








高速加工技术具备高效高精度特性和高面积去除率,可省去电加工或人工修磨工序,大幅缩短加工工时或加工工序总周期。随着切削加工精度的不断提高,高速切削逐渐在切削加工中占主导地位,被当今的制造企业广泛采用,用于制造薄壁、弹性和刚度大的难加工材料。
高速切削加工以稳定切削加工为首要条件,但在实际加工过程中,往往会出现机床颤振即刀具和工件之间发生剧烈振动,不仅影响工件加工表面精度,产生较大的噪声,还会降低加工效率及刀具使用寿命,甚至导致工件报废,破坏加工系统。为避免或降低颤振,工人在操作高速加工设备时,趋向选择相对保守的加工工艺参数,使机床设备在低速、低效的切削参数条件下使用,造成设备前期投资的浪费,无法发挥高速切削技术的优势,且机床颤振导致工件表面产生的振纹也使后续的精加工和执模抛光操作变得繁琐。
受制于机床设备振动问题,高速切削加工过程往往无法达到额定切削速度。在稳定切削条件下,提高加工表面精度、减少刀具磨损、提高材料去除率、降低噪声污染、减少材料和能耗等均可保障,但振动问题导致不稳定切削后,以上因素将难以实现。颤振问题经常出现,承受重载的机床高速主轴等重要部件的性能及安全性会大大降低。高速机床设备的功能和优越性无法体现,甚至会提前报废。加工过程的振动受刀具、工件、刀柄和切削机床等加工要素影响。保持切削平稳进行、提高加工效率和改善加工质量是先进制造技术的重要研究内容,因此,有必要对高速切削加工过程中振动原因与控制进行分析研究。为获得平稳切削加工,国内外学者通过动力学建模与仿真研究切削过程,采用多种方式预测铣削颤振的稳定域边界,提取最优工艺参数组合,并对颤振的抑制和消除做了大量的探索与实践。
1 切削动力学建模方法
在金属切削过程发生的振动主要是由于机床、刀柄、刀具和工件材料组成的切削系统缺少一个或者多个动态刚度所导致。根据其产生原因,切削加工振动可分为自由振动、强迫振动、自激振动和随机振动,其中自激振动(也称颤振)对加工质量和刀具磨损影响最大。颤振是指切削加工过程中的一种自激现象,由切屑的再生效应引起,具有极大危害性,是导致切削过程失稳的最重要因素。国内外众多学者对这一物理现象进行了广泛深入的研究,Tobias S.A.和Koenigsberger F.等研究得出,自激振动是机床系统振动的主要来源,与机床刀具结构的动态特性和断续切削引起的切削力循环变化有关,并建立了最初的颤振模型。随后,再生型颤振、摩擦型颤振、振型耦合型颤振和混合型颤振等模型相继被提出。铣削加工动力学建模主要包括切削力建模和刀具—工件动力学建模两个环节。
