






第七章 成、废品分拣及废品输送单元
第一节 阀岛控制机械手抓物实训
1、 实训要求
掌握机械手的工作原理以及应用,了解气路与电路的差别,了解费斯托气动原件在本实训起的作用,了解阀岛的操作与应用。
2、 实训器材
- 双作用短行程气缸一只
- 行程开关两只
- 阀岛一只
- 气管若干等器件
3、 实训原理
本实训单元是用阀岛来控制气路,实现机械手的动作,抓紧与松开机械手抓。阀岛右边有 10进出气孔,分为 5 组(一行为一组,每组为一个进气孔,一个为出气孔)。从下往上数,第一组为机械手控制所用。阀岛正面有 5 个控制开关,分别对 5 组气孔的开与关进行控制。
本实训的原位状态为(气泵正常供气):
机械手抓紧状态,即机械手为放松状态。
在原位状态下,拨动阀岛上的机械手控制开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手由原来的闭合改为现在的张开。将阀岛上的机械手控制开关复位(往左推),气路方向再次改变,机械手重新闭合,即机械手为放松状态。
4、 实训步骤和方法
由于本设备的气路都已接好,请勿拆卸。
开启气泵,气泵曾气,打开节流阀,阀到通气,从而使机械手处于原位状态(手臂紧闭),拨动阀岛上的开关(机械手控制开关),机械手张开,再将阀岛上开关复位,机械手闭合。
可反复的进行以上操作。
如完成实训,请关闭气泵,切断设备电源,编写实训报告。
5、 注意
在气缸没曾气或节流阀没打开,本实训就无法实现,关闭节流阀,气将由节流阀直接排出。
第二节 阀岛控制机械手的摆动实训
1、 实训要求
了解阀岛控制机械手摆动的工作原理,掌握法兰中空输出轴的工作原理与应用。
2、 实训器材 - 法兰中空输出轴
- 行程开关两只
- 阀岛一只
- 气管若干等器件
3、 实训原理
本实训单元是用阀岛来控制气路,实现机械手的摆动动作,机械手旋转 90 度。阀岛右边有10 进出气孔,分为 5 组(一行为一组,每组为一个进气孔,一个为出气孔)。从下往上数,第二组为机械手旋转所用。阀岛正面有 5 个控制开关,分别对 5 组气孔的开与关进行控制,从下往上第二个开关为机械手旋转开关。
本实训的原位状态为(气泵正常供气):
机械手摆动气缸位于原位,即机械手与传送带方向垂直。
在原位状态下,拨动阀岛上的机械手摆动开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手旋转 90 度(顺时针旋转),即机械手与传送带方向平衡。将阀岛上的机械手摆动开关复位(往左推),气路方向再次改变,机械手返回原位,即机械手与传送带方向。
4、 实训步骤和方法
由于本设备的气路都已接好,请勿拆卸。
开启气泵,气泵曾气,打开节流阀,阀到通气,从而使机械手处于原位状态(机械手与传送带方向垂直),拨动阀岛上的机械手摆动开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手旋转 90 度(顺时针旋转),即机械手与传送带方向平衡。将阀岛上的机械手摆动开关复位(往左推),气路方向再次改变,机械手返回原位,即机械手与传送带方向。
可反复的进行以上操作。如完成实训,请关闭气泵,切断设备电源,编写实训报告。
5、 注意事项
在气缸没曾气或节流阀没打开,本实训就无法实现,关闭节流阀,气将由节流阀直接排出。
第三节 阀岛控制竖线气缸(机械手提升与下降)实训
1、 实训要求
掌握阀岛的工作原理与应用,掌握机械手提升与下降的工作原理。
2、 实训器材 - 双作用气缸一只
- 行程开关两只
- 阀岛一只
- 气管若干等器件
3、 实训原理
