







 作者:邯郸市永年区海翔机械厂 高建罡、王越,邯郸市冀南轻工机械厂 任肃铰。本文对加工半圆零件用夹具定位误差进行了详细分析,找出了使用中出现加工误差超差的原因,并对半圆零件加工工艺进行了总结。01、问题的提出在批量加工图1所示的零件时,加工工序包括固溶处理、车回转体外形、沿通过回转体轴线平面(以下简称中开面)线切割成两半、铣加工定位台肩、磨加工定位台肩和钻铰两定位孔,以中开面及两孔定位车加工半圆孔及...
作者:邯郸市永年区海翔机械厂 高建罡、王越,邯郸市冀南轻工机械厂 任肃铰。本文对加工半圆零件用夹具定位误差进行了详细分析,找出了使用中出现加工误差超差的原因,并对半圆零件加工工艺进行了总结。01、问题的提出在批量加工图1所示的零件时,加工工序包括固溶处理、车回转体外形、沿通过回转体轴线平面(以下简称中开面)线切割成两半、铣加工定位台肩、磨加工定位台肩和钻铰两定位孔,以中开面及两孔定位车加工半圆孔及...
作者:邯郸市永年区海翔机械厂 高建罡、王越,邯郸市冀南轻工机械厂 任肃铰。
本文对加工半圆零件用夹具定位误差进行了详细分析,找出了使用中出现加工误差超差的原因,并对半圆零件加工工艺进行了总结。
01、问题的提出
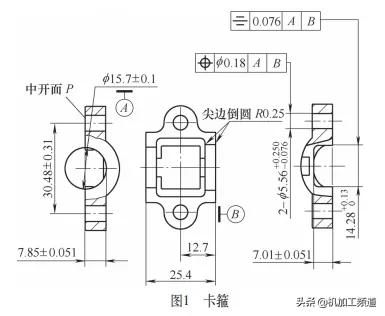
在批量加工图1所示的零件时,加工工序包括固溶处理、车回转体外形、沿通过回转体轴线平面(以下简称中开面)线切割成两半、铣加工定位台肩、磨加工定位台肩和钻铰两定位孔,以中开面及两孔定位车加工半圆孔及端面B,再以中开面及两孔定位数控铣加工槽等。
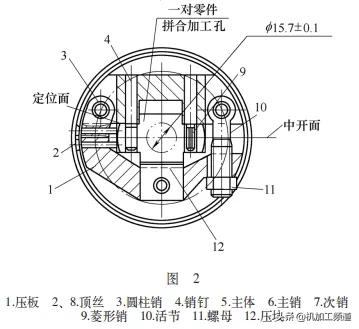
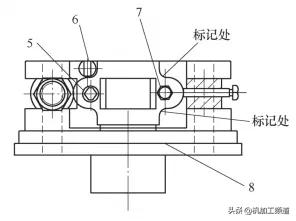
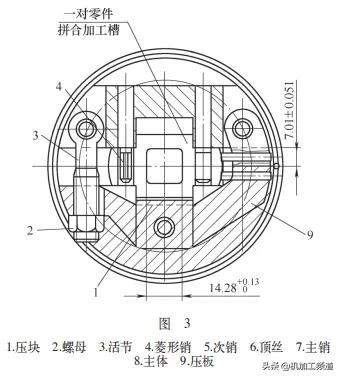
加工中用夹具(见图2、 图3)以一面两孔定位,拼合两件半圆,成对加工半圆孔,再次以一面两孔定位加工各槽。本文对夹具定位误差进行全面分析,解决使用中出现的半圆深度超差及对称度超差等问题。

02、夹具垂直定位平面方向定位误差分析
图 1 所示零件具有中开面 P ,半圆孔 φ (15.7±0.1)mm,深度要求为(7.85±0.051)mm,该零件如果先按整圆加工内孔后加工中开面去掉半圆,一件整圆只能加工一件产品,因为线切割或铣加工都无法经济地保证两半圆深度要求(7.85±0.051)mm;如果先加工中开面,以中开面P定位加工内孔,只能单件加工,并且半圆直径不方便测量,加工效率不高;
为此,采
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章
















 427
427











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