(1)切削力建模
加工过程中,切削力在一定程度上影响着机床振动与加工质量。为优化工艺参数,降低刀具磨损,需对切削力进行准确建模与预测。近年来,国内外学者对铣削加工的静态和动态力学做了深入研究,建立了各种切削力模型。现有的切削力建模方法主要分为三大类:
①基于试验的经验公式建模法
经验公式建模法是指通过不同加工工艺参数的组合进行切削加工试验,以采集的试验数据为研究基础,建立切削力和加工工艺参数组合之间的非线性指数函数关系模型,将切削力模型中的材料因子、切削加工参数、刀具几何角度等参数替换为系数和指数值。M.C.Yoon等提出一种新的三轴切削力系数预测方法,在不考虑切屑厚度的情况下,这些系数可被预测为常数。Campatelli G.等研究了每齿进给量和切削速度对切削力系数的影响,创建了在不同加工工艺参数条件下都能有效地预测切削力的模型。仇健等采用试验分析和经验建模方法研究硬质合金立铣刀高速切削铝合金时的切削力及其变化规律,并研究了切削用量对切削力的影响。营国福等通过建立切削力回归预测模型,研究得出轴向切深、每齿进给量、切削速度等切削参数对三向切削力的影响依次减小。
②解析建模法
解析建模法主要是以正交切削的剪切面理论或剪切变形区理论为基础,通过适当变换获得斜刃切削及实际三维铣削的切削力模型。通过解析法建立的切削力模型已被广泛应用于铣刀的切削力建模及颤振稳定性仿真,与实际加工情况吻合较好。Altintas Y.等将该模型应用于多种刀具的切削力建模,建立的瞬时刚性力模型得到学者的认同。Lin B.等建立了立铣刀的几何模型,该模型考虑了切削过程中的切削速度和切削力,以及刀具每齿的俯仰角和螺旋角(见图1)。刘战强等考虑到后刀面的犁切效应与前刀面的剪切效应,建立了圆弧铣刀时域内的瞬态切削力预报模型,该模型通过剪切力系数和犁切力系数提高了切削力预报精度。谭光宇等将立铣刀沿铣刀轴向进行离散化,求出微元的切削力,建立了铣刀的切削力预测模型,并运用数值积分方法求出整个铣刀的切削力。
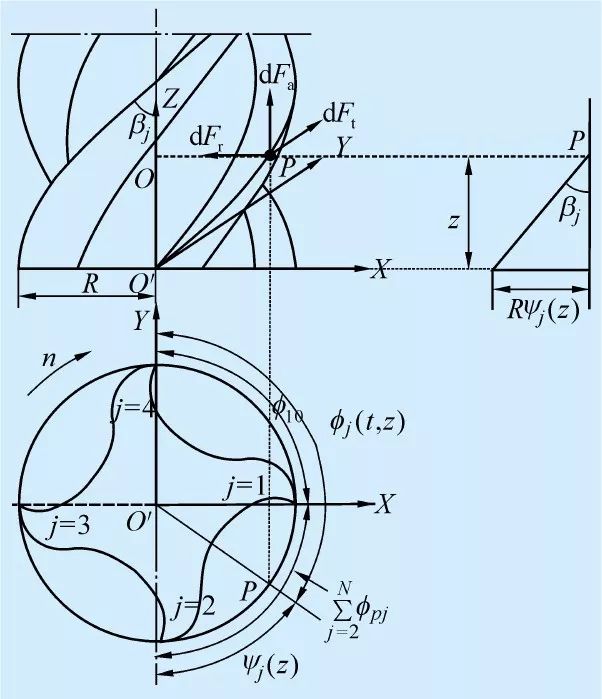
图1 立铣刀几何模型
③基于人工智能及软件技术切削力建模法
