






OEE(设备综合效率)即表现设备实际的生产能力相对于理论产能的比率,是一种独立的测量工具,用于监控、评估和提高生产过程的有效性。OEE=时间开动率×性能开动率×合格品率=(开动时间/负荷时间) ×(加工数量×实际加工周期 /开动时间)×(理论加工周期/实际加工周期)×(合格产量/加工数量)= (开动时间×加工数量×实际加工周期×理论加工周期×合格产量)/(负荷时间×开动时间×实际加工周期×加工数量)约去分子、分母的公因子,OEE = (理论加工周期×合格产量)/负荷时间 = 合格产品的理论加工总时间/负荷时间,这也就是实际产量与负荷时间内理论产量的比值。
这里我们采用“OEE = (合格产量×加工节拍)/负荷时间”的简单公式来记录设备每日OEE,来做生产策划评估用。
针对840D sl系统的进口高端数控设备,例如卧式加工中心、磨齿机等高价值机床,利用SINUMERIK OPERATE 的HMI界面开发用户界面,展示并统计设备OEE,后期可通过分析数据来提高设备利用率。
笔者前段开发过S71200产线的OEE统计方法,见西门子S71200自建数据类型统计设备OEE的方法_西门子1200自定义数据类型-CSDN博客,840D sl的PLC为S7-300系列,编程理念与之类似,在此不展开了。
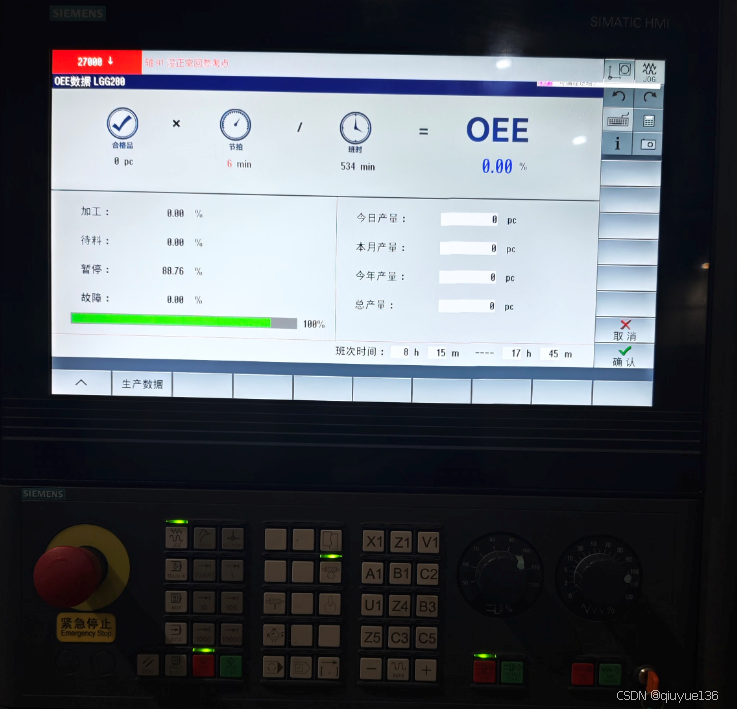
想开发840D sl HMI界面,请翻阅西门子官方文档,需要用到文档《828D_840Dsl_工具_RunMyscreens_例程合集_201906》,以及《RUN MYSCREENS 应用手册》、SINUMERIK Integrate Run MyScreens,经过一段时间摸索,实现了德国利勃海尔LGG280蜗杆磨齿机用户HMI界面开发、设备OEE统计、月度数据表格等功能,如图:
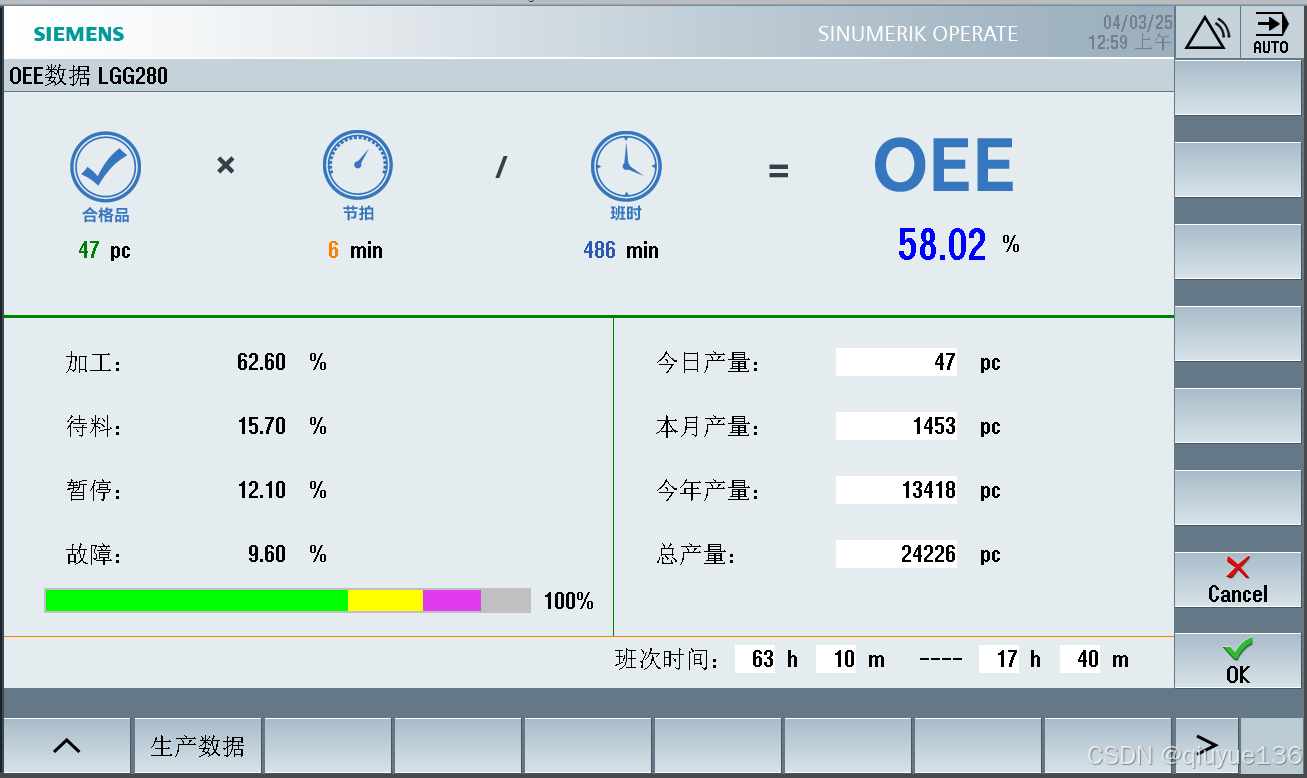
该项目在SinuTrain及实际设备上运行通过。
