,提高机床的利用率和工件加工质量。此外,本文还通过对相关技术的分析和实例的介绍,帮助读者深入了解和掌握高速追剪程序、定长追剪技术和威纶触摸屏+汇川5u全套程序的应用。
【相关代码 程序地址】: http://nodep.cn/701666098953.html















 828
828

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