加工工艺参数、刀具磨损情况、刀具几何尺寸、工件和冷却方式都影响着切削力。与传统方法相比,人工智能技术及相关软件技术可有效克服传统方法的不足;Kara F.等采用人工神经网络和多元回归分析建立AISI 316L不锈钢的切削力模型,试验值与采用3-7-1和3-6-1单隐含层网格模型求解的切削力值吻合较好(见图2);Bentaleb F.等采用响应曲面法研究了铣削Fk20MnCr5切削力模型的建模以及切削速度、进给速度和切深对切削力预测值的影响。贾振元等通过基于切削力试验数据建立人工神经网络切削力模型,预测加工CFRP材料的切削力在不同切削深度、纤维角度和刀具角度下的变化规律,预测精度高于85%。
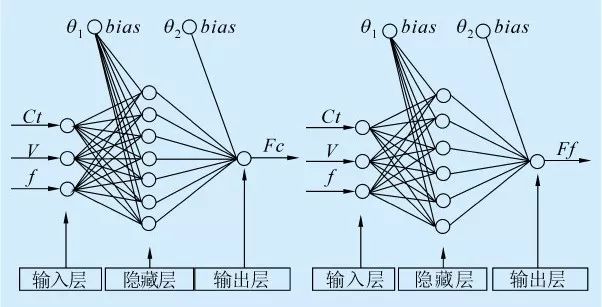
图2 基于神经网络模型单隐含层切削力预测
(2)刀具—工件系统动力学建模
在数控铣削加工过程中,切削动力学系统主要由机床刀具和工件组成,预测切削过程的稳定性、加工效率和质量可通过对切削系统进行模态测试分析和动力学计算仿真。动力学建模包括刀具动力学建模和工件动力学建模。
①刀具动力学建模
目前,刀具动力学建模的常用方法是获取刀尖频响函数,即通过冲击力锤获取主轴—刀具模态参数。该方法操作简单,不足之处在于如果变换机床和刀具,则需重新进行模态试验。Schmitz T.L.等提出了一种半解析的导纳耦合子结构分析(RCSA)方法,可准确快速地获取主轴系统的刀头频响函数,减少模态试验锤击次数;BudakE.等提出一种对过程阻尼测定的新方法,通过颤振试验测出的颤振频率和轴向铣削深度来鉴别机床在低速运行时的过程阻尼;Özşahin O. 等提出一种称为“逆稳定求解过程”的测定在线刀头频响函数的新方法,在不同的切削条件下,刀头频响函数的变化取决于不同刀柄和刀具的组合。刀尖频响函数的测定方法见图3。
②工件动力学建模
工件动力学建模是将工件考虑到机床—刀柄—刀具—工件整个系统中进行动力学建模。AltintasY. 在切削力再生的基础上,建立了薄壁件的铣削动力学模型;Moradi H.等提出包含过程阻尼、非线性结构和切削力的扩展圆周铣削动力学模型;WanM.等利用不规则有限元网格技术,提出了薄壁件加工仿真算法,适用于规则或者不规则网格、单层或多层的有限元建模,建立的刀具有限元模型见图4;李忠群等在工件Z-map模型以及铣削动力学模型(考虑再生作用)基础上,运用数值方法求解动力学微分方程,预测周铣加工三维表面形貌,并通过MATLAB软件进行了验证。