该用户HMI界面包含四块区域,上部包含生产品数/加工节拍/运行时间及设备OEE等数据,并图视化列明计算公式;左下半部包含单日加工效率/待料/暂停及故障比例(包含进度条);右下半部统计单日产量/月度产量/年度产量/总产量;最后下部设定班次时间,即当日OEE统计时间段。
下面介绍下开发过程:
首先,我们要设计一个用户界面入口,如下图:
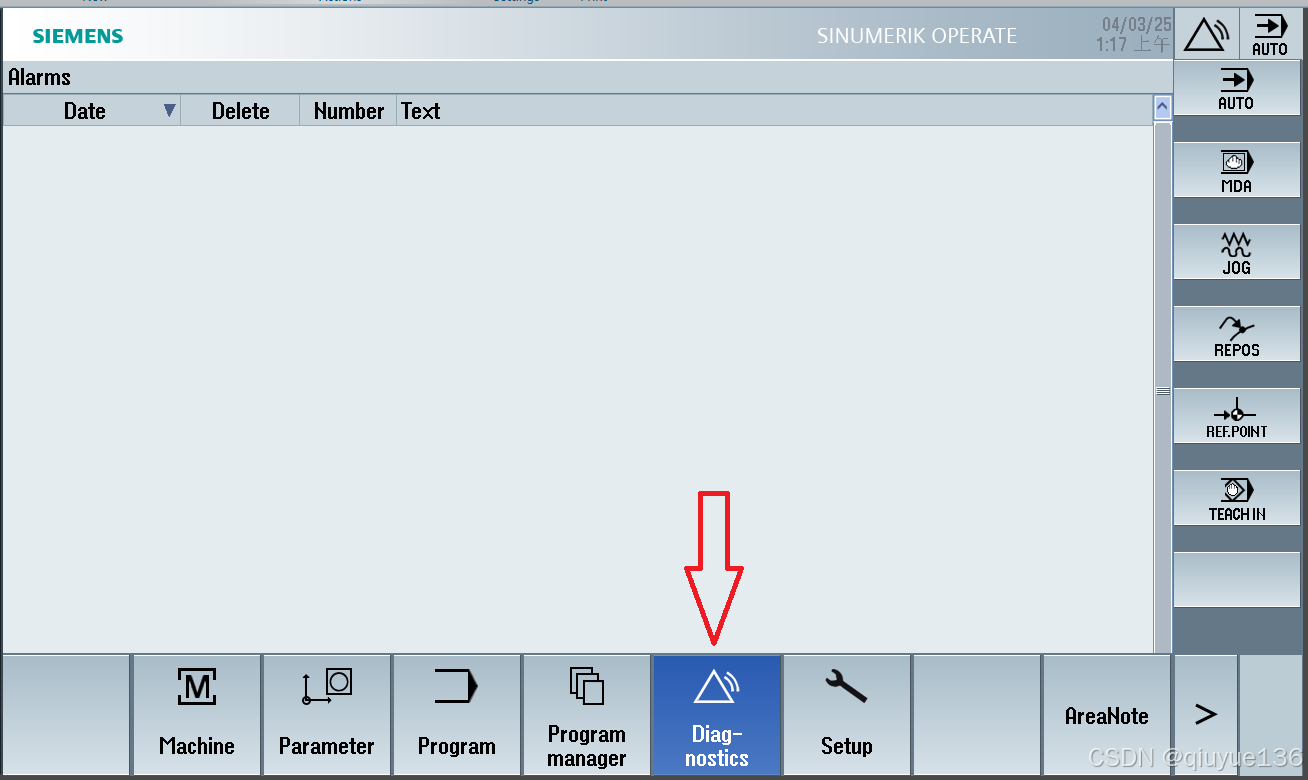
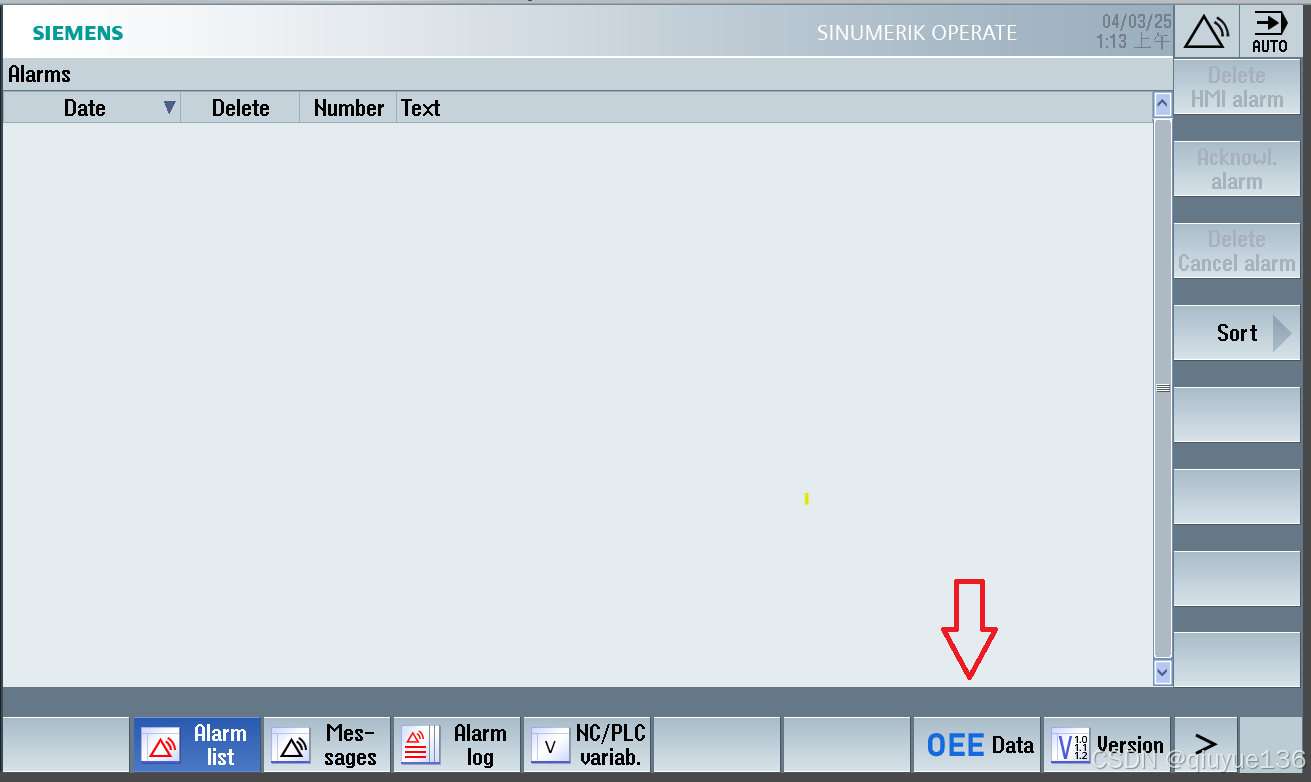
笔者设计从主菜单“诊断”进入二级菜单,然后由“OEE_Data”进入用户界面,
一、入口文件编写
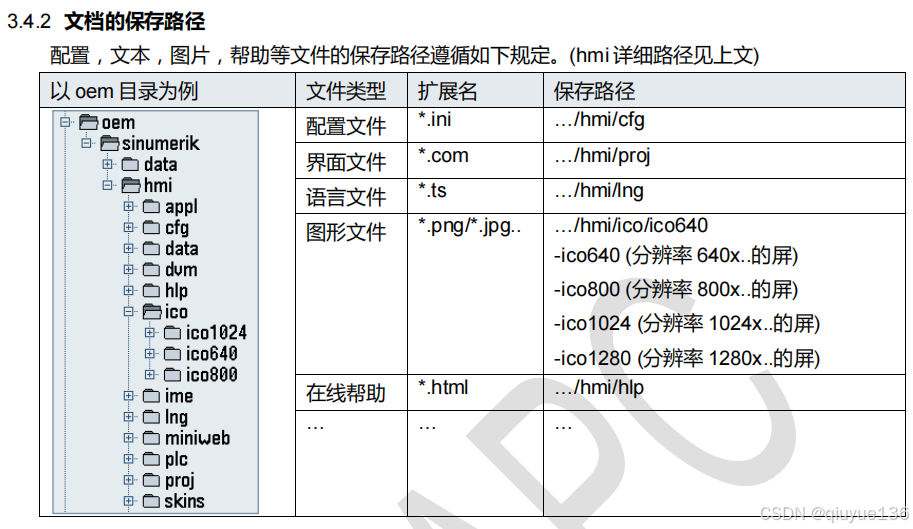
首先,我们要知道设备HMI是基于Linux还是Windows系统,入口文件存储位置及优先级不一样,见下图:
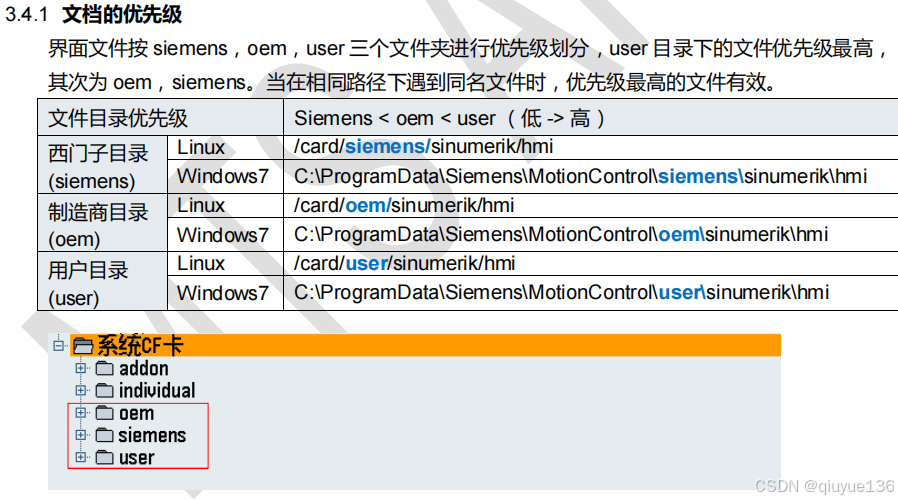
以及文档类型、扩展名、保存路径:
知道了文档位置及名称,我们直接在840D sl的PCU里查找(windows),该机床的easyscreen.ini文件存放在C:\ProgramData\Siemnes\MotionControl\oem\sinumerik\hmi\cfg下(设备制造厂商的配置文件一般放置在oem目录),我们打开它:
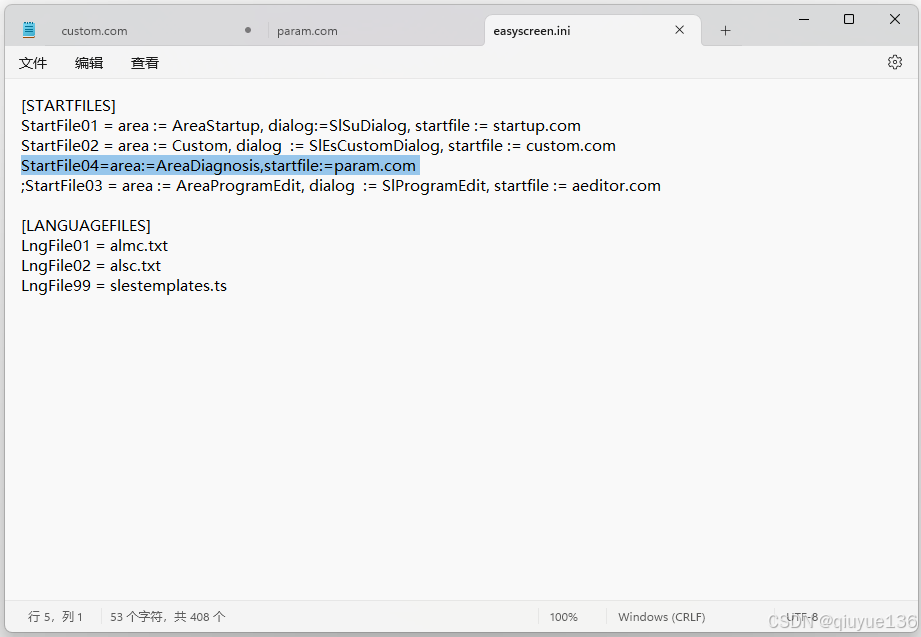
我们设计从主菜单“诊断”进入二级菜单,因此留意"StartFile04=area:=AreaDiagnosis,startfile:=param.com"这句,知道了启动文件为param.com,因此回到C:\ProgramData\Siemnes\MotionControl\oem\sinumerik\hmi\proj目录下找到param.com文件,并用notepad打开:
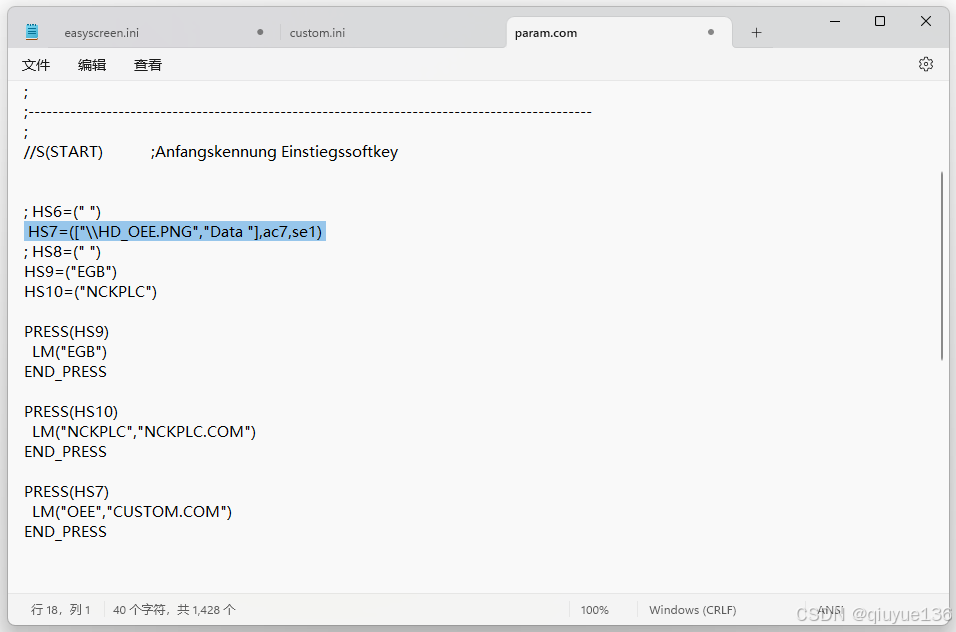
1、增加一句“ HS7=(["\\HD_OEE.PNG","Data "],ac7,se1)”,释义:水平第7按键(原空白)增加OEE图标及“Data”文字,效果如下:
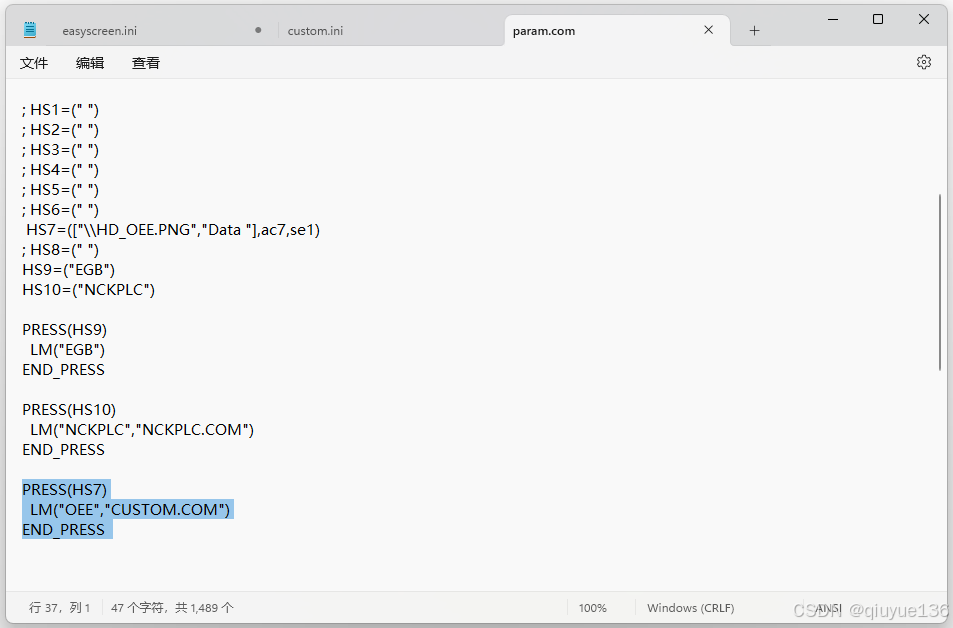
2、增加PRESS的方法,如下图,释义:按动水平第7按键,调用CUSTOM.COM文件中的“OEE”界面。
3、文件修改好后另存在C:\ProgramData\Siemnes\MotionControl\user\sinumerik\hmi\proj,根据优先级,HMI启动后会调用user目录下的param.com文件,而忽略oem目录下的param.com文件,这样既有修改又有备份的作用。
如上,我们就建立了从“诊断”主菜单进入二级菜单,二级菜单第7按键显示“OEEdata”的界面入口了。
二、界面(Mask)文件编写
本步骤建立界面(Mask)文件。
1、用notepad新建CUSTOM.COM文件,并打开、编写:
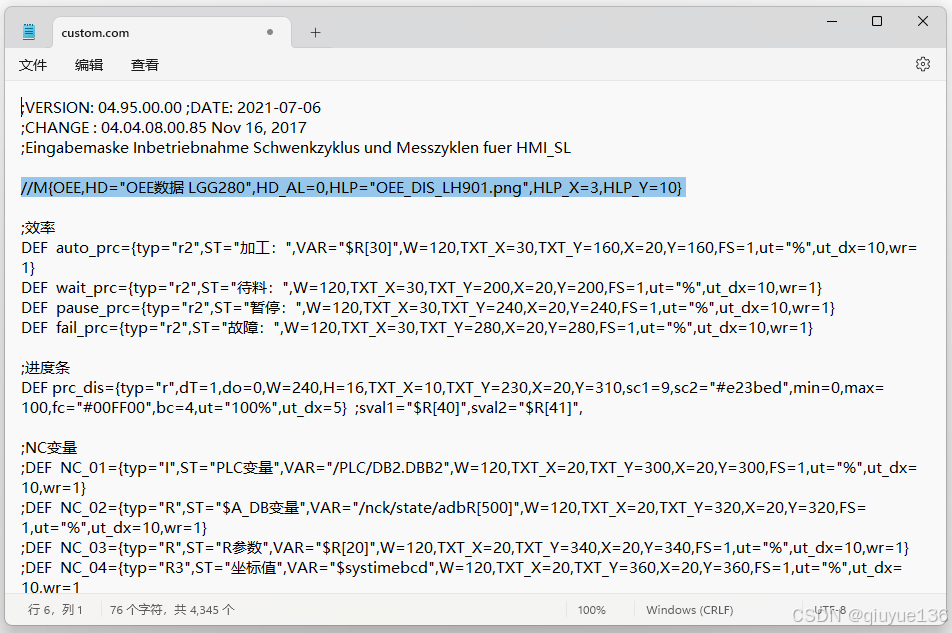
