






三坐标测量机可以对圆度进行扫描测量,但由于其测头扫描误差的存在,会给扫描测量数据带来一定的误差,在扫描测量过程中如果采用了适当的软件处理方法,会大大减少其测量误差。从而可以提高三坐标扫描测量圆度的可信度。本文讲述了如何使用Quindos6测量软件准确扫描测量和评价圆度的方法,为三坐标操作使用人员如何使用其扫描功能来进行圆度误差的扫描测量提供了参考。
关键词: Quindos6 圆度 扫描 过滤 评价
1 概述使用三坐标扫描测量圆度是否可信,与圆度仪的测量结果到底有多大的差异,一直是困扰测量人员的问题,三坐标测量圆度最简单的方法是直接在被测的圆度截面上采集部分点评价圆度,但这种方法采集的点有限,评价具有片面性,不能真实反映整个截面的圆度的真实情况,为了能真实的得到被测截面圆的圆度,不少三坐标厂家开发了具有扫描功能的测头,即测针可以在被测表面连续扫描,其实这个连续扫描也并不是真正意义的扫描,只是采点的间隔无限小(目前最小可以达到0.01mm),圆度仪测量时的电感传感器测针也是沿着被测圆截面连续扫描的,其采样间隔比三坐标的更小、分辨更精细。从理论上分析三坐标扫描出的圆度与圆度仪测出的圆度差异应该是其设备精度的差异。但由于其软件评价及滤波方式不同,这种结果差异往往会比设备的精度差异更大。怎么样减小这个差异,本文就这个问题在了大量的试验研究。最终找出采用三坐标扫描圆度时所采用的最佳方法。
本实验中用到的圆度仪测量圆度的最大允许误差为±5%,三坐标的扫描探测误差为1.5μm。
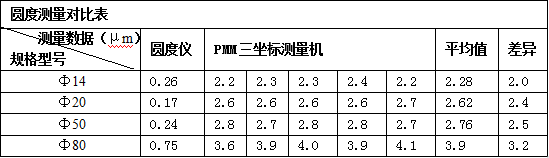
2 改进前的测量方法分析直接扫描一个圆然后报告这个圆的Form值,过滤设置在生成测量圆的指令内完成,即测量与过滤同步完成,经多次对比验证,使用此种测量评价方法测得的结果与圆度仪的测量结果的差异均在2.0μm以上,远远大于三坐标的扫描探测误差,具体见下图数据:
1.输入(GENSCACIR)生成扫描圆指令,主窗口界面会出现生成扫描圆参数设置的画面,在相应的位置输入相应的参数设置,如下图所示:(注:以下各步骤需运行方可有效)
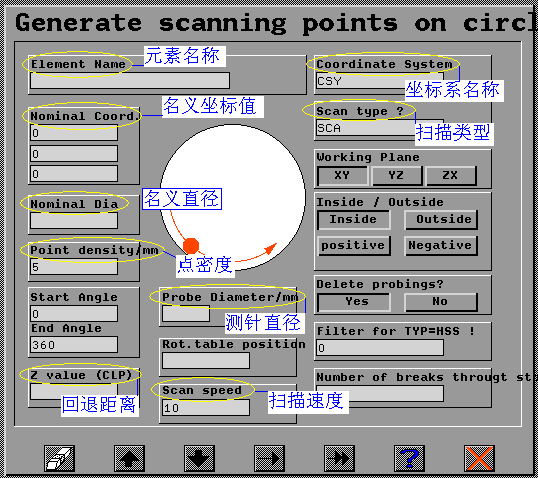
DNS = 点密度(然后根据圆的周长来计算扫描点密度,即d=3600/周长)
SPD = 扫描速度(默认值为10/s,即每秒测量长度为10㎜)
FLT = 过滤类型 类型=高斯(扫描圆直径在25mm以内的,选择(0-15)upr低通滤波,直径在(25-80)mm之间的,选择(0-50)upr滤波)