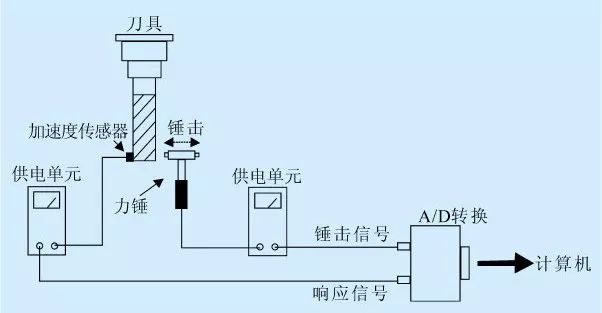
图3 刀尖频响函数的测定方法
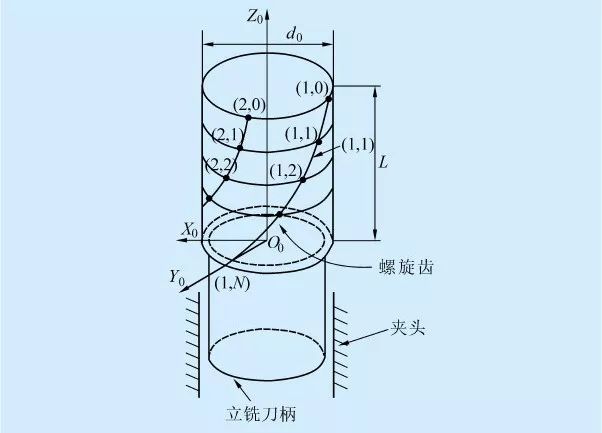
图4 刀具有限元模型
2 切削稳定性分析
铣削稳定性是指加工机床在切削过程中抵抗抑制自激振动(颤振)的能力。通过解析方法对动力学模型获得稳定性叶瓣图,得到主轴转速与轴向铣削深度的组合,可预测铣削稳定性边界,划分出稳定切削区与不稳定切削区,即可从稳定性叶瓣图中选择合适的切削参数,实现稳定切削,避免颤振发生,提高金属材料去除率。Tobias S.A.等针对车削过程的颤振稳定特性提出了稳定性叶瓣图(StabilityLobe Diagrams,SLD)的概念,研究发现主轴转速与能保证切削加工过程稳定的最大轴向切削深度存在对应关系,该方法沿用到了铣削颤振稳定性的研究分析中;Altintas Y.等根据单自由度系统动力学模型建立了铣削过程的稳定性叶瓣图,根据主轴转速和轴向切削深度组合来判断切削过程是否处于稳定状态(见图5)。目前,针对铣削加工过程中稳定区域预测的研究可以基本归纳为三个研究方向。
(1)时域分析方法
时域分析方法是根据控制系统的时间响应特征值如均值、均方值、自相关函数等来分析系统的稳定性、暂态性能和稳态精度,对颤振进行初步的判断。Sridhar R.等在时域内建立了铣削系统的闭环动力学模型;Minis I.等基于Floquet理论,最早对Sridhar模型理论进行了求解;Mann B.P.等提出了著名的时间有限元法;以Insperger T.等为代表的研究团队提出用于求解线性时滞铣削系统稳定性问题的半离散方法(Semi Discretization,SD),半离散方法通过数值方法离散化处理时滞部分,对离散化后的常微分方程进行直接积分法,得出相邻两个状态之间的迭代公式,由其传递矩阵特征判断铣削过程的稳定性。延迟离散值近似算法见图6。
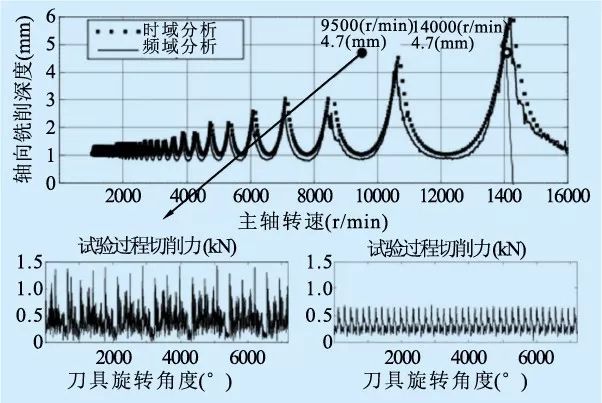
图5 稳定性叶瓣图对应的稳定与颤振区域
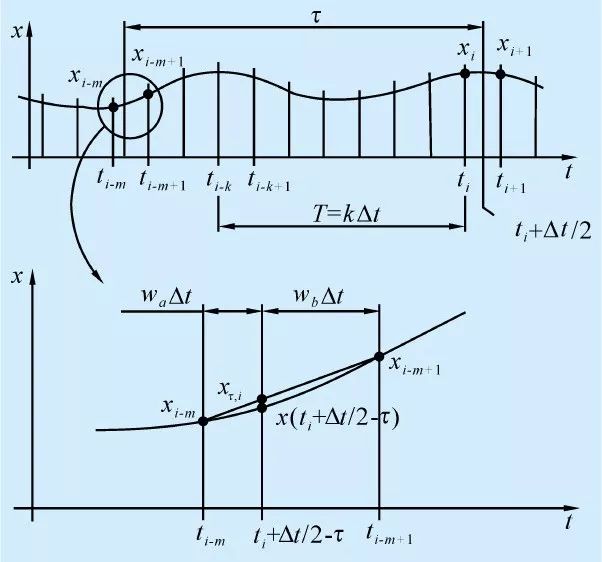
图6 延迟离散值近似算法