在“//M{OEE,HD="OEE数据LGG280",HD_AL=0,HLP="OEE_DIS_LH901.png",HLP_X=3,HLP_Y=10}”定义句中,定义了Mask的名称"OEE",与前面param.com文件中的 “LM("OEE","CUSTOM.COM")”相呼应。
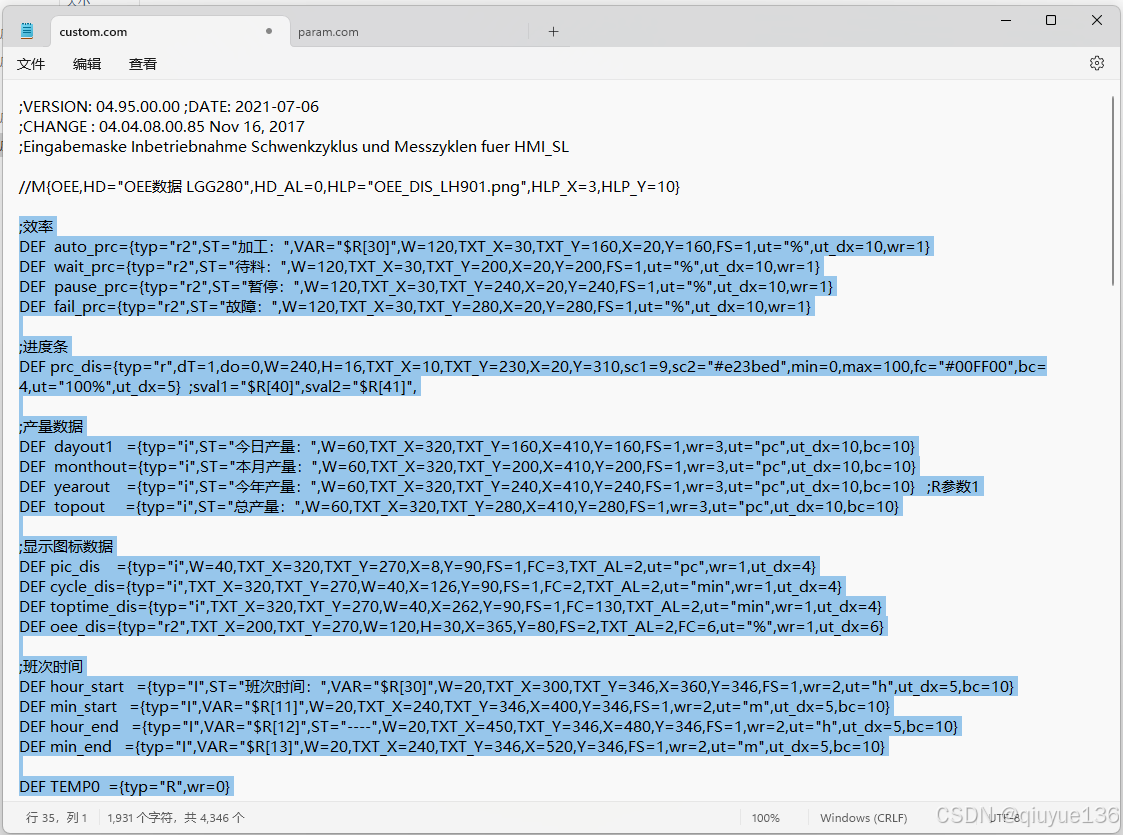
2、定义变量的数据类型、位置、格式等,具体定义方法见《RUN MYSCREENS 应用手册》
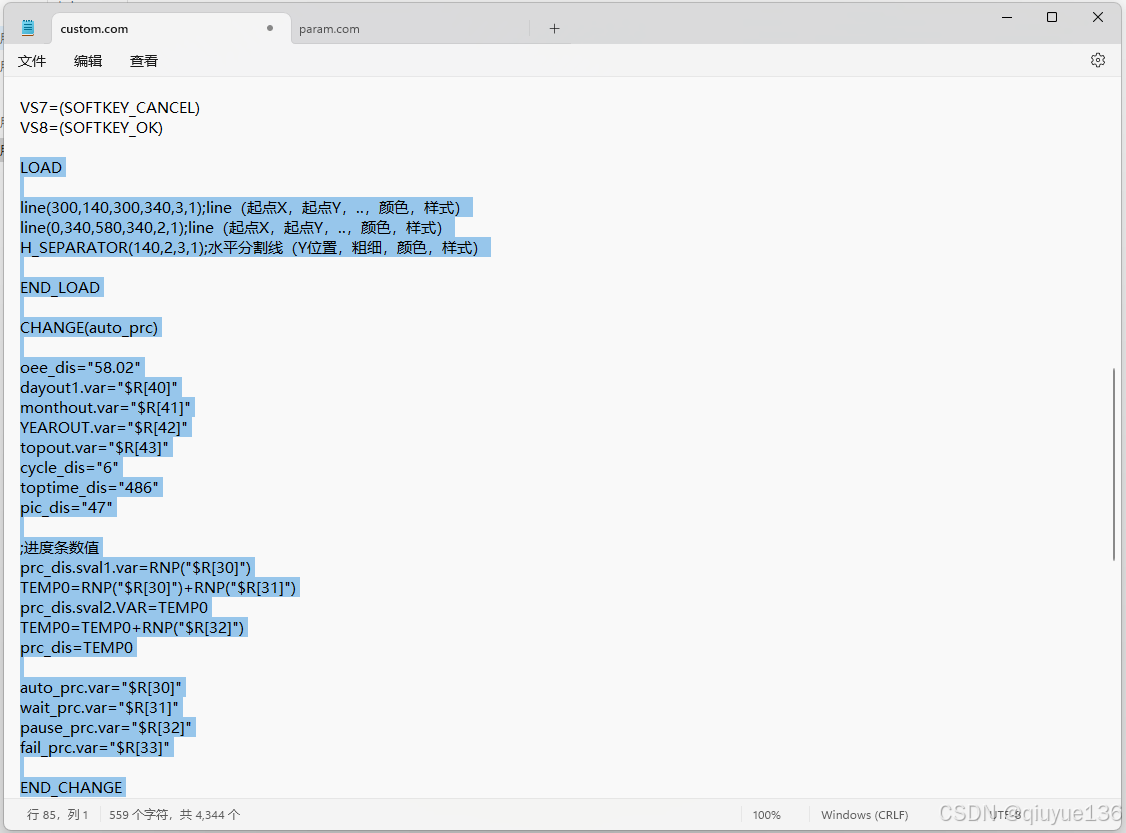
3、LOAD\CHANGE 方法运用,具体定义见《RUN MYSCREENS 应用手册》
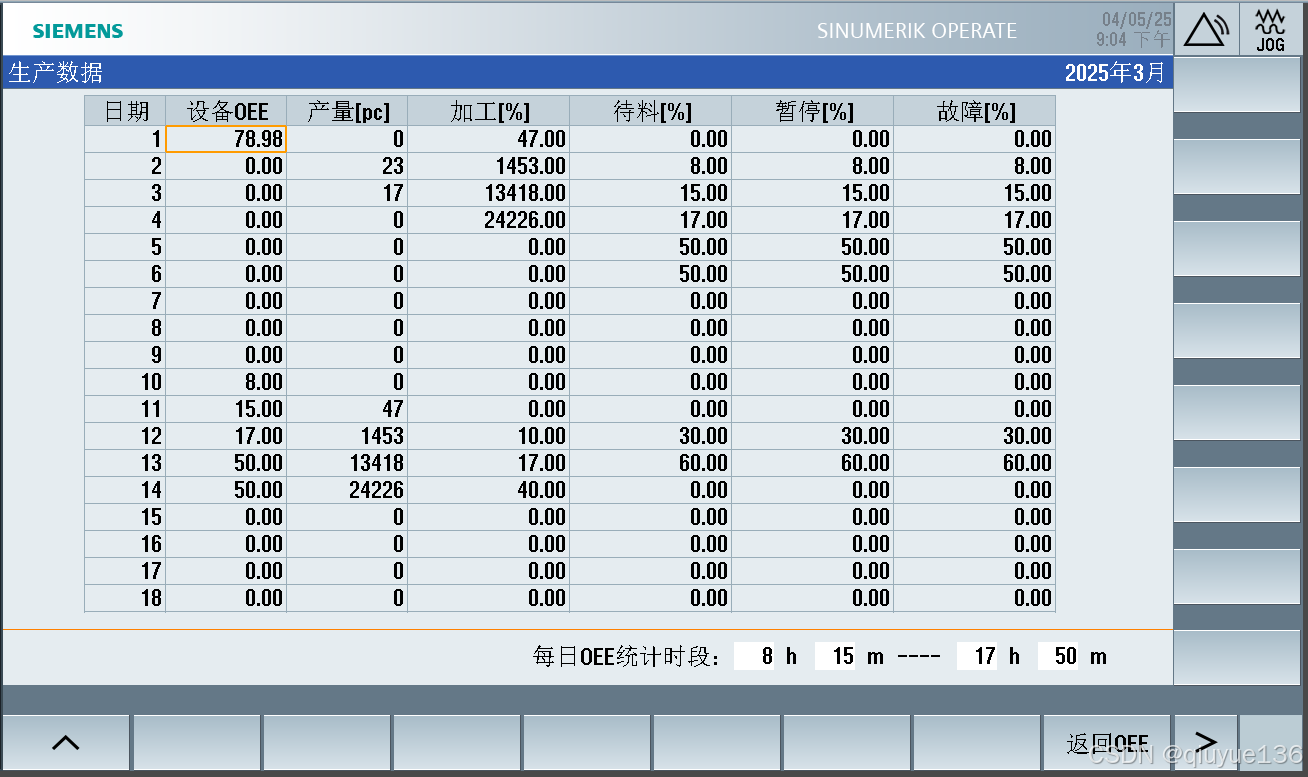
4、定义下一界面“生产数据”(Mask2),以及列表
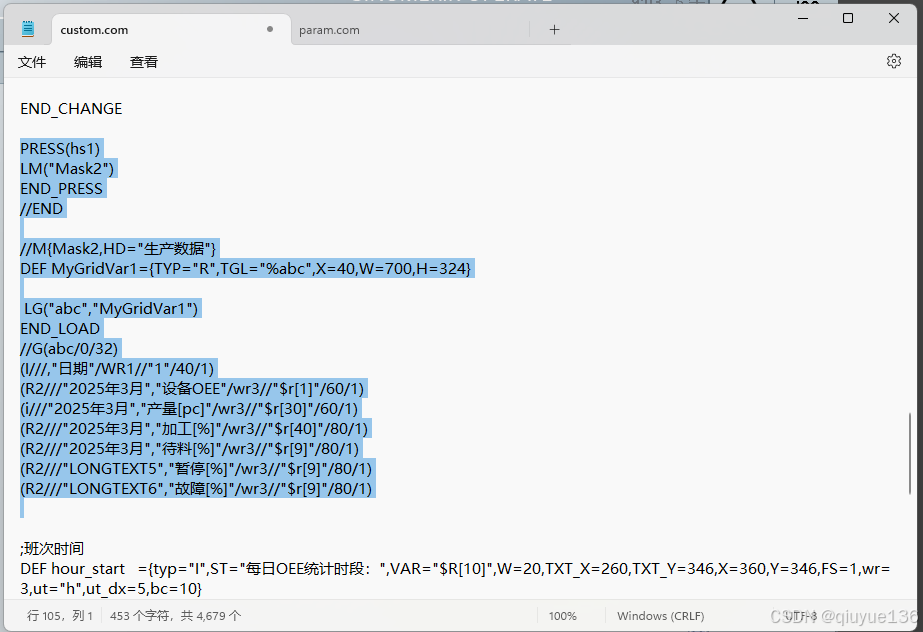
“生产数据”界面的效果如下:
5、将CUSTOM.COM文件保存在C:\ProgramData\Siemnes\MotionControl\user\sinumerik\hmi\proj下。
以上完成了HMI界面的开发,下面需要把需要的数据计算及统计展示出来,我们将要通过PLC编程计算与统计相关数据。
三、PLC编程及数据记录
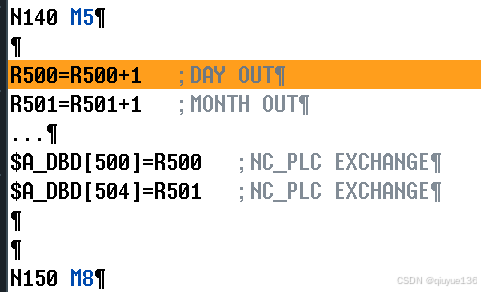
1、每日生产数量计数:
加工程序合适位置增加语句,通过用户变量R500计数(一定要注意,不要与设备加工程序使用的变量冲突,如加工程序在进给程序段中也使用了该变量,有可能带来撞机危险),该数据同时通过$A_DBD[500]与PLC交换数据 。
。
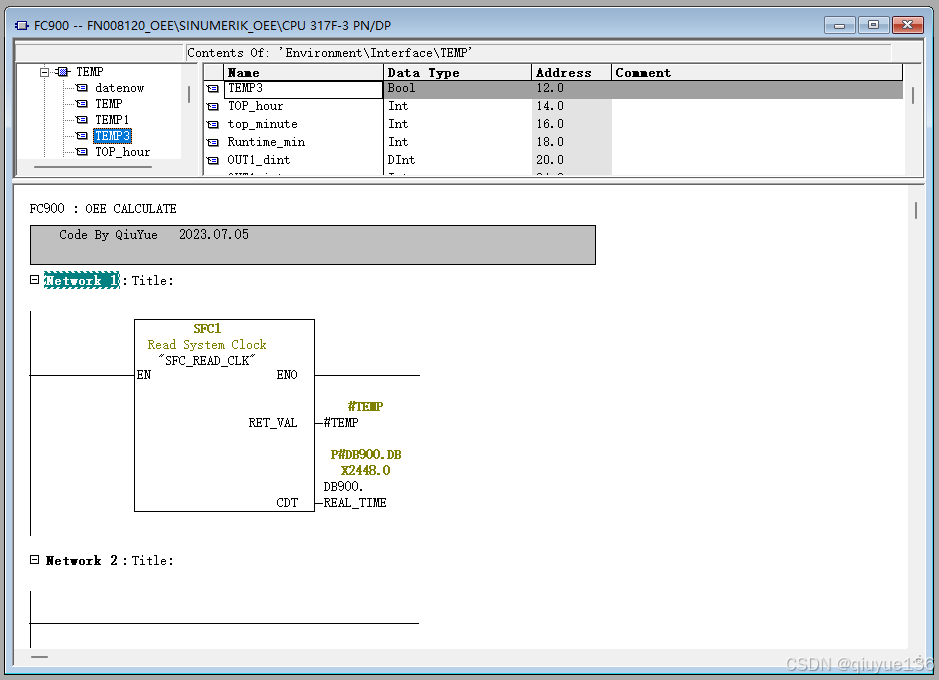
2、打开STEP7 V5.6,编写程序FC块(OEE计算)、DB块(月度记录)等,并在OB1中调用:
加工\待料\暂停\故障的百分比值计算:
生产数据初始化:(每日初/每月初/每年初生产数置0)
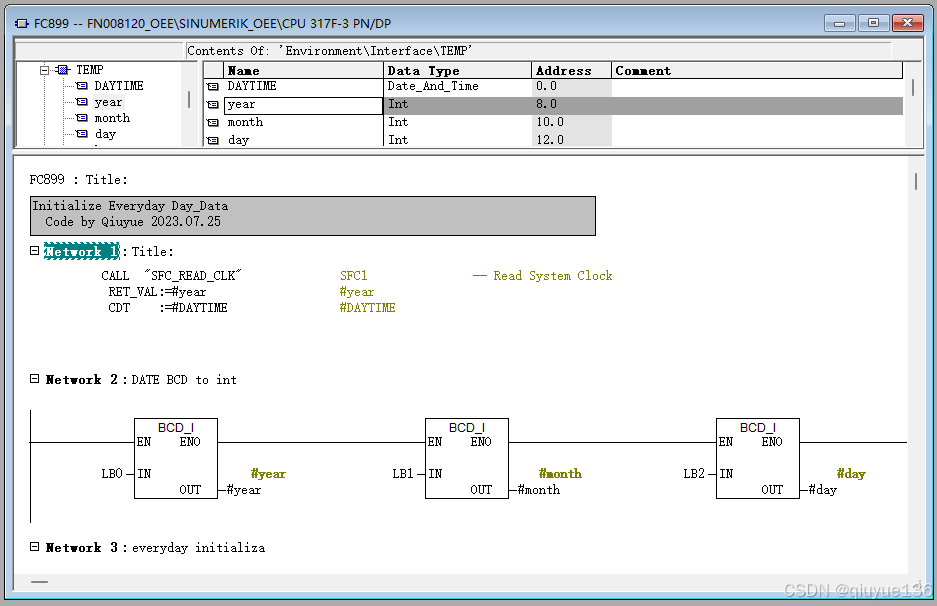
