






当3D打印出现异常时,或许我们就需要调校3D打印机的挤出机了。通过以下6个小步骤,就可以轻松调校好您的3D打印机挤出机输出精度。
挤出机调校的重要性
从很多方面来讲,挤出机调校是保证FDM 3D打印质量的关键。调校优良的挤出机能向热熔端精确输出耗材来保证3D打印模型的最终效果。
过少的耗材挤出会导致出现层间隙、层薄弱甚至层缺失。打印层的附着力也会不够,从而产生翘曲或层分离现象。
过多的耗材挤出则会导致打印模型出现外表斑点状凸起、拉线、部分底面层下垂。严重情况下,还会导致耗材堵塞热熔端。
按照以下步骤调校3D打印机挤出机,就可以轻松避免出现以上问题。
需要用到的工具与材料

首先,我们准备好以下工具与材料
3D打印机
装有切片软件的电脑
非柔性耗材
卡尺
第一步预热打印机

要调校好挤出机,首先要做的就是将3D打印机喷嘴预热至所用耗材需要的温度。在开始这步操作前,建议给您的打印机添加非柔性耗材。
当然,如果您的3D打印机挤出机或热熔端仍残留有之前使用的柔性耗材,则需要清理干净。
第二步将3D打印机与电脑相连

通过USB线或WIFI(如果支持该功能)将您的3D打印机与电脑相连。打开电脑并安装一款可发送单线g-code命令的切片软件,例如Simplify 3D、Pronterface、Repetier Host或OctoPrint。
在切片软件中找到tethered printing设置部分。例如,在Simplify 3D中,您需要查看机器控制面板窗口。对于大多数RAMPS和Atmega驱动的3D打印机,我们还要能使用Arduino IDE中的Serial Monitor。
通过切片软件发送M83指令以启用挤出机相对模式(Relative Mode)。
第三步标记并挤出耗材
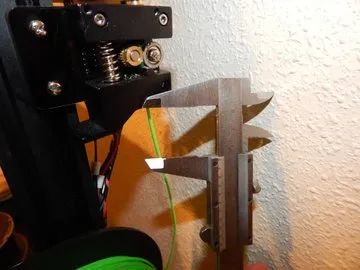
我们的方法是往热熔端送入100毫米长度的耗材来调校挤出机。
在进行上述操作时,我们使用卡尺在入口和挤出机之间测量出120毫米长度的耗材并用标记笔进行标记。
然后,向3D打印机发送G1 E100 F100指令。这表示3D打印机将会自动将100毫米长度的耗材送入到挤出机。这一步需要在一分钟内完成以避免耗材张力或压力在热熔端所产生的不良影响,因为这很有可能导致挤出机调校效果不理想。
第四步二次测量
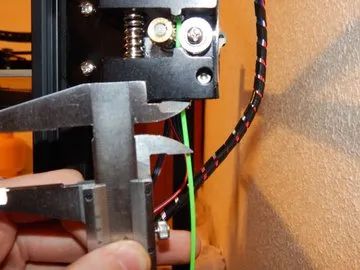
上述步骤完成后,我们可以再次测量挤出机入口到耗材标记点的长度来确认耗材挤出长度是否是100毫米。
如果测量到的数据刚好是20毫米,说明挤出机调校非常精准,那就无需进行下面的操作了。
若该数据高于20毫米,说明挤出量不够,需要相应提高毫米步频(E-steps即挤出机电机每输出一毫米耗材需要的步频速率)设置。
若该数据低于20毫米,说明挤出量过大,则需要调低相应设置。
第五步精准计算毫米步频数值
要想精准的调校挤出机,我们要先确定出当前错误的毫米步频数值并计算出正确的数值。
首先,我们向3D打印机发送M503指令。这时会有一串数值反馈给我们。找到以“echo: M92”开头的数据列,并查看E-value信息(通常显示在该行的末尾)。这就是3D打印机的当前毫米步频(每毫米步数)数据值了。
下面,我们就可以计算实际需要的毫米步频数值了。在前面的步骤里,我们已经获得了需要的数据。我们可以通过下面的方法来计算该数值。
120 – 挤出机到标记点距离=实际挤出长度
接下来,我们需要知道挤出以上长度耗材的实际步频数据。我们将每毫米步数数值乘以耗材挤出长度。因为我们这里挤出的耗材长度为100毫米,所以我们利用下面的公式就可以计算出该数值。
[每毫米步数数值] x 100 = 所需步数
这样,我们就可以下面的公式计算出正确的每毫米步数数值了。
[所需步数] / [实际挤出长度] = [准确的每毫米步数值]
现在,我们只需要给3D打印机设置以上公式获得的每毫米步数值了。
第六步设置新的每毫米步数值

要设置新的每毫米步数值,首先我们通过切片软件发送M92 E###.#指令并将hashes (#) 下数值修改为通过前述步骤获得的准确数值。修改完成后,给3D打印机发送M500指令以保存相应设置。
此外,我们还建议您在保存以上设置后关闭并重启您的3D 打印机,然后通过发送M503指令来检查E-steps(每毫米步数值)数值设置是否与我们需要的数据相符。如果不相符合,需要重复发送M92指令来更正设置。
最后,我们可以重复第一至四步来检查挤出机调校是否足够精确。当挤出机端剩余耗材长度刚好是20毫米时,则表示挤出机调校成功。若不是,则需要重新计算相应数值并更改相应设置。
通过以上6个小步骤,我们就可以精确调校3D打印机的挤出机输出精度了。















 406
406











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









