






增量方式回参考点,就是采用增量式编码器,工作台快速接近,经减速档块减速后低速寻找栅格零点作为机床参考点。
一.数控机床返回参考点的必要性:
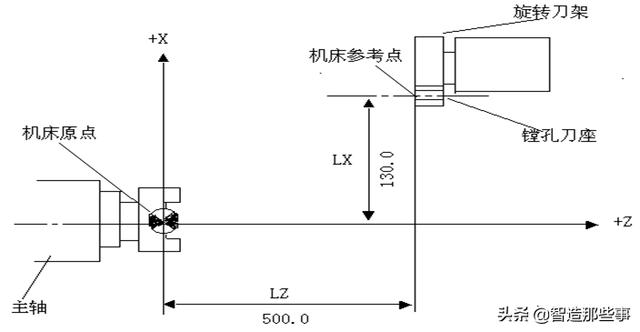
(1)系统通过参考点来确定机床的原点位置,以正确建立机床坐标系;
(2)可以消除丝杠间隙的累计误差及丝杠螺距误差补偿对加工的影响。
二.哪些情况需要机床返回参考点操作?
(1)增量编码器首次开机;
(2)按下机床急停按钮后;
(3)机床故障解除后;
(4)机床操作者离开机床一段时间。

数控机床返回参考点控制原理(有档块)
三.数控机床返回参考点常见故障分析:
1.找不到参考点(通常会导致机床超程报警)
(1)机床回零过程无减速动作或一直以减速回零,多数原因为减速开关及接线故障;
(2)机床回零动作正常,为系统得不到一转信号。原因可能是电动机编码器及接线或系统轴板故障或减速开关移动。
2.找不准参考点(即回参考点有偏差)
(1)减速挡块偏移;
(2)栅格偏移量参数设定不当;
(3)参考计数器容量参数设定不当;
(4)位置环增益设定过大;
(5)编码器或轴板不良。

欢迎关注@智造那些事,关注智能制造相关事!


















 被折叠的 条评论
为什么被折叠?
被折叠的 条评论
为什么被折叠?
 到【灌水乐园】发言
到【灌水乐园】发言