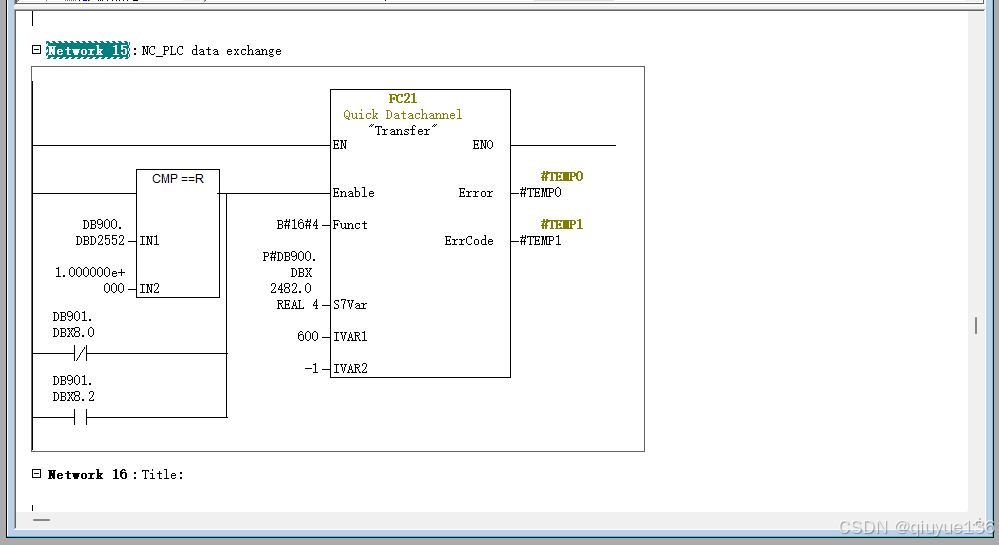
NC-PLC数据交换:将加工程序统计的R500值传送到PLC,同时还具备每日始将R500置0的功能
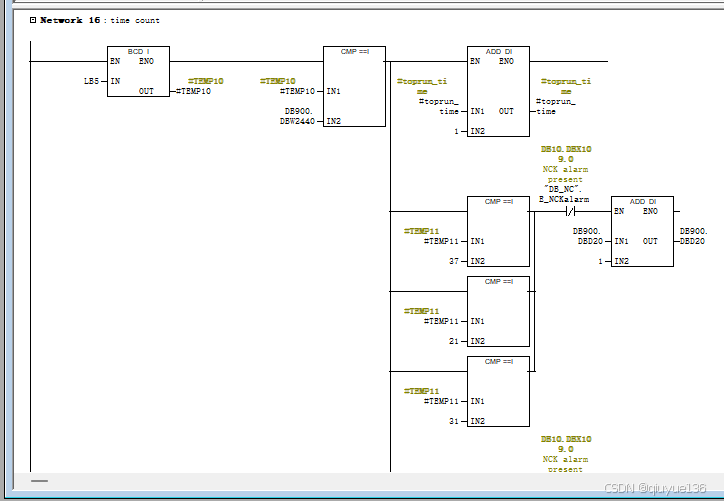
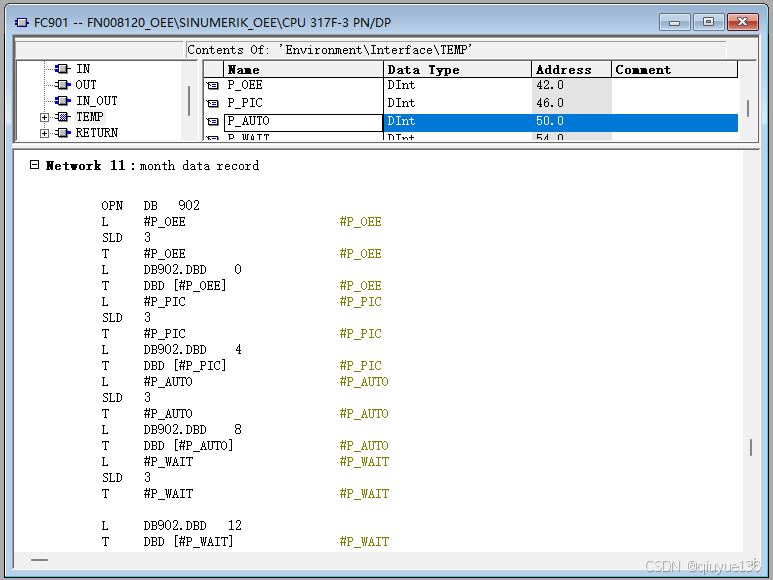
每日数据记录:按月记录,每月1日清零,当日按日期记录各数据入DB块相应地址,并且在HMI上展现,需要用到32位指针
以上是整个开发流程,欢迎大家交流。
附图为机床运行实际效果:

经过以上开发,零硬件成本即可实现840Dsl机床的OEE数据边缘计算功能,MES通过OPCUA访问接口字典,即可实现OEE数据设备侧计算,MES系统直接采集统计使用的功能。

















 3104
3104

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