2.输入(MECIR)测量圆指令,主窗口界面会出现测量圆设置画面,输入相应的参数设置后运行,如下图所示:
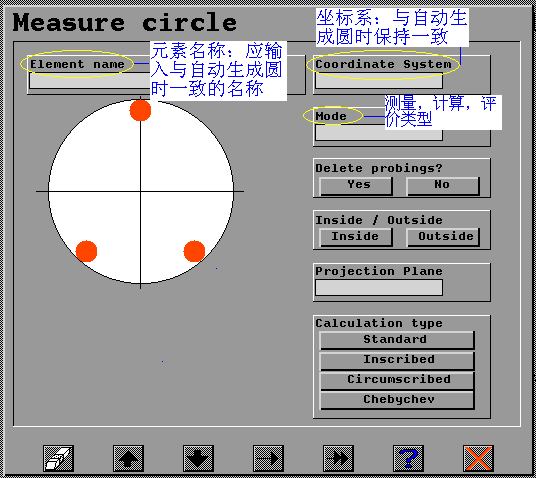
此时软件主窗口界面中会出现相应的移动点和测量点,确认无误后即可从开始处运行扫描该圆元素。
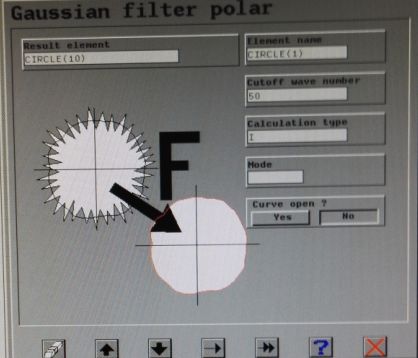
3.输入(GAUSSP)过滤指令,软件主窗口界面会出现过滤设置的画面,设置相应的参数后运行,如下图所示
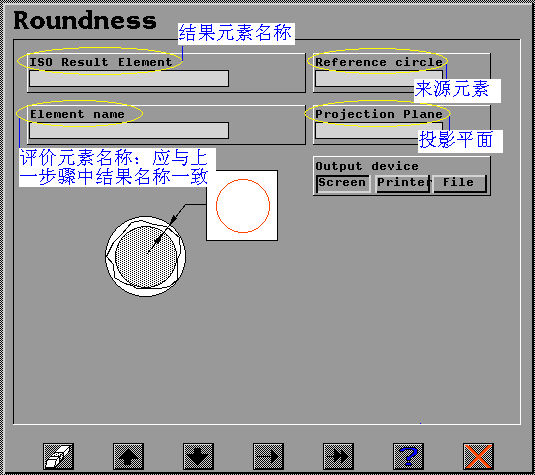
4.然后使用(RNDNES)评价圆度指令,在主窗口界面会出现圆度评价设置界面,设置相应参数后运行即可评价出圆度值,如下图所示:
对此种测量方法进行对比分析:
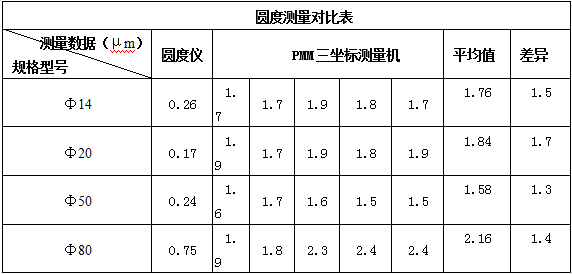
下表数据表为对4种不同型号规格的环规分别进行5次扫描测量得到的数据,由测量数据可知此种测量方法测得的结果与圆度仪对比误差明显减小,差异均在2.0μm以下,如下图所示:
对圆度仪测量这四种规格型号环规的测量不确定度进行分析计算得出:U=0.2μm,k=2
注:按照一个A类(测量重复性)和一个B类(设备的最大允许误差引入)分量来分析得出。
对三坐标扫描测量这四种规格型号环规的测量不确定度进行分析计算得出:U=1.9μm,k=2
注:按照一个A类(测量重复性)和一个B类(设备的最大允许误差引入)分量来分析得出。
1) 由上表测量数据可知,此种测量方法测得的结果比较稳定,最大偏差值为1.7μm;
2) 由上表测量数据可知,此种测量方法测得的结果与圆度仪测量数据相对比平均偏差值在1.5μm左右;
3) 按照实验室间En值的方法来计算En<1,满足其实验室间能力审核的要求。
4 结束语通过扫描圆度测量方法的改进,实现了在三坐标测量机上准确扫描测量评价圆度。另外为了达到扫描评价圆度的最佳效果,建议在扫描圆时做如下设置:
高精度扫描圆,一般在圆周上均布3600个点,然后根据圆的周长来计算扫描点密度,即d=3600/周长。滤波选择,扫描圆直径在25mm以内的,选择(0-15)upr低通滤波,直径在(25-80)mm之间的,选择(0-50)upr滤波。报告时,选取Roundness评价,并采用最小区域法来评价。















 738
738











 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









