






 本文介绍了FANUC-Oi MD数控系统的组成,包括系统操作面板和机床控制面板,详细讲解了CRT显示区、MDI编辑面板的功能键及其作用,以及机床控制面板的按键和功能。
本文介绍了FANUC-Oi MD数控系统的组成,包括系统操作面板和机床控制面板,详细讲解了CRT显示区、MDI编辑面板的功能键及其作用,以及机床控制面板的按键和功能。
原标题:数控机床面板操作,FANUC-Oi MD数控系统简介
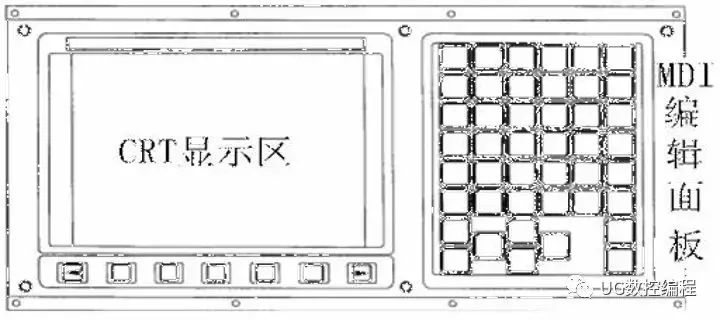
图2-1 Fanuc-Oi MD数控系统CRT/MDI面板
Fanuc Oi Mate-MD数控系统面板由系统操作面板和机床控制面板两部分组成。
1、 系统操作面板
系统操作面板包括CRT显示区 MDI编辑面板。
(1) CRT显示区: 位于整个机床面板的左上方。包括显示区和屏幕相对应的功能软键。
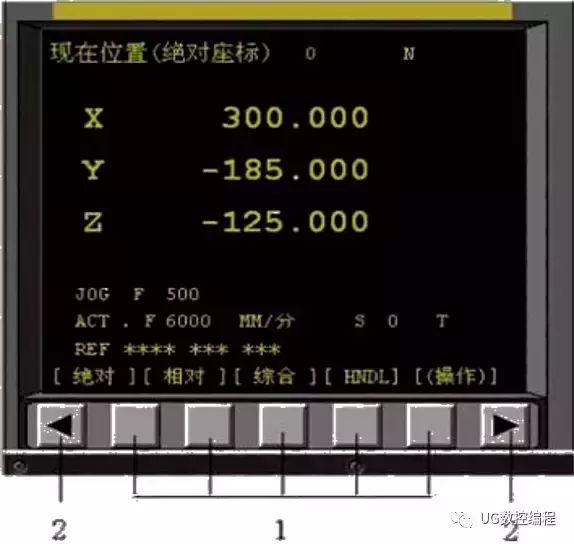
图2-2 Fanuc Oi Mate-MD数控系统CRT显示区
1 功能软键 , 2 扩展软键
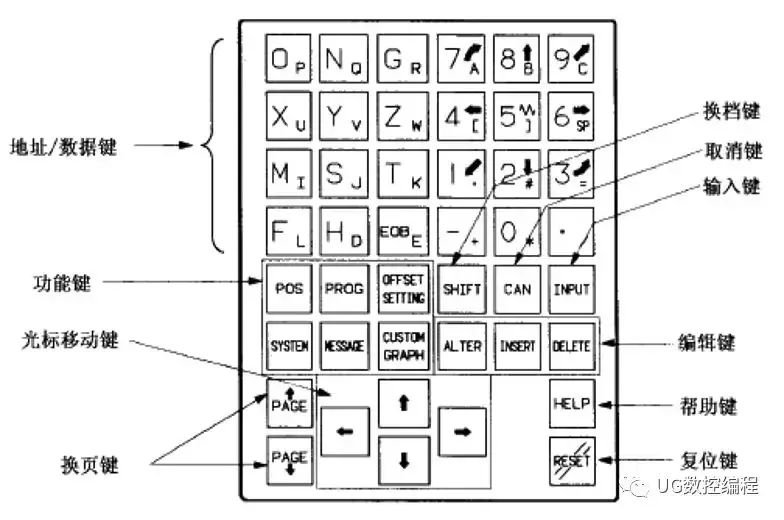
图2-3 MDI面板
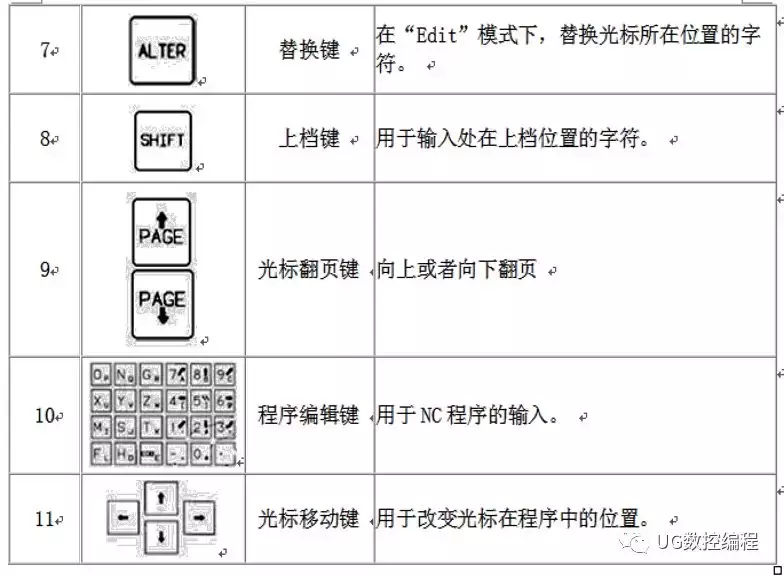
(2) 编辑操作面板(MDI面板): 一般位于CRT显示区的右侧。MDI面板上键的位置和各按键的名称及功能见表2-1和表2-2。
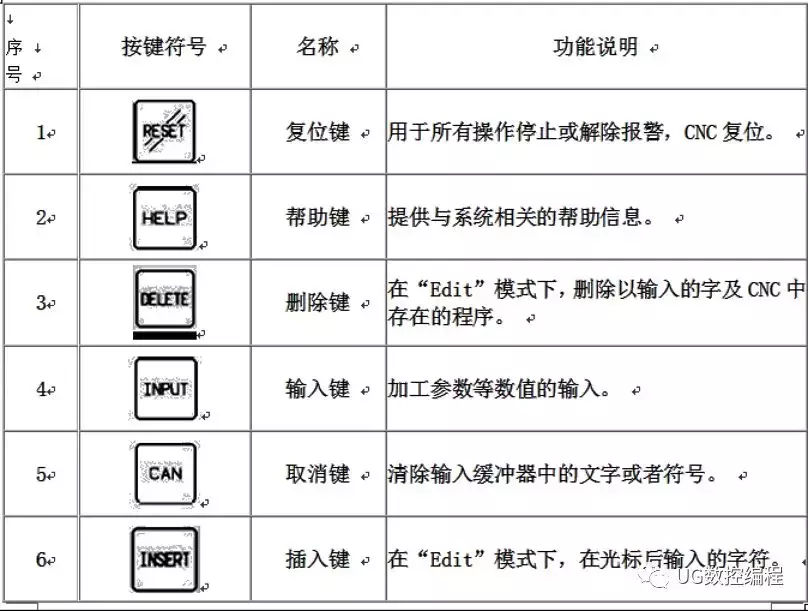
表2-1 Fanuc Oi MD系统MDI面板上主功能键与功能说明