本实训是由阀岛来控制气路,实现机械手的提升与下降动作,即机械手的伸缩。阀岛右边有10 进出气孔,分为 5 组(一行为一组,每组为一个进气孔,一个为出气孔)。从下往上数,第三组为机械手的提升与下降所用。阀岛正面有 5 个控制开关,分别对 5 组气孔的开与关进行控制,从下往上第三个开关为机械手的提升与下降开关。
本实训的原位状态为(气泵正常供气):
机械手的提升与下降位于原位,即机械手缩回状态。
在原位状态下,拨动阀岛上对应机械手的提升与下降开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手下降(即伸出)。将阀岛上的机械手摆动开关复位(往左推),气路方向再次改变,机械手返回原位,即机械手缩回状态。
4、 实训步骤和方法
由于本设备的气路都已接好,请勿拆卸。
开启气泵,气泵曾气,打开节流阀,阀到通气,从而使机械手处于原位状态(即机械手缩回状态)。拨动阀岛上对应机械手的提升与下降开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手下降(即伸出)。将阀岛上的机械手摆动开关复位(往左推),气路方向再次改变,机械手返回原位,即机械手缩回状态。
可反复的进行以上操作。如完成实训,请关闭气泵,切断设备电源,编写实训报告。
5、 注意事项
在气缸没曾气或节流阀没打开,本实训就无法实现,关闭节流阀,气将由节流阀直接排出。
第四节 阀岛控制机械手平移实训
1、 实训要求
了解滑动导轨气动驱的工作原理,掌握机械手平移的工作原理。
2、 实训器材 - 滑动导轨气动驱一条
- 行程开关两只
- 阀岛一只
- 气管若干等器件
3、 实训原理
本实训是由阀岛来控制气路,实现机械手的平移动作。阀岛右边有 10 进出气孔,分为 5 组(一行为一组,每组为一个进气孔,一个为出气孔)。从下往上数,第四组为机械手的平移所用。阀岛正面有 5 个控制开关,分别对 5 组气孔的开与关进行控制,从下往上第四个开关为机械手的平移开关。
本实训的原位状态为(气泵正常供气):
机械手的直线气缸位于原位,即机械手位于传送带正上方。
在原位状态下,拨动阀岛上对应机械手的平移开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手平移。将阀岛上的机械手平移开关复位(往左推),气路方向再次改变,机械手返回原位,即机械手位于传送带正上方。
4、 实训步骤和方法
由于本设备的气路都已接好,请勿拆卸。
开启气泵,气泵曾气,打开节流阀,阀到通气,从而使机械手处于原位状态(即机械手位于传送带正上方)。拨动阀岛上对应机械手的平移开关(往右推),气路方向改变,原来的出气孔现在进气,原来的进气孔现在变为出气孔。机械手平移。将阀岛上的机械手平移开关复位(往左推),气路方向再次改变,机械手返回原位,即机械手位于传送带正上方。
可反复的进行以上操作。如完成实训,请关闭气泵,切断设备电源,编写实训报告。
5、 注意事项
在气缸没曾气或节流阀没打开,本实训就无法实现,关闭节流阀,气将由节流阀直接排出。
第五节 分拣单元电动机传动、检测与放行实训
1、 实训要求
掌握分拣单元电动机传动、检测与放行的工作原理。
2、 实训器材 - 计算机一台
- PLC(S7-200)一台
- 传感器两只
- 传送带电动机一台
- 按钮两只
- 急停按钮一只
- 指示灯两只(红色和绿色)
- 电磁铁一只
- 托盘、盖子、销钉与料体若干等器件
3、 实训原理
只有在满足原点条件时,按下【启动】按钮后,设备才可能处于运行工作状态。原点启动条件为:
传送带上托盘检测位置处没有放置托盘;
传送带上料体检测位置处没有放置工件;
限位气缸阻位于阻挡位。