相关学者对这两种理论进行了拓展。Patel B.R.等利用时间有限元法对铣削过程中的“孤岛叶瓣”现象进行了研究;Totis G.基于半离散方法基本原理,建立了一个具有鲁棒性特性的稳定性分析模型;Tlusty J.等研究指出,在时域内进行稳定性极限的求解,在任何切削参数下均具有很高的求解精度;Ding Y.等提出了铣削稳定性全离散方法(Full Discretization,FD),借助于离散时间周期的计算,颤振的计算被描述为单个离散时间延迟的线性时间系统,相比于半离散方法,计算时间是之前的60%-75%,但是计算精度并没有降低;之后,课题组对时域周期部分用拉格朗日多项式进行离散化处理,在相同近似参数下,该算法收敛速度更快;Wan M.等分析研究了铣削过程中存在的多时滞问题,提出了一种用于多时滞铣削过程稳定性判断的改进型半离散法(见图7),可有效构建多模态时域内的稳定性叶瓣图。Honeycutt A.等基于周期性的铣削信号样本,提出了针对铣削时域仿真信号的稳定性分析新方法,模拟和试验获得的庞加莱截面图吻合较好(见图8)。
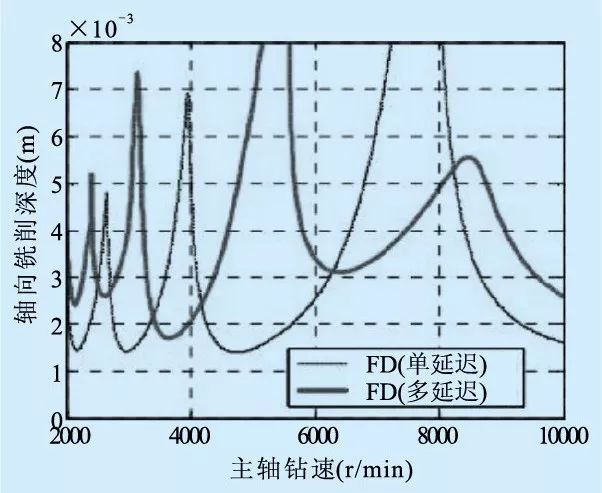
图7 单延迟与多延迟全离散法颤振稳定性叶瓣图对比
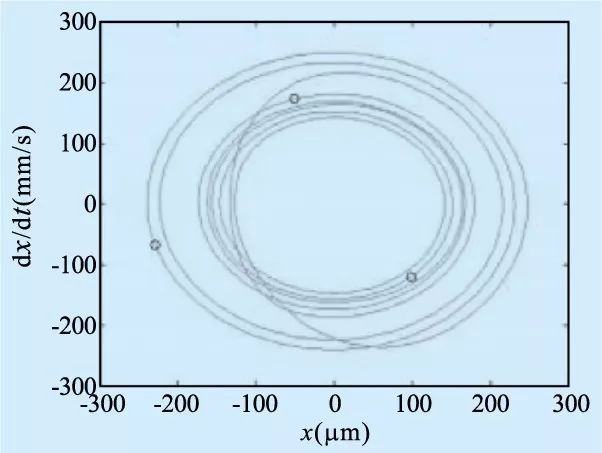
(a)模拟图
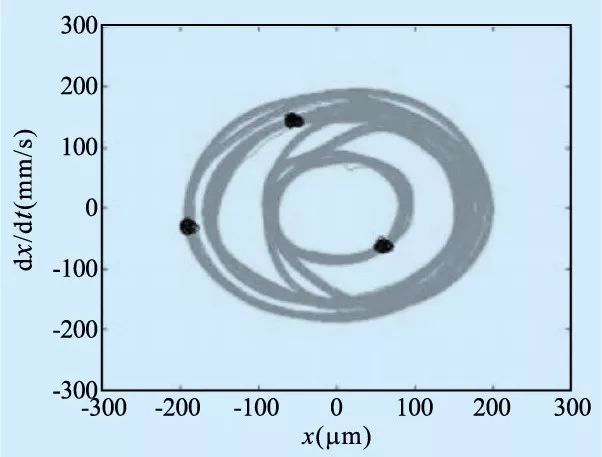
(b)试验图
图8 主轴转速3800r/min,轴向切深4.5mm的庞加莱截面对比
由于可以考虑各种非线性因素,所以颤振稳定性时域分析方法的仿真精度最高,但运算速度较慢。半离散方法由于在颤振稳定性求解过程中考虑了高次谐波的影响,其预测精度较高,但是当径向切削深度值低于铣刀直径10%时,严重的断续切削与多模态激励会产生高次谐波,将影响计算效率。在获取稳定性叶瓣图的运算过程中,相对半离散方法针对主轴转速和轴向铣削深度进行二重循环来计算传递矩阵,全离散方法更加高效省时,只需针对主轴转速进行单循环计算传递矩阵即可。
(2)频域分析方法
频域分析方法是指将采集到的离散时域信号进行傅里叶变换获得信号的频谱或功率谱(PSD),根据谱值的大小,解析计算系统的稳定性边界。这种方法快捷、高效和应用广泛,最常采用的是加拿大British Colombia大学制造自动化实验室的Altintas Y.教授及其团队提出的用于预测铣削稳定性的解析方法:零阶频域法(Zero Order Analytical,ZOA),将铣削加工过程简化为一个二自由度振动系统(见图9)。