






1.参数显示的操作步骤
①按MDI面板上的功能键SYSTEM一次后,再按软键[PARAM]选择参数画面。
②参数画面由多面组成。通过ⓐ、ⓑ两种方法显示需要显示的参数所在的面面。
ⓐ有翻面键或光标移动键,显示需要的页面。
ⓑ从键盘输入想显示的参数号,然后按软键[NO. SRH]。这样可显示包括指定参数所在的页面,光标同时在指定参数的位置(数据部分变成反转文字显示)。
2.用MDI设定参数的操作步骤
①将NC置于MDI方式或急停状态。
②用以下步骤使参数处于可写状态。
ⓐ按SETTING功能键一次或多次后,再按软键[SETTING],可显示SETTING画面的第1页。
ⓑ将光标移至“PWE”处。
ⓒ按[OPRT]软键显示操作选择软键。
ⓓ按软键[ON:1]或输入1,再按软键[INPUT],使“PWE”= 1。这样参数成为可写入状态,同时CNC发生P/ S报警100(允许参数写入)。
③按功能键SYSTEM一次或多次后,再按软键[PARAM],显示参数画面。
④显示包含需要设定的参数的画面,将光标置于需要设定的参数的位置上。
⑤输入数据,然后按[INPUT]软键。输入的数据将被设定到光标指定的参数中。
⑥若需要则重复步骤④和⑤。
⑦参数设定完毕。需将参数设定画面的“PWE =”设定为0,禁止参数设定。
⑧复位CNC,解除P/ S报警100。但在设定参数时,有时会出现P/ S报警000(需切断电源),此时请关掉电源再开机。
3.基本功能参数的设置步骤
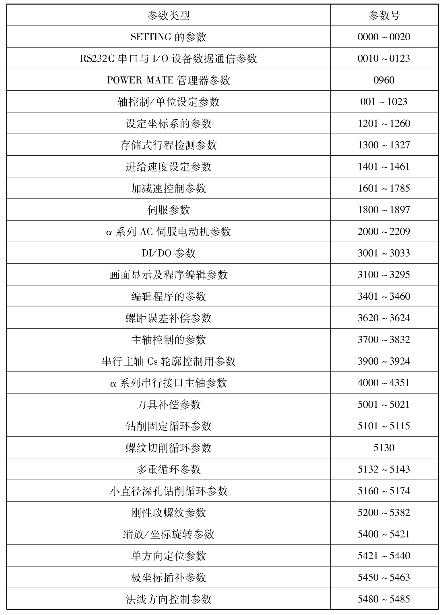
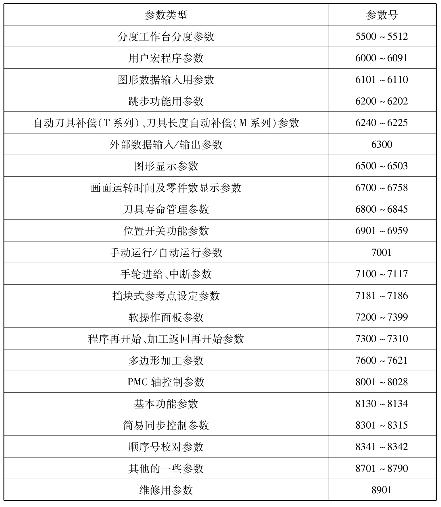
①按参数显示的操作步骤的方法显示参数8130。
②按用MDI设定参数的操作步骤的方法将参数8130设定为2(车床)、设定为3(铣床)。
③按参数显示的操作步骤的方法显示参数8131。
④按用MDI设定参数的操作步骤的方法将参数8131设定为0(用手轮)、设定为1(不用手轮)。
⑤按参数显示的操作步骤的方法显示参数8133。
⑥按用MDI设定参数的操作步骤的方法将参数8133设定为0(不使用恒定表面切削速度)、设定为1(使用恒定表面切削速度)。
⑦按参数显示的操作步骤的方法显示参数8134。
⑧按用MDI设定参数的操作步骤的方法将参数8134设定为0(不使用图形对话编程功能)、设定为1(使用图形对话编程功能)。

















 1万+
1万+

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