在原点启动条件时,按下【启动】按钮后,传送带电动机启动,同时运行指示灯亮,带动传送带,将托盘和料体随着传送带的移动而运动,当托盘传感器检测到托盘和光电传感器检测到料体时,电磁阀得电动作,气缸灌气,行程推动挡杆,工件放行,6 秒后,电磁阀断电,行程往回运动,直到限位气缸阻挡位磁性传感器检测到信号后停止。
当两只传感器都没检测到托盘和料体时,按下【停止】按钮后,传送带电动机停止,运行指示灯灭,停止指示灯亮。当两只传感器都检测到料体时,按下【停止】按钮后,传送带电动机不马上停止,到托盘离开金属传感器和光电传感器 3 秒后,传送带电动机停止,运行指示灯灭,停止指示灯亮。
按下【急停】按钮后,无论托盘在何位置,传送带电动机停止,报警指示灯闪烁。
如要想重新启动设备,必须先让急停复位,再按下【复位】按钮,而后按下【启动】按钮,设备将重新启动运行。
如果只有金属传感器(或光电传感器)检测到托盘(或料体),则红色指示灯闪烁报警。
4、 I/O 接线图
I/O 口分配表

5、 实训步骤和方法
由于本实训设备线路都接好,学者只要根据实训要求编辑程序即可。
- 打开 STEP 7-MicroWIN 编程软件,根据要求编写程序;
- 在 PLC 主机断电的情况下将 PC/PPI 通讯电缆插在 PLC 与 PC 上;
- 将编辑好的程序下载到 PLC,下载完后,再将 PLC 串口置于 RUN 状态;
- 操作与现象
在原点启动条件时,按下【启动】按钮后,传送带电动机启动,同时运行指示灯亮,带动传送带,将托盘和料体随着传送带的移动而运动,当托盘传感器检测到托盘和光电传感器检测到料体时,电磁阀得电动作,气缸灌气,行程推动挡杆,工件放行,6 秒后,电磁阀断电,行程往回运动,直到限位气缸阻挡位磁性传感器检测到信号后停止。
当两只传感器都没检测到托盘和料体时,按下【停止】按钮后,传送带电动机停止,运行指示灯灭,停止指示灯亮。当两只传感器都检测到料体时,按下【停止】按钮后,传送带电动机不马上停止,到托盘离开金属传感器和光电传感器 3 秒后,传送带电动机停止,运行指示灯灭,停止指示灯亮。
按下【急停】按钮后,无论托盘在何位置,传送带电动机停止,报警指示灯闪烁。
如要想重新启动设备,必须先让急停复位,再按下【复位】按钮,而后按下【启动】按钮,设备将重新启动运行。 - 实训报告
6、 注意事项 - 在连接 PC/PPI 电缆时,PLC 断电;
- 需要人工清除传送带上剩余的工件。
第六节 成、废品分拣及废品输送实训
1、 实训要求
(1) 了解成、废品分拣及废品输送单元的工作原理;
(2) 熟悉阀岛的原理及使用;
(3) 熟悉气缸的原理及应用;
(4) 熟练掌握 PLC 的编程。
2、 实训器材
(1) CPU226 AC/DC/RLY,S7-300;
(2) EM277 PROFIBUS-DP 通信模块;
(3) PROFIBUS-DP 总线及连接器;
(4) 阀岛;
(5) 选择开关;
(6) 平头按钮;
(7) 急停按钮;
(8) 指示灯;
(9) 传感器;
(10) 直流电动机;
(11) 继电器;
(12) 计算机一台等
3、 实训原理
(1) 成、废品分拣及废品输送单元启动原点
成、废品分拣及废品输送单元只有满足原点条件时,按下【启动】按钮后,设备才可能处于运行工作状态。成、废品分拣及废品输送单元的原点启动条件为:
1)传送带上托盘检测位置处没有放置托盘;
2)控制机械手的夹紧气缸位于原位,即机械手为放松状态;
3)控制机械手的摆动气缸位于原位,即机械手与传送带方向垂直;
4)控制机械手的提升气缸位于原位,即机械手为缩回状态;
5)控制机械手的直线气缸位于原位,即机械手位于传送带正上方;
6)限位气缸处于阻挡位。
(2) 工作原理