表2-2 Fanuc Oi MD系统MDI面板上其他按键与功能说明
2、机床控制面板
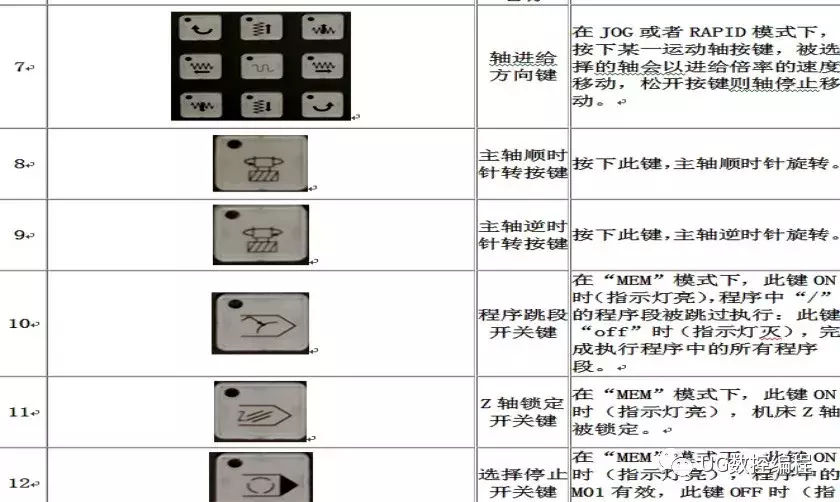
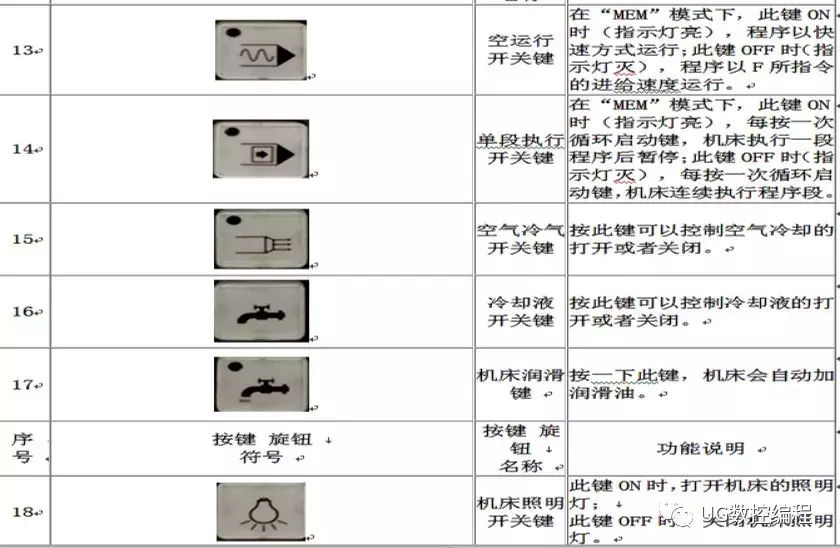
Fanuc Oi Mate-MD数控系统的控制面板通常在CRT显示区的下方(如图:2-3),各按键(旋钮)的名称及功能见表2-3。

图2-3 Fanuc Oi Mate-MD数控系统的控制面板
表2-3 Fanuc Oi Mate-MD数控系统的控制面板各按键及功能


ps:下一篇文章为FANUC 0i系统的编程与操作视频教程,有需要的小伙伴可以查阅下一篇哦!
文章来自微信公众号:UG数控编程返回搜狐,查看更多
责任编辑:

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