该方法结合傅里叶变换理论在频域内建立稳定性极限的解析表达式,采用解析法求解颤振稳定性,获取颤振稳定性叶瓣图速度快、应用广、操作简洁,被各国学者广泛借鉴并进行深入的拓展研究。Abrari F.等在球头铣刀铣削过程中进行了研究。刘强教授团队利用该方法的基本原理研究开发了铣削加工动力学仿真优化系统Simucut,已在相关企业进行了成功的应用拓展。Peng C.等提出基于动态切削力模拟模型和支持向量机(SVM)的稳定性叶瓣图建立的新方法,并在频域内研究了切削参数变化的三维稳定性叶瓣图(见图10)。Wang M.等研究了钛合金材料薄壁件的铣削振动,将机床—刀具—工件系统简化为Y方向单自由度系统,建立了薄壁件颤振稳定性模型的解析表达式。
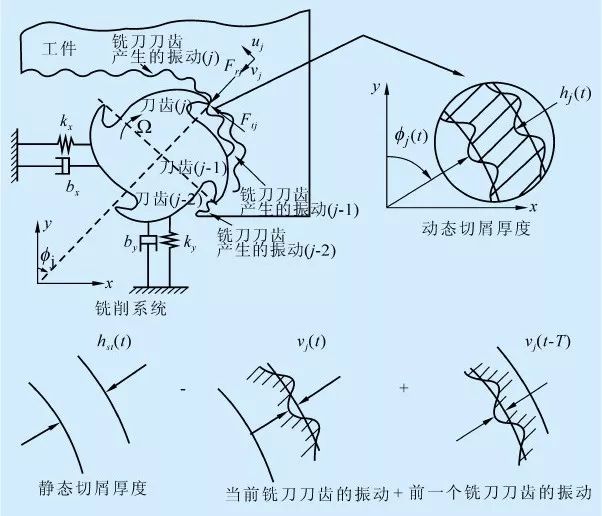
图9 二自由度系统中自激振动动力学建模
由于零阶频域法仅使用了平均铣削力而忽略了各阶谐波力的影响,在各阶谐波力影响较小的铣削加工条件下,零阶频域法的高效性和精确性都将受到影响,如径向切削深度较大时,无法对附加稳定区和双周期分叉等现象进行预测;在薄壁件铣削加工过程中,由于径向切削深度较小,铣削过程表现出较高的间歇性,零阶频域法此时将失效。为了提高零阶频域法在高间歇性铣削场合的适用性,Merdol S.D.等提出使用零阶以上的多频求解方法,在刀齿的运行频率谐波包含在特征值范围内时,能够对稳定性进行准确的预测;当刀齿的运行频率谐波转换到自然频率时,窄范围的稳定性图范围和单频率或经典方法预测的稳定性叶瓣图不一样,该方法适用于一般灵活的笛卡尔坐标系稳定性分析。
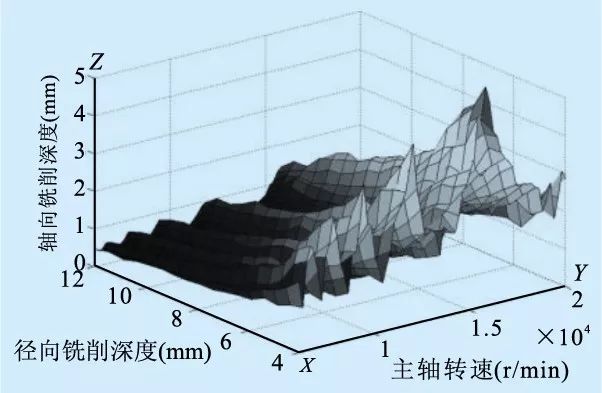
图10 颤振三维稳定性预测图
(3)试验分析方法
目前,对铣削加工稳定性试验分析方法的直接研究较少,一般常用于上述两种分析方法的试验验证。试验分析方法是指通过刀具切削工件的一系列试验以获得稳定性叶瓣图的方法。Dornfeld D.等研究认为,在切削过程中,当轴向铣削深度达到某个值时,强迫振动将转变为自激振动,切削加工过程变得不稳定,颤振发生,此原则被普遍用于对颤振的试验分析。
