







哈喽,你好啊,我是雷工!
本节继续学习按工位分区编程法,学习按照工位分块的编程思路;
以下为学习笔记。
01 圆盘多工位加工
圆盘型多工位加工系统,是常见的设备结构类型,该类型具有工件传递效率高、定位准确的特点;
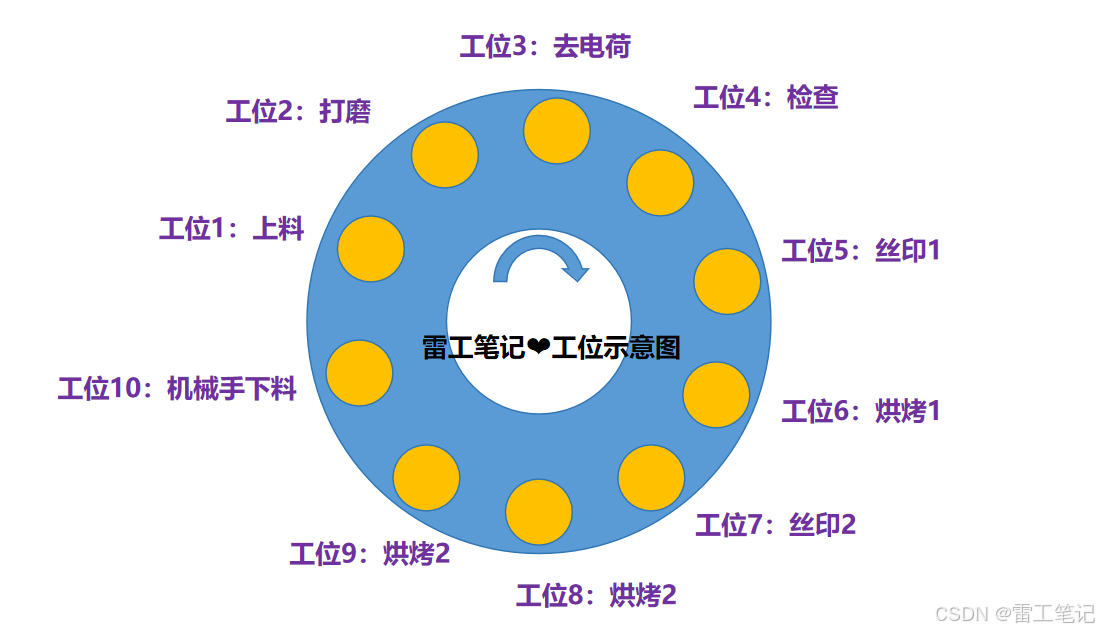
圆盘多工位加工系统的每个工位完成固定的加工工艺,圆盘通过旋转传送工件到下一工位进行下一工艺;
02 圆盘工位的动作特点
①:所有工位各自开始不同工序的加工;所有工位均完成以后转动作②;
②:圆盘旋转一个工位,到位后,锁定转盘,然后转动作①,循环运行;
类似的圆盘系统还有全自动制鞋机;
03 按工位分块优点
按照工位分块,然后每块完成各自的功能;
再加上一个负责转盘转动的功能块;
这样每个功能块的控制逻辑就容易设计、方便逐个工位编写、调试程序;
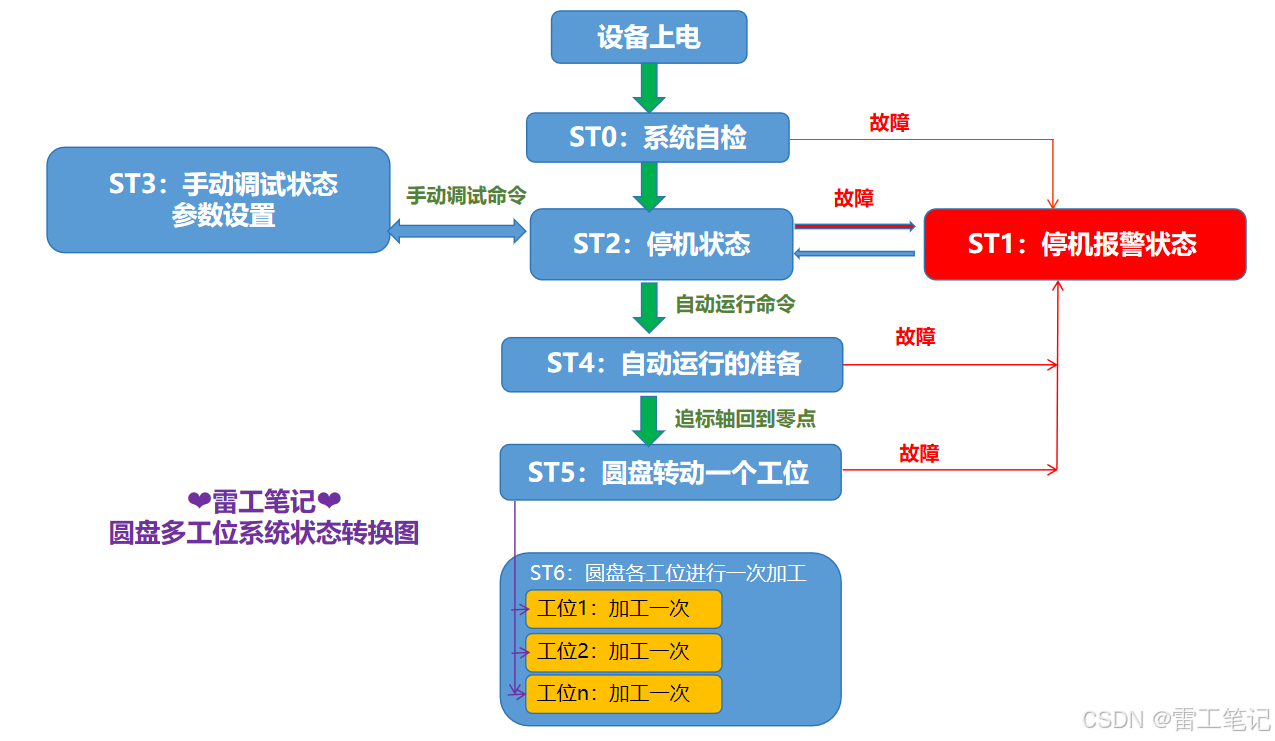
04 圆盘多工位系统的状态图
转盘行设备其实也可以用前面状态转移编程法来编程,只不过圆盘多工位系统的运行状态的处理逻辑包含了各个工位的处理、圆盘的转动控制逻辑;
05 多工位编程注意事项
多工位加工需要注意设备开始运行和停机时,要考虑工位是否为空,是否有未加工完成的避免损坏设备和浪费工件;
注意问题:
①:在转盘启动运行时,所有工位全为空、各个工位的加工应该依次启动运行,避免工位为空时动作损坏设备;
②:设备收到停机指令后,需要依次停止工位的加工,等所有工位均加工完成后才可以整机停止,避免浪费材料;
解决思路:
给工件增加一个“软标签”用来表示有无缺件,是否正常加工等信息;
用户程序中定义一个与工位数量相同的环形数据队列,用于登记并传递“软标签”,转盘每转动一个工位,队列环形移动一次;
从工件加工到转盘旋转,刷新软标签;后续每个工位接到开始加工的命令时,先检查工件软标签,判断是否缺料,是否正常完成前一工序的加工等;
根据软标签信息判断结果响应是否进行加工,就能够解决依次启动,逐个停止加工的问题。
06 提升编程效率
在多工位分区编程法中如果有几个工位的功能动作是相同的,如果采用IEC语言编程,就可以只编写调试一个工位的控制功能块FB,然后再根据相同的数量实例化,就可以得到多个同功能的控制程序,大大提升编程效率。
07 后记
以上为多工位分区编程法的学习笔记;
有不当之处欢迎大佬在评论区留言指正,更多相关话题可以在交流群多多交流。
后面再记录按人工处理的逻辑步骤进行功能块划分的编程方法。



















 342
342

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言