当成、废品分拣单元位于运行原点时,按下【启动】按钮后,该单元传送带开始转动,本站【运行】指示灯点亮。当托盘及工件运动到该单元时,限位气缸阻止其放行,该单元开始一新工作周期。此时,传感器检测到托盘到位,延时 2 秒后,提升气缸电磁阀通电,机械臂下降,到位后加紧气缸电磁阀通电,将工件加紧,然后提升气缸电磁阀断电,机械臂上升。此时,限位气缸电磁阀通电,放行托盘。然后,该单元对工件按照正品、废品交替形式处理工件,并对成、废品作不同处理。
工件为正品时:摆动气缸电磁阀通电,将工件旋转 90º并保持该状态 6 秒,确保托盘已经通过该分拣单元。然后该单元传送带断电,提升气缸电磁阀通电,机械臂下降,保证工件垂直放置在传送带上,然后传送带通电,工件放行,2 秒后限位气缸电磁阀断电。
工件为废品时:摆动气缸电磁阀通电,将工件旋转 90º,然后直线气缸电磁阀通电,将工件运至废品位,而后加紧气缸断电,工件落到废品输送单元的涌道上。机械臂在该位置保持 2 秒后,直线气缸电磁阀断电,机械臂回到初始位置,2 秒后限位气缸电磁阀断电。
(3) 报警动作
当单元的阀岛出现电源欠压的情况时,报警灯点亮。
(4) 复位动作
在运行过程中,按下【复位】按钮后,若机械手为加紧状态,则加紧气缸会继续通电,防止工件从空中掉落,其余气缸电磁阀均会断电,除加紧气缸外,其余气缸均回到原点位置。当机械手为加紧状态,则提升气缸电磁阀通电,机械手下降,当下降到位时,加紧气缸断电,将工件放到传送带后,提升气缸断电自动恢复到原点状态。当机械手为放松状态时,各个气缸电磁阀断电,机械手自动恢复到原点状态。
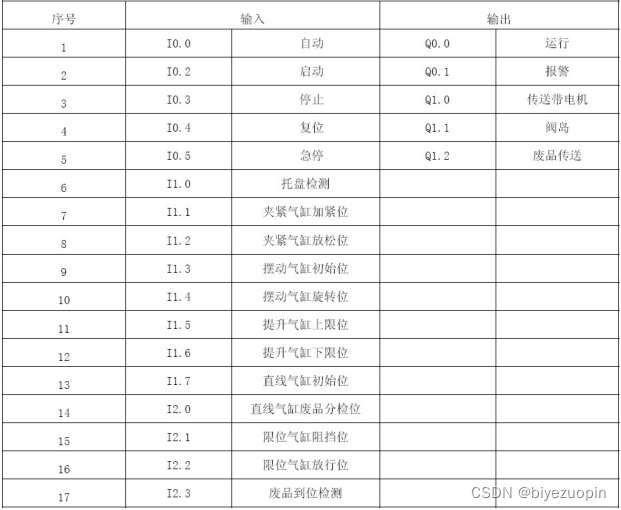
4、 成、废品分拣及废品输送单元的 I/O 分配表
成、废品分拣及废品输送单元的 I/O 分配表
5、 实训步骤
(1) 当成、废品分拣单元位于运行原点时,按下【启动】按钮后,该单元传送带开始转动,本站【运行】指示灯点亮。当托盘及工件运动到该单元时,限位气缸阻止其放行,该单元开始一新工作周期。此时,传感器检测到托盘到位,延时 2 秒后,提升气缸电磁阀通电,机械臂下降,到位后加紧气缸电磁阀通电,将工件加紧,然后提升气缸电磁阀断电,机械臂上升。此时,限位气缸电磁阀通电,放行托盘。然后,该单元对工件按照正品、废品交替形式处理工件,并对成、废品作不同处理。
工件为正品时:摆动气缸电磁阀通电,将工件旋转 90º并保持该状态 6 秒,确保托盘已经通过该分拣单元。然后该单元传送带断电,提升气缸电磁阀通电,机械臂下降,保证工件垂直放置在传送带上,然后传送带通电,工件放行,2 秒后限位气缸电磁阀断电。
工件为废品时:摆动气缸电磁阀通电,将工件旋转 90º,然后直线气缸电磁阀通电,将工件运至废品位,而后加紧气缸断电,工件落到废品输送单元的涌道上。机械臂在该位置保持 2 秒后,直线气缸电磁阀断电,机械臂回到初始位置,2 秒后限位气缸电磁阀断电。
(2) 在设备正常运行时,按下【停止】按钮,成、废品分拣及废品输送单元在完成当前工作周期后,停止运行。
(3) 在设备运行出现故障或报警时,按照下列顺序操作面板按钮可停止和复位成、废品分拣及废品输送单元设备:
1)按下【急停】按钮,成、废品分拣及废品输送单元立即停止运行;
2)按下【复位】按钮;
3)弹出【急停】按钮;
4)按下【启动】按钮,成、废品分拣及废品输送单元将自动进行 PLC 内部复位操作和外部设备复位动作,复位后成、废品分拣及废品输送单元处于停止运行状态。
【注】该单元需人工清除传送带上剩余工件和托盘。


















 1005
1005

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