Quintana G.提出一种设定主轴转速不变、改变轴向切削深度的完全试验方法获取稳定性叶瓣图的方法(见图11)。工件的切削表面做成了一倾斜平面,主轴以一固定的速度切削工件倾斜表面。当轴向切削深度超过某一临界值时,与计算机连接的麦克风收集的声音信号能量超过设定的某一阈值,即发生颤振。目前,监控和记录麦克风声音信号的软件有Labview、Cutpro以及Metalmax等。采集的声音信号进行快速傅里叶变换获得频域范围,界定发生颤振的频率值。根据获得的倾斜平面切削长度,依据三角函数公式,可以计算出轴向切削深度值。如图12所示,根据工件表面稳定切削长度的大小,即可在工件表面绘制出稳定性叶瓣图。通过不同的主轴转速和轴向切削深度的组合,即可绘制出反映颤振的稳定性叶瓣图。Grossi N.等提出对颤振试验检测的新方法——主轴转速慢速上升法(SSR),该方法可保证在每齿进给量和轴向切深不变的情况下,线性增加主轴转速,直至颤振发生;且可减少试验次数,快速绘制稳定性叶瓣图。任静波等研究了单尺度排列熵在反映铣削力信号特征方面存在的不足,提出了一种以排列熵作指标的铣削颤振在线检测方法。该方法可区分三种铣削状态,为铣削颤振在线监测提供一种新辨识准则。迟玉伦等提出利用声发射信号识别各主轴转速临界切削深度的方法绘制出稳定性叶瓣图。

图11 根据麦克风声发射信号绘制SLD图的试验装置
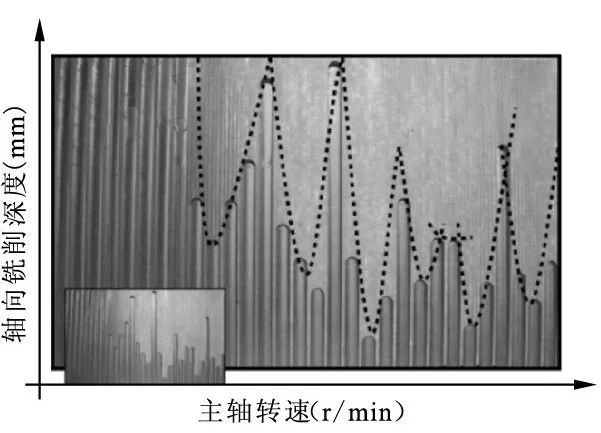
图12 稳定性叶瓣图在工件加工表面的绘制
试验分析方法的准确性对操作者要求较高,操作者需要根据机床的声音信号决定停止机床的准确时间。根据试验分析方法绘制稳定性叶瓣图具有一定的实用价值,但需要花费较长时间和成本,由于生产加工条件、工况因素的不同,分析结果的通用性较差,一旦工艺系统发生改变,需要重新进行试验。
3 切削颤振的控制方法
切削颤振的控制方法主要分为两种类型:被动控制法和主动控制法。被动控制法主要根据获得的稳定性叶瓣图进行切削参数的调整或者设计特殊形状的切削刃及选择合适的刀具材料和加工参数,以避开不稳定切削区域。这种方法可在一定范围内解决切削过程中的颤振现象,缺点是会降低加工效率、限制切削参数的选择范围、不能最大限度地发挥先进机床设备加工的优越性;而刀具的重新设计则适应性不广,且耗费时间长、费用高。主动控制法是指在切削系统中新增附加的阻尼系统实现颤振抑制,通常的做法是提高机床系统的动态刚度,通过对机床系统的刚度和阻尼进行计算,在系统固有频率处增加阻尼而使欠阻尼系统稳定,以增大整体的刚度和阻尼,同时减少机床系统的相互支撑间隙;另外一种是通过作动器在控制信号下的输出抵消系统的输入响应。
