







 本文详细介绍了金属表面预处理的几种技术,包括表面整平(机械磨光、抛光、滚光、刷光、喷砂处理等)、浸蚀(化学浸蚀和电化学浸蚀)以及表面除油(有机溶剂除油、化学除油、电化学除油)。讨论了各种方法的原理、优缺点和适用场景,如机械抛光的表面张力效应、化学抛光的电化学过程、电解抛光的整平和光亮效果,以及各种除油方法。此外,还提到了新兴的清洗技术,如超声波清洗和真空脱脂清洗。
本文详细介绍了金属表面预处理的几种技术,包括表面整平(机械磨光、抛光、滚光、刷光、喷砂处理等)、浸蚀(化学浸蚀和电化学浸蚀)以及表面除油(有机溶剂除油、化学除油、电化学除油)。讨论了各种方法的原理、优缺点和适用场景,如机械抛光的表面张力效应、化学抛光的电化学过程、电解抛光的整平和光亮效果,以及各种除油方法。此外,还提到了新兴的清洗技术,如超声波清洗和真空脱脂清洗。


金属表面预处理有下列几个方面:
①表面整平,包括机械整平和机械抛光等;
②浸蚀,包括化学浸蚀和电化学浸蚀;
③表面除油,包括有机溶剂除油、化学除油、电化学除油。
 表面整平
表面整平
表面整平主要包括:机械磨光、抛光(机械抛光、化学抛光、电解抛光)、滚光、刷光、喷砂处理等,根据零件表面状况及对零件的具体技术要求采用不同的表面处理工艺。
1机械磨光磨光的主要目的是使金属零件粗糙不平的表面平坦、光滑;其次,它还能除去金属零件表面的毛刺和氧化皮、锈以及砂眼、沟纹、气泡等。磨光是用装在磨光机(图1)上的弹性磨轮来完成的。磨轮的工作面上用胶粘覆磨料,磨料颗粒像很多小的切削刀刃,当磨轮高速旋转时,将被加工的零件表面轻轻地压向磨轮工作面,使金属零件表面的凸起处受到切削,而变得较平坦,光滑。
磨光适用于一切金属材料,其效果主要取决于磨料的特性、磨轮的刚性和磨轮的旋转速度。磨光所用的磨料通常为人造刚玉(见图2,含氧化铝90%~95%)和金刚砂。人造刚玉具有一定的韧性,脆性较小,粒子的棱角较多,所以应用较广。
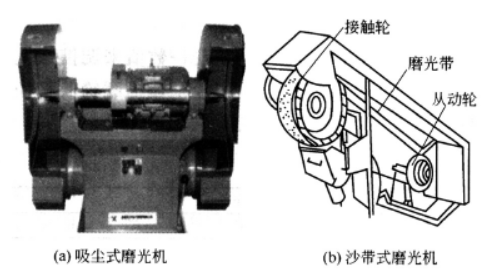
图1 磨光机
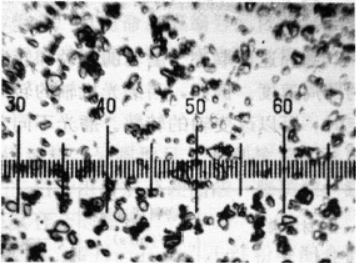
图2 Al2O3磨料(400x)
根据磨料的粒度可将其分为若干等级。磨料粒度通常是按筛子的号码来划分的,筛子的号码则用单位面积(平方厘米)上的孔数来表示,筛子的号码越大,筛孔越小。人们以磨料能通过筛子的号码来表示该磨料的粒度。磨料的号数越大,颗粒越细,号数越小,则颗粒越粗。表1是常用磨料的特性及用途。磨光不同金属材料最适宜的磨轮转速见表2。
表1 常用磨料的特性及用途
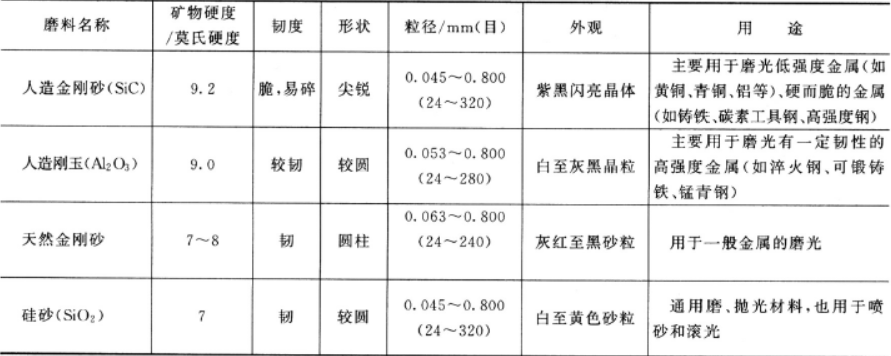
表2 磨光不同金属材料最适宜的磨轮转速

2.1 机械抛光
抛光是一种打磨作用。抛光剂“撕”(磨)去工件表面层原子,下面一层在瞬间内保持它的流动性,并且在凝固之前,由于表面张力的作用而变得平滑。也有人认为抛光是一种表面张力效应,在抛光过程中,由于摩擦而产生的热,能使表面软化或熔融,所以不是简单的机械打磨。在抛光时金属表面层被熔融,但由于衬底金属有高的热导率,表面层又迅速地凝固成非晶态,在凝固之前,由于表面张力和抛光剂的摩擦力作用而变得平滑。
对光洁度要求高的工件,在精细磨光后进行抛光。机械抛光是在抛光机的抛光轮上采用抛光剂进行的,抛光剂有抛光膏和抛光液两类,前者为抛光用磨料与胶黏剂(硬脂酸、石蜡等)的混合物;后者为磨料与油或水乳剂的混合物。
抛光轮高速旋转,将与之接触的工件上的细微不平除去,使之具有镜面般光泽。抛光既用于镀前预处理,也用于镀后对镀层进行精加工,提高表面光洁度。
抛光过程与磨光不同。磨光时有明显的金属屑被切削下来,抛光时则没有,因此抛光并不造成显著的金属损耗。抛光的作用,一方面是高速旋转的抛光轮与工件摩擦时产生的高温使金属表面产生塑性变形,从而填平工件金属表面的细微不平;另一方面,金属表面在周围大气的氧化作用下
 最低0.47元/天 解锁文章
最低0.47元/天 解锁文章


















 158
158

 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