Munoa J.等将一个加速度计附着在加工机床的中心位置,令其充当一个额外的控制回路反馈,增加了机床加工的稳定性;宋清华建立了整体硬质合金立铣刀高速铣削四自由度动力学模型,研究了不等齿距铣刀系统的稳定性问题,并提出了不等齿距铣刀对铣削颤振的抑制作用机理;杨毅青等设计了一种抑制弱刚性结构件加工振动的电涡流阻尼器结构,不仅可以增加工件的临界切削深度,而且能减少切削振动信号。
小结
加工过程产生的振动来源于工件—刀具—刀柄—机床系统刚度的不足,采用现有加工设备进行高速切削加工时,应尽可能避开加工振动区域,以达到延长刀具寿命和提高工件表面粗糙度的目的。随着计算机、传感器技术和加速度计等检测硬件技术的发展,对切削过程产生的振动检测、判别和抑制措施也得到快速发展。高速切削加工稳定性的研究与控制可以重点关注以下方面:
(1)加工薄壁零件时,由于工件、主轴、刀柄和机床系统都是非刚性的,当绘制稳定性叶瓣图时,应充分考虑主轴、工件系统模态对整个系统加工稳定性的影响,以保证绘制的准确性。
(2)铣削稳定性分析的三种方法:时域分析方法、频域分析方法和试验分析方法在实施过程中各有优劣,有待进一步的优化以提高分析方法的兼容性、预测精度与运算速度。同时,应改进铣削加工系统在高速旋转切削条件下、动态模态参数更为实际的测定方法,提高加工稳定性的预测精度。
(3)由于切削加工对高速度、大进给的需求,颤振抑制措施应不局限于根据常规的针对获得的稳定性叶瓣图来选取加工参数的被动颤振抑制方法,而应设计主动控制系统,应用新型传感器材料,设计智能材料减振器,并结合现代控制理论技术,使振动控制系统具有自适应、自调节的能力,拓宽稳定性叶瓣图局限范围,获得宽泛的加工切削参数范围。
大多数切削稳定性研究都是针对铝质材料和薄壁难加工材料,对模具工件材料特别是高硬度淬硬钢材料的加工稳定性以及与之匹配的刀具适用设计技术研究有待进一步深入研究。
原载《工具技术》 作者:谢英星
书讯▪ 《现代刀具设计与应用》
▪ 《工具热处理技术与实践》
▪ 《常用孔加工刀具》
《高效高精度孔加工刀具》
欢迎关注工具技术微信公众平台 微信公众号:gjjs1964 欢迎撰写微信文章E-mail:toolmagazine@163.com
|
















 403
403











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









